Un total de 20 pages a été trouvé avec le mot clé Matériel.
Fonctionnement de l'imprimante / Découpe vinyle BN-20
Fonctionnement de l'imprimante / Découpe vinyle BN-20
La Roland VersaSTUDIO BN-20 est une imprimante à jet d’encre éco-solvant. La fonction intégrée d’impression et de découpe permet à la BN-20 d’imprimer un graphique sur un support adhésif ou thermo-transférable, puis d’en découper son contour pour des travaux totalement personnalisés.
Création de votre fichier sur Inkscape
Pour que la création de votre stickers soit simple et sans encombre, il convient de respecter plusieurs règle.
Il existe 2 cas de figure de base, soit vous créez de A à Z votre design, soit vous "pompez" allègrement une personne plus douée que vous (en oubliant pas de la mentionner au passage).
Maintenant que inskape est installé, vous allez l'ouvrir et vous aidez du tutorial "Inkscape basique", le lien ici : https://inkscape.org/fr/doc/tutorials/basic/tutorial-basic.html
La prise en main d'un nouveau logiciel n'est pas facile, c'est en essayant, en testant, en vous trompant que vous arriverez à apprendre.
D'autres tutoriel pour continuer à progresser ici :
Création d'une pomme : https://www.youtube.com/watch?v=665n1JJQBwM
Ce tuto concerne la fabrication du troisième étage d'une Bentolux dans le cadre de la formation FabNumAura dispensée par l'EMSE (école des Mines de Saint-Etienne).
Plus d'infos sur FabNumAura
Le centre ressource Zoomacom, via ses activités FabLab Openfactory, et l'École des Mines de Saint-Étienne se sont associés pour proposer une formation, gratuite pour les demandeur d'empoi, à la fabrication numérique (Imprimante 3D, Découpeuse laser, Arduino, Découpeuse vinyle...). Cette formation est proposée depuis quelques années via des MOOC par l'IMT Atlantique de Rennes. Pour les publics les plus éloignés ils ont développé un projet qui permet de suivre cette formation en combinant les apprentissages à distance et ceux en présentiels.
La région Auvergne Rhône Alpes apporte son soutien financier à cette initiative pour la déployer à la fois sur Lyon et sur Saint-Étienne en collaboration avec un FabLab à destination du grand public.
Cette formation s'est déroule de février à juin 2022.
La réalisation de ce projet nous a permis de mettre en oeuvre les notions apprises à distance dans les MOOC de l'IMT Atlantitique mais aussi en présentiel au Fablab de l'EMSE et le Fablab OpenFactory du quartier créatif Manufacture-Plaine Achille de Saint-Etienne.
Avant de commencer la formation, je m'étais fabriqué un stand de tir pour airsoft dans mon vide sanitaire avec un système me permettant de relever les cibles tombées à l'aide d'une corde d'un peu moins de 10 mètres.
Dès que nous avons abordé Arduino dans la formation je me suis dit.... Bon, mon système à corde fonctionne mais ce serait beaucoup plus fun de remonter automatiquement les cibles et pourquoi pas de se créer en plus des séquences de jeu différentes.
Cette envie est restée dans un coin de ma tête jusqu'au jour où nous devions réfléchir au projet "fil rouge" caractérisé par la création du troisième étages de notre Bentolux.
Nous devions créer des binômes pour la réalisation de cette étage libre...
Lors d'une pause café avec mes camarades de formation, je leur partage l'idée d'un troisième étage "stand de tir". Renaud me dit, si tu veux on le fait ensemble.
A ce moment là de la formation, je ne connaissais pas encore tout le monde et je ne savais pas que Renaud est un adepte de GN (jeu de rôle grandeur nature).
Pour ses parties de Shadowrun, il utilise des Nerf qu'il customise (entre autres accessoires) avec sa team.
Autant dire que la perspective de dégommer des cibles au Nerf n'était pas pour lui déplaire.
C'est ainsi que commença la créative et rocambolesque collaboration de deux quadras adulescents à la chevelure fantomatique.
Répartition des tâches
Afin d'optimiser le temps qui nous était imparti (;-)), nous nous sommes répartis les différentes tâches ainsi: Renaud
Création du "gros oeuvre" sur Inkscape (box entourant les deux premiers étages de la Bentolux).
Création des fantômes sur Inkscape (cibles+ceux en plexi des faces de la box).
Découpe laser de la box, du deuxième étage et des cibles fantômes en contreplaqué.
Découpe laser des fantômes en plexi vert incrusté sur les faces avant et latérales de la box.
Assemblage et collage de la box et du deuxième étage de la Bentolux.
Collage des fantômes en plexi dans les trous des faces de la box.
Rédaction de toutes les étapes de la doc du Wikifab.
Mayak
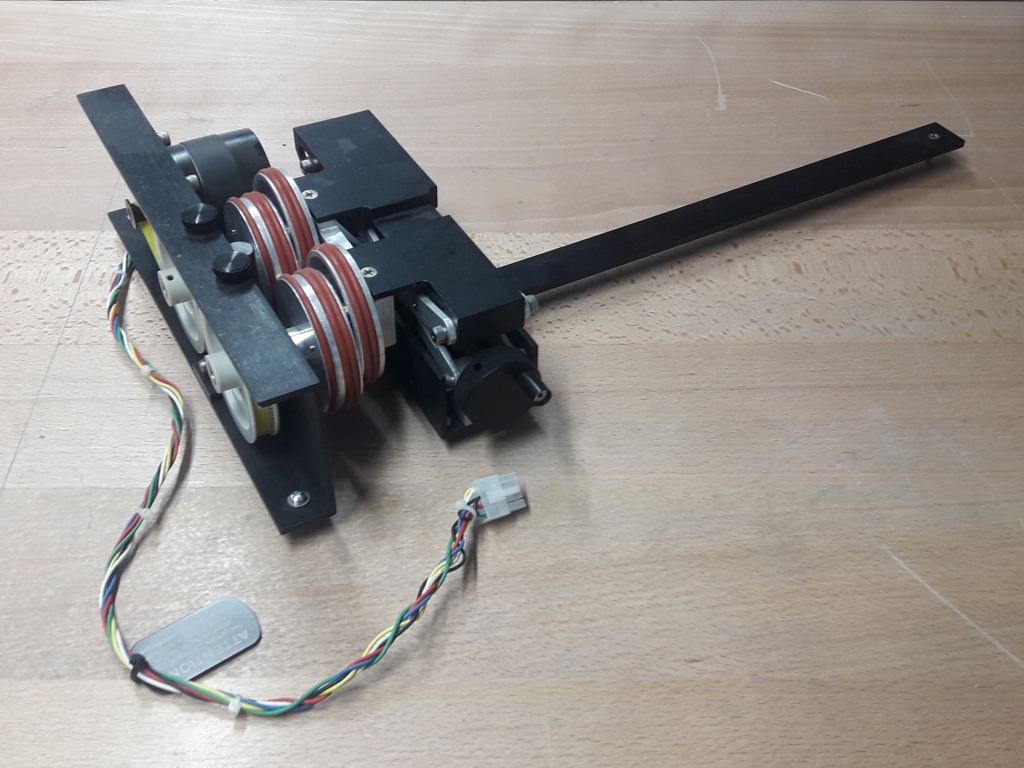
Création d'une maquette pour se représenter le mécanisme des cibles avec le système de relevage.
Création sur Inkscape des pièces constitutives au mécanisme des cibles et celui du remonte-cible actionné par le servomoteur.
Assemblage, collage, perçage et ajustement de toutes les pièces avec les microrupteurs et servomoteur.
Création dans fusion 360 du bouton du potar (imprimé, installé, mais que nous n'utiliserons finalement pas dans notre version de base actuelle)
Montage et câblage des composants électroniques sur la box et l'arduino.
Prise de vues (photos et vidéos) pour illustrer la doc du Wikifab.
Pour ce qui est du code, nous y avons travaillé ensemble. Pour cette version de base, nous avons dû revoir à la baisse nos ambitions par manque de temps, mais nous comptons faire évoluer cette box que ce soit en termes de séquences/modes de jeu ou en nombre de modules additionnels de cibles.
Matériel et outils
Panneau de CP peuplier 3mm (plus épais pour la plateforme serait mieux)
Panneau de Plexiglass vert
1 tige fileté de 6mm
des écrous et rondelles de 6mm
Scie à métaux
Pince, serre-joint
Equerre,règle, crayon...patience et minutie
Perceuse à colone (ou perceuse...)
Fer à souder
Clé plate de 6mm (deux c'est mieux ou avec une pince à bec pour serrer les écrous entre eux)
Ce projet a été réalisé dans le cadre de l'alternance de Maxime, un étudiant en Licence pro Automatisme, Réseau et Informatique Industrielle, au sein du centre ressource Zoomacom en 2021/2022.
Utilisation du shredder
Sécurité
Cette machine est un broyeur de plastique, il faut donc faire attention à ce que l'on met dedans. Le système n'est pas prévu pour broyer d'autres matières que le plastique.
De plus, pour la sécurité de l'utilisateur, il ne faut pas mettre la main, le bras ou autre partie du corps dans le broyeur. C'est également pourquoi la machine se met en sécurité si le capot du broyeur est ouvert.
La machine est alimentée en 400V triphasé, il ne faut donc en aucun cas ouvrir l'armoire électrique pendant le fonctionnement de la machine.
Le panneau de commande est-lui alimenté en 24V afin de supprimer tout risque électrique sur cette partie de la machine.
Merci de mettre la machine hors tension (en coupant le sectionneur principal) une fois son utilisation terminée.
D'une manière générale, tout démontage de la machine est interdit, quelle soit en fonctionnement ou à l'arret.
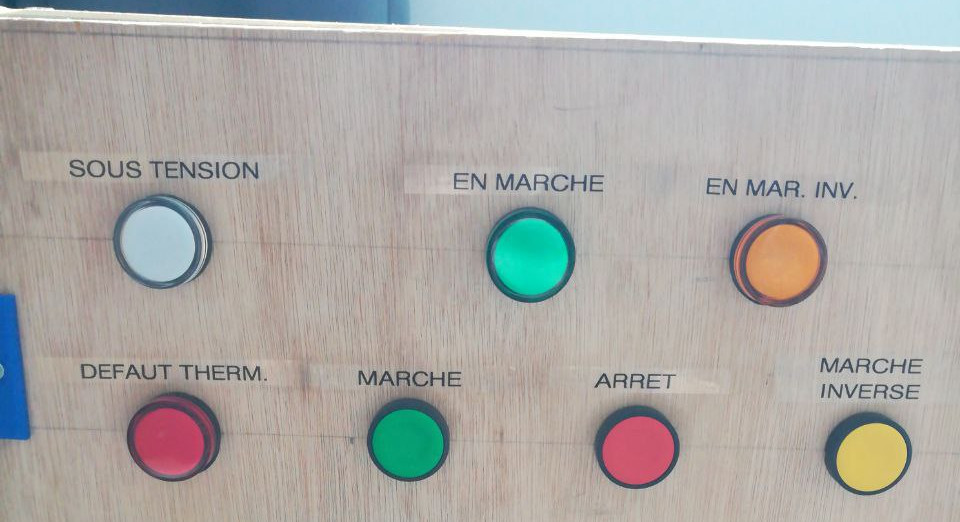
Panneau de commande
Le panneau de commande est composé de 4 voyants et 3 boutons.
Les voyants :
Le voyant blanc indique que la machine est sous tension.
Le voyant rouge indique un défaut du relai thermique (surcharge du moteur).
Le voyant vert indique que le moteur est en marche dans le sens normal.
Le voyant orange indique que le moteur est en marche en sens inverse.
Les boutons :
Le bouton rouge force un arrêt de la machine, quelque soit l'état des autres boutons.
Le bouton vert enclenche la marche normale du moteur.
Le bouton orange active la rotation inverse du moteur si il est appuyé.
L'alimentation générale du système est contrôlée par un sectionneur placé sur le coté gauche du boîtié :
Système de pesée
Le système de pesée permet un suivi de la quantité de plastique broyée. Cela permet également de réaliser une estimation de la quantité de CO2 économisée.
Utilisation
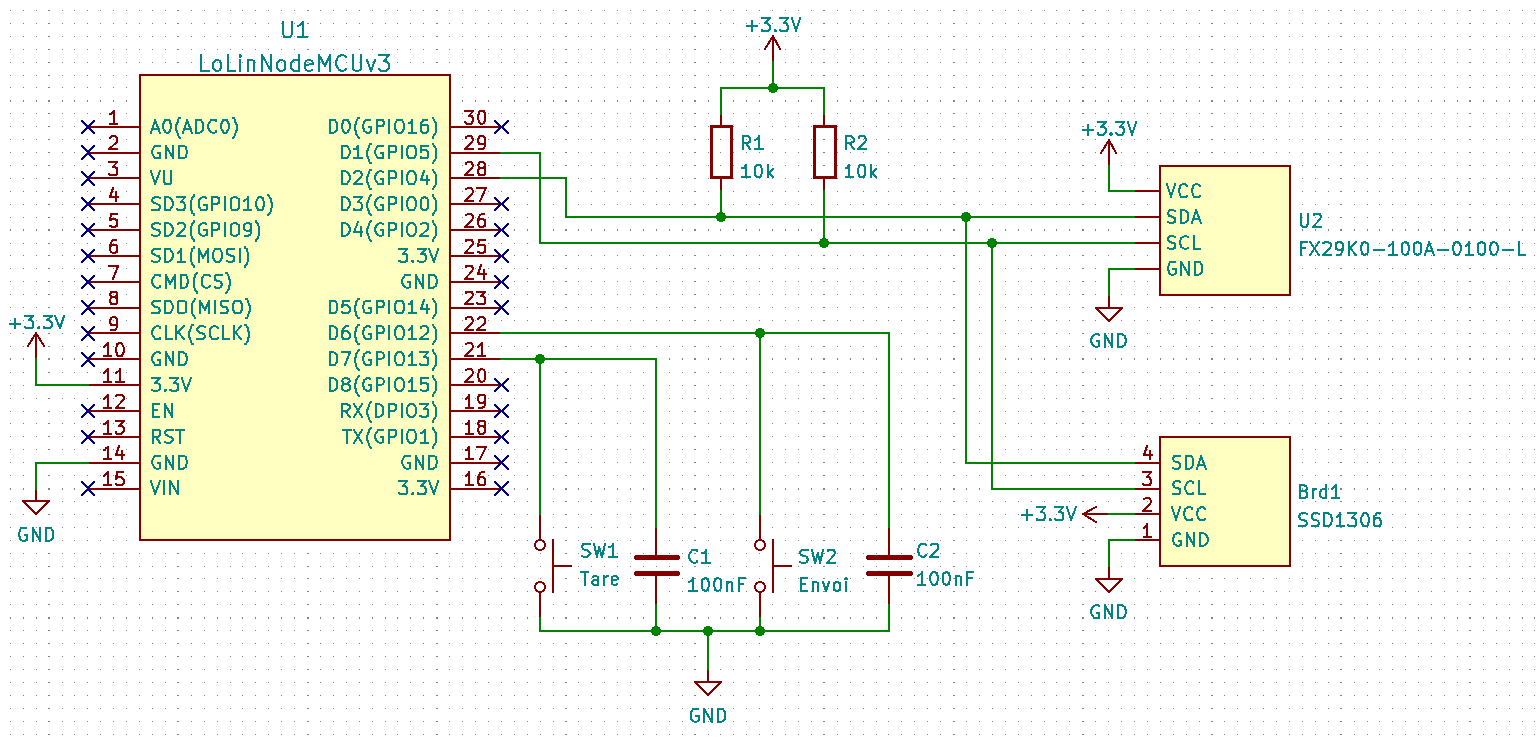
Le système se compose de deux boutons, d'un capteur et d'un écran.
Une fois le bac posé sur le capteur, le bouton Tare permet de réaliser la tare du système.
Ensuite, une fois le bac rempli, le bouton Envoi permet d'initier un envoi de la valeur mesurée vers les serveurs de ThingsSpeak.
Si l'envoi échoue, soit a cause d'un manque de wifi, soit a cause d'un problème d'envoi, la valeur est enregistrée dans le système et sera envoyée à la prochaine tentative.
Lors d'un appui sur le bouton Envoi, le système envoi toutes les anciennes valeurs enregistrées qui n'ont pas pu être envoyées avant d'envoyer la valeur actuelle.
Un message d'erreur s'affiche quand on s'approche de la limite du capteur, c'est à dire aux environs de 45kg.
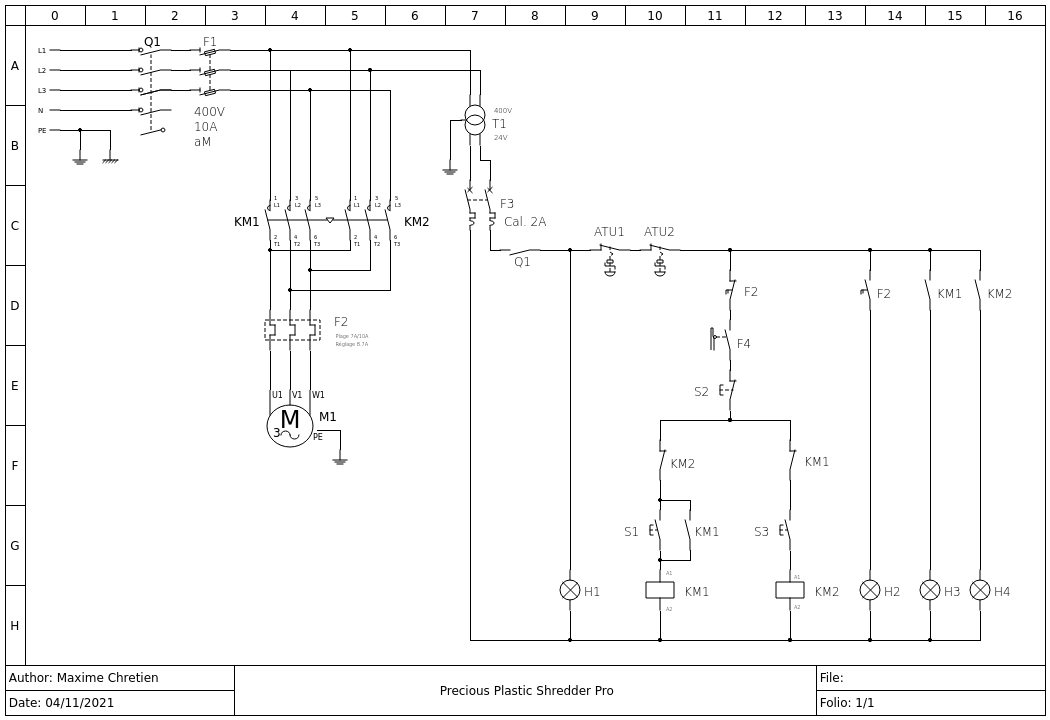
Attention : La construction d'une machine de ce type doit être réalisée par une personne ayant de bonnes compétences en électricité de puissance et en mécanique ainsi qu'ayant conscience du danger autant électrique que mécanique de ce type de machine !
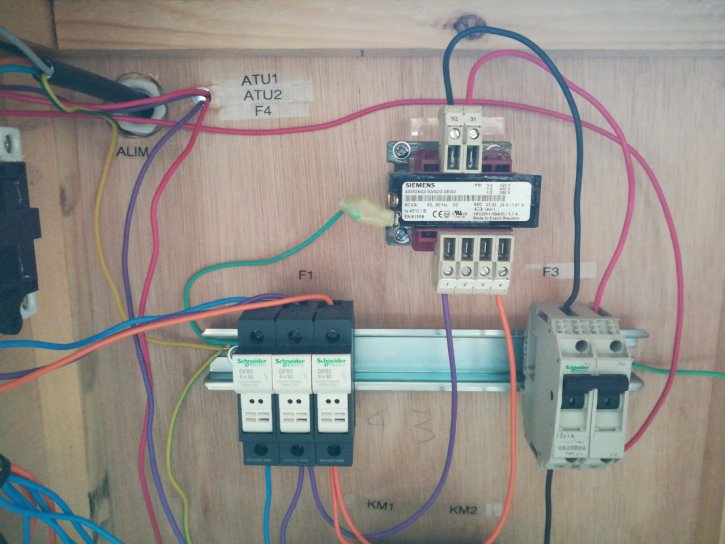
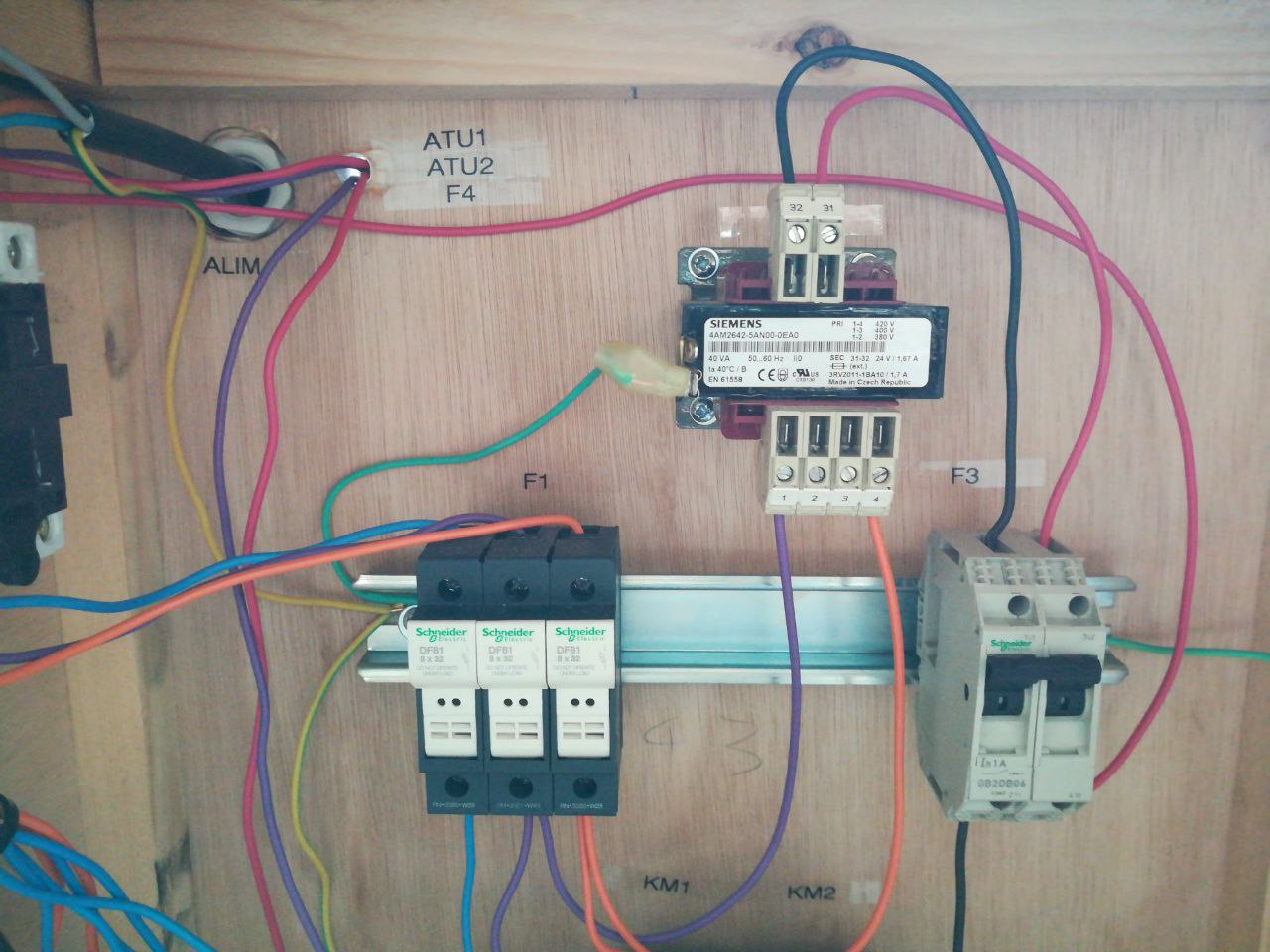
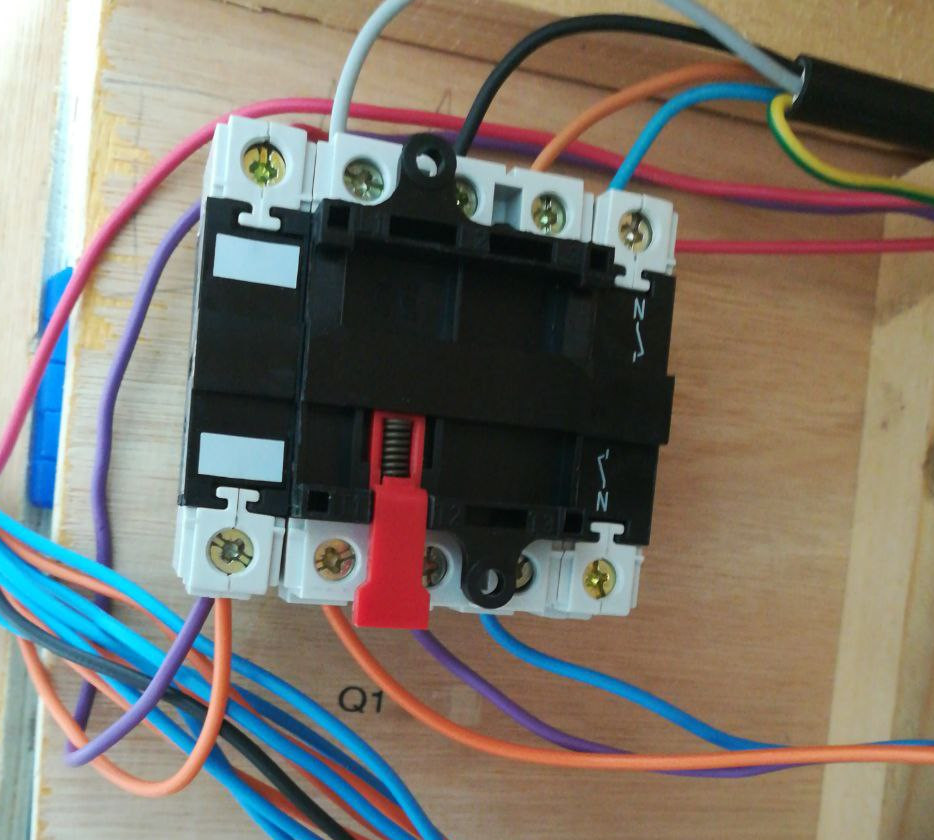
ATU1 : Arrêt d'urgence ATU2 : Arrêt d'urgence F1 : Fusibles de protection (400V 10A aM) F2 : Relai thermique (Réglage 8.7A) F3 : Disjoncteur (2A) F4 : Capteur d'ouverture capot (Des microswitchs en série tout autour du capot) H1 : Voyant de mise sous tension (Blanc) H2 : Voyant de défaut thermique (Rouge) H3 : Voyant de marche (Vert) H4 : Voyant de marche inversée (Jaune) KM1 : Contacteur (Sens de rotation principal) KM2 : Contacteur (Sens de rotation inverse) M1 : Moteur triphasé Q1 : Sectionneur S1 : Bouton de marche (Vert) S2 : Bouton arrêt prioritaire (Rouge) S3 : Bouton de marche inversée (Orange) T1 : Transformateur 400V/24V
Montage électrique
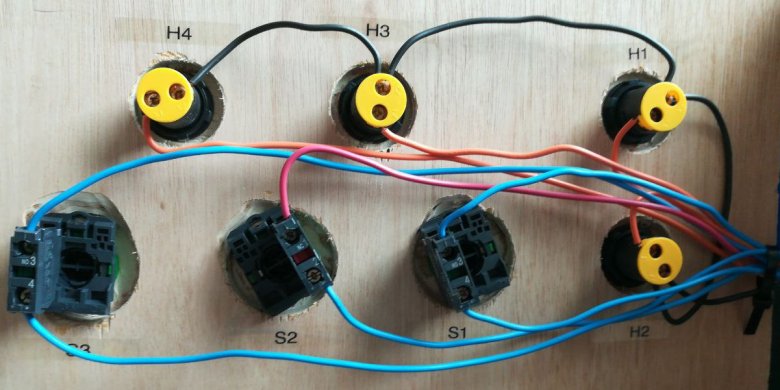
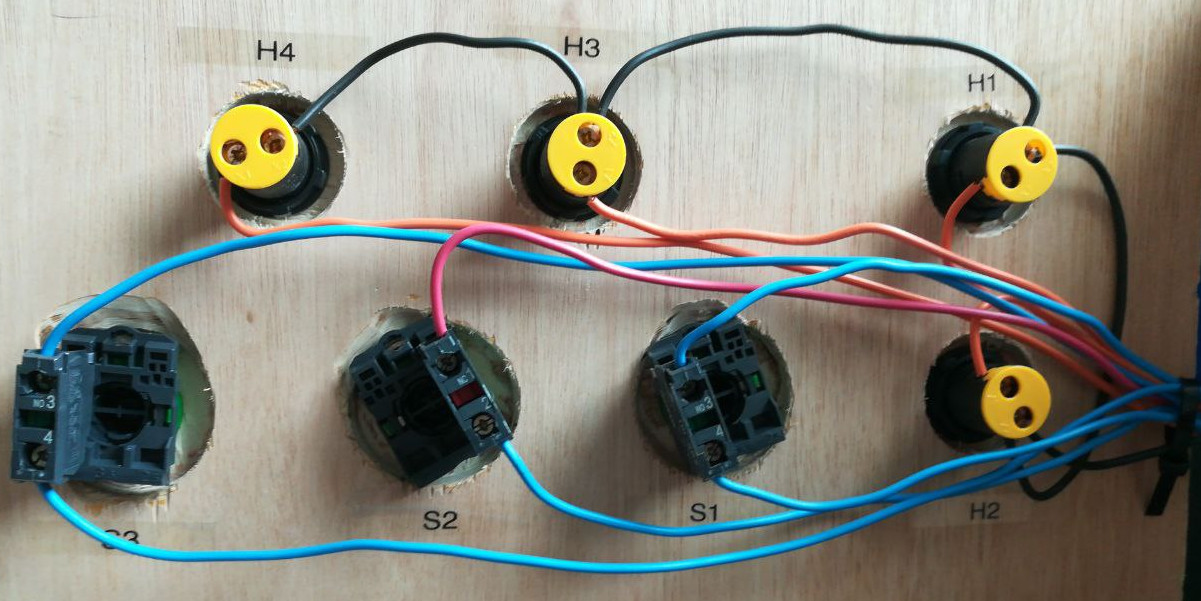
Les boutons et les voyants sont placés sur la porte du boîtié :
Les composants sont dans le boîtié sauf les arrêts d'urgence (ATU1 & ATU2 | fils violets) et le capteur de fin de course (F4 | fils rouges) qui sortent en haut à gauche, près de l'entrée d'alimentation :
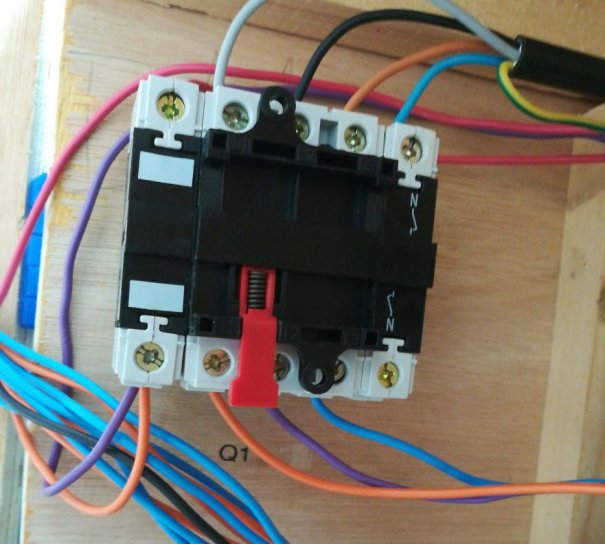
Le sectionneur est placé sur la gauche du boîtié :
Code couleur utilisé :
Terre : Jaune/Vert
Câble d'alimentation :
Phase 1 : Noir
Phase 2 : Orange
Phase 3 : Bleu
Neutre : Gris
Puissance :
Phase 1 : Orange
Phase 2 : Violet
Phase 3 : Bleu
Alimenation 24V : Rouge (Alimentation) et Noir (Retour)
Ce projet a été réalisé dans le cadre de l'alternance de Maxime, un étudiant en Licence pro Automatisme, Réseau et Informatique Industrielle, au sein du centre ressource Zoomacom en 2021/2022.
Utilisation de la presse
Sécurité
Risque électrique
Comme toute machine, il y a une alimentation électrique et donc un risque d'électrisation.
Appliquer les mesures de protections électrique standards pour l'utilisation d'une machine.
Risque thermique
Le fût de la machine ainsi que le levier chauffent beaucoup lors du fonctionnement.
Il ne faut en aucun cas les toucher car cela conduirait à des brûlures graves.
Risque respiratoire
Certains plastiques produisent des fumées toxiques, il est donc impératif de se renseigner sur le plastique utilisé avec la presse.
Si le plastique est inconnu, il vaut mieux ne pas l'utiliser.
Le port d'un masque à gaz peut-être obligatoire pour certains plastiques.
Dans tout les cas, veiller à bien aérer le local lors du fonctionnement et si possible placer une aspiration proche du haut du fût.
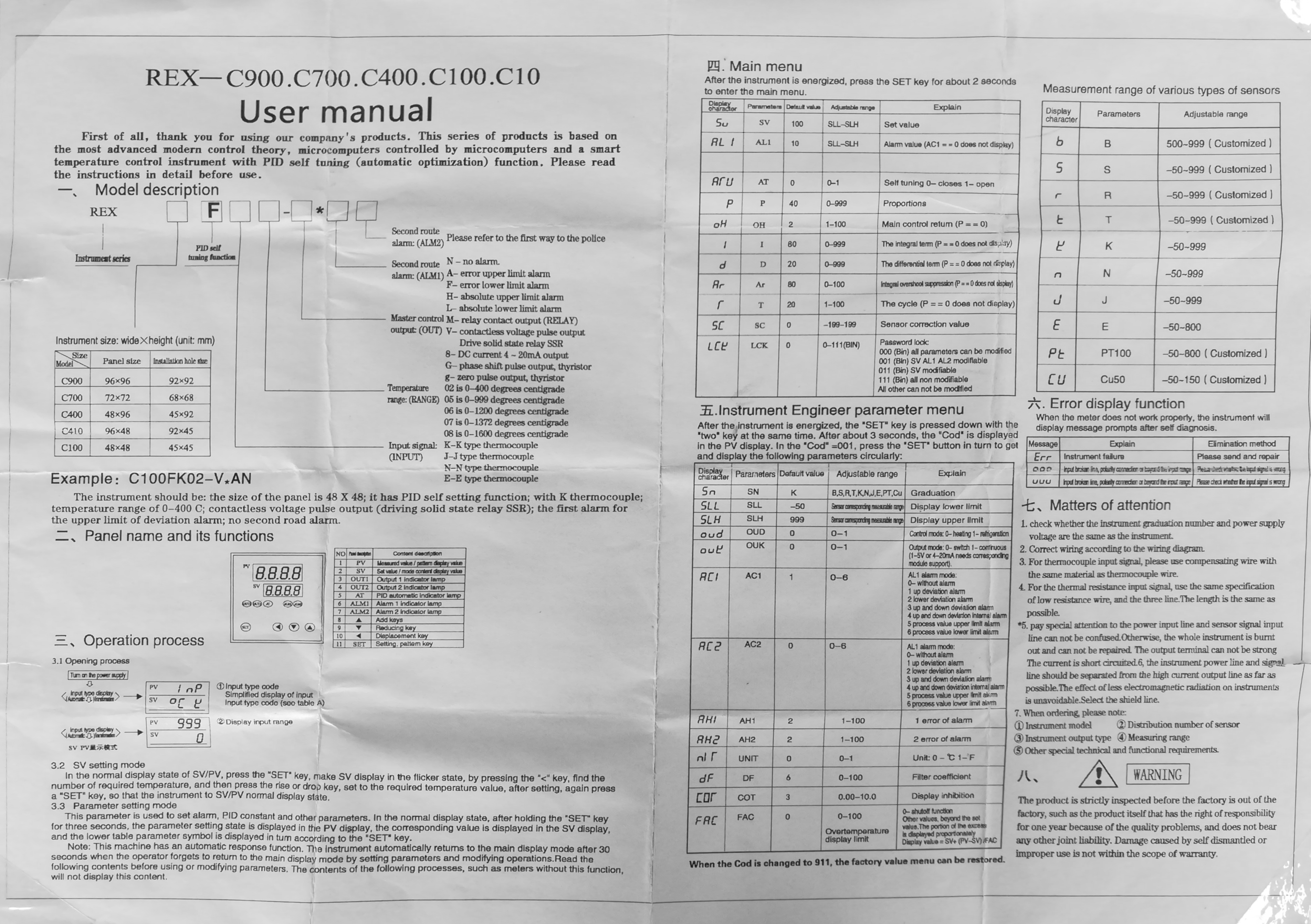
Panneau de commande
Description
Leds :
- ALM1 :
- OUT : Sortie allumée
- ALM2 : Non utilisé
- AT : Non utilisé
Boutons :
- Set : Définir la valeur
- ◀ : Controle de position
- ▼ : Réduire la valeur
- ▲ : Augmenter la valeur
Notice
Déroulé du fonctionnement
Démarrage
1. Allumer la machine et définir la température voulue.
2. S'assurer que le cric est collé à la buse pour eviter que le plastique coule.
3. Attendre au moins 15 minutes.
4. Mettre du plastique dans le fût.
5. Attendre 8 à 10 minutes que le plastique fonde.
6. Descendre le cric
7. Faire couler un peu de plastique pour déboucher la buse
8. Remonter le cric pour éviter que tout le plastique sorte
9. La machine est prête pour la production.
Production
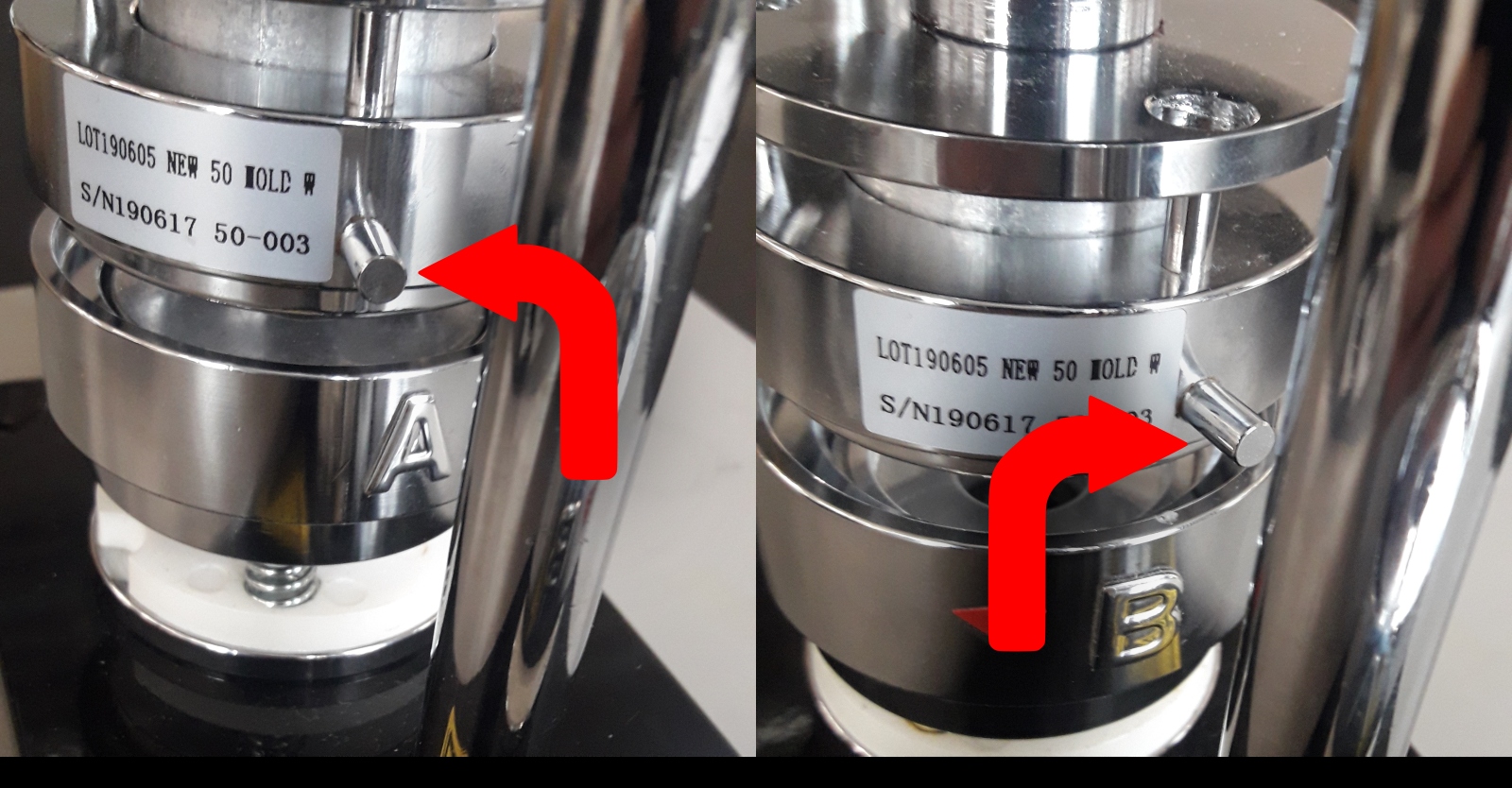
1. La machine est chaude et prête pour l'utilisation des moules.
2. Remplir le fût avec du plastique si ce n'est pas déjà fait.
3. Appuyer le levier dans le fût.
4. Remonter le levier toutes les 5 à 10 minutes et ajouter du plastique.
5. Attendre au moins 10 minutes.
6. Descendre le cric.
7. Placer le moule et remonter le cric rapidement pour que le plastique ne coule pas.
8. Serrer le cric pour que le moule soit bien maintenu.
9. Descendre le levier aussi bas que possible, ne pas hésiter à mettre beaucoup de pression.
10. Remonter un peu le levier.
11. Descendre le cric.
12. Enlever le moule et remonter le cric.
13. Laisser le moule refroidir.
14. Ouvrir le moule une fois refroidit.
Refroidissement
1. Descendre le cric.
2. Vider completement le fût.
3. Faire monter et descendre complètement le levier plusieurs fois pour bien vider le fût.
4. Mettre le levier en position basse.
5. Baisser la température de consigne à 30°C.
6. Laisser la machine refroidir.
7. Éteindre la machine.
Micro usine de recyclage du plastique avec Precious Plastic. Precious Plastic: projet de machines DIY pour upcycler les déchets plastiques du designer néerlandais Dave Hakkens. https://preciousplastic.com
Objectifs
1. Documenter et fabriquer un ensemble de machines pour le recyclage du plastique ;
2. Assurer la diffusion des plans en open source et proposer un accompagnement à la fabrication des machines, pour prototyper un essaimage sur le territoire de Saint Étienne Métropole.
Descriptif
Precious Plastic veut démocratiser le recyclage et la réutilisation du plastique. L’idée de base est de montrer comment faire des machines, simplement, et avec des matériaux économiques et faciles à trouver : un excellent tutoriel pour réussir son propre atelier de transformation du plastique.
Le centre ressource Zoomacom va opérer en trois phases pour monter ce projet, en s'appuyant sur les ressources du fablab Openfactory qu'il co-gère et anime à Saint-Étienne.
1. Recherche et développement
La documentation existe, en open source, mais en Anglais. Nous allons donc la traduire, pour les machines que nous allons fabriquer.
De plus, les machines ne sont pas simples à construire, ni même à assembler. Plusieurs pièces ne peuvent pas être réalisées au fablab, et devront être achetées.
Nous avons la chance de disposer d’un plasticien opérant déjà avec ces machines sur le territoire stéphanois. Nous allons donc travailler avec lui, si possible, sur cette phase comme les suivantes.
2. Construction des machines
A partir de la recherche effectuée en amont, nous allons fabriquer ou assembler les quatre machines constituant la mini usine de recyclage :
- un broyeur, pour transformer les plastiques en copeaux
- un extruder, pour faire du fil à impression 3D
- une presse à injecter, pour fabriquer des objets à partir de moules résine, aluminium ou bois
- un compresseur mécanique, pour fabriquer des objets de taille moyenne à partir de moules
Ces machines seront assemblées par les bénévoles du fablab, et les salariés de Zoomacom seront là pour animer les temps et assurer la gestion du projet.
Une fois les machines construites, nous allons passer à une phase de fabrication d’objets. Il s’agit d’éprouver les capacités des machines, de les documenter, et de faire un maximum d’objets différents pour explorer les possibilités à disposition… en conditions réelles, pas uniquement en théorie.
De plus, les salariés et bénévoles de Zoomacom mettrons en place un réseau de collecte de plastique, afin de disposer de matières premières.
Nous mettrons ensuite place une diffusion du processus de fabrication de la mini usine pour :
- proposer à d’autres structures de Saint Étienne Métropole de construire leur mini usine de recyclage ;
- proposer l’utilisation des machines du fablab à des artisans, plasticiens, designers, entrepreneurs,… en collaboration avec le plasticien stéphanois.
Chacune des phases du projet sera menée en partenariat avec l’Université de Lyon pour examiner les possibilités d’utilisation de l’usine de recyclage par les entreprises du territoire touchées par les missions de la Fabrique de l’Innovation.
Bénéficiaires
Zoomacom mène un projet de mixité sociale dans le fablab Open Factory entre janvier et juillet 2021. Nous appliquerons les processus et les méthodologies identifiées au projet de mini usine de recyclage.
De plus, nous ferons la publicité du projet en amont pour inciter le plus de bénévoles différent·e·s du fablab, ou souhaitant adhérer à cette occasion, auprès de :
- les adhérent·e·s existant·e·s, au nombre de 200 ;
- les structures d’éducation populaire et de l’ESS de nos réseaux : 70 structures avec le CTC 42, 8 structures en fort partenariat avec la Fabrique de l’Innovation, notamment ;
- toute personne touchée sur les réseau sociaux ou avec les processus mis au point par Zoomacom dans la cadre de son projet de mixité sociale au fablab en amont du projet d’usine de recyclage.
Nous comptons sur les bénéficiaires suivant·e·s, par phase :
1. R&D : 10 bénévoles, égalité hommes-femmes, entre 20 et 70 ans environ, résidant à Saint Étienne Métropole
2. Construction : 20 bénévoles, égalité hommes-femmes, entre 20 et 70 ans environ, résidant à Saint Étienne Métropole
3. Fabrication d’objets et communication :
50 adhérent·e·s du fablab, égalité hommes-femmes, entre 20 et 70 ans environ, résidant à Saint Étienne Métropole
10 artisans de Saint Étienne Métropole
10 entrepreneurs, plasticiens et designers de Saint Étienne Métropole
Pour chacun des publics visés, les conditions d’accès au fablab seront les mêmes :
- adhésion personne physique : 12 € par an
- adhésion personne morale : 120 € par an
L’utilisation des machines entraînera une participation aux frais, que les bénévoles et salariés de Zoomacom fixeront ensemble, comme à notre habitude.
Territoire
Le projet s’adresse d’abord au territoire métropolitain : la mini usine de recyclage sera fabriquée et installée au fablab Open Factory, dans le bâtiment des Forges du Quartier Manufacture. Les personnes participant à la documentation et à la fabrication des machines, ainsi qu’à leur utilisation, seront donc nécessairement dans un périmètre proche.
Ensuite, si des structures ligériennes souhaitent un accompagnement à la réalisation de leur propre mini usine par Zoomacom, nous serons prêts à répondre à leurs attentes, et à les aider à trouver les financements possibles, comme à notre habitude.
Et comme la documentation que nous aurons réalisée sera disponible en open source, et pour une réplicabilité maximum, d’autres territoires francophones pourront s’en saisir, dans le monde entier.
Évaluation
- Documentation : exhaustivité, nombre de consultations, retours de la communauté Precious Plastic, facilité de fabrication des machines, réplication de mini usines sur le territoire métropolitain à moyen terme (3 ans) ;
- Machines : efficience de la fabrication, quantité d’objets produits, partenariats conclus avec des professionnels, et utilisation des machines par ces mêmes professionnels, la quantité de plastiques recyclés
- Participation : nombre de bénévoles investi·e·s dans les trois phases du projet, nombre d’heures passées par ces personnes sur le projet, nouvelles adhésions enregistrées pour l’utilisation des machines
Utiliser et Régler la découpeuse laser Perez Camp 130W
Utiliser et Régler la découpeuse laser Perez Camp 130W
Le but de cette page est dans une première partie de pouvoir reprendre en main la découpeuse laser et le logiciel associé (Après avoir suivi le premier temps de formation au sein du FabLab OpenFactory).
Et dans un second temps de recenser les paramètres à régler en fonction du matériel qu'on souhaite graver, marquer ou découper avec cette machine. Au fur et à mesure des expériences cette page sera amenée à s'enrichir.
Un tutoriel spécifique à la découpeuse laser EpilogMini est disponible en suivant le lien.
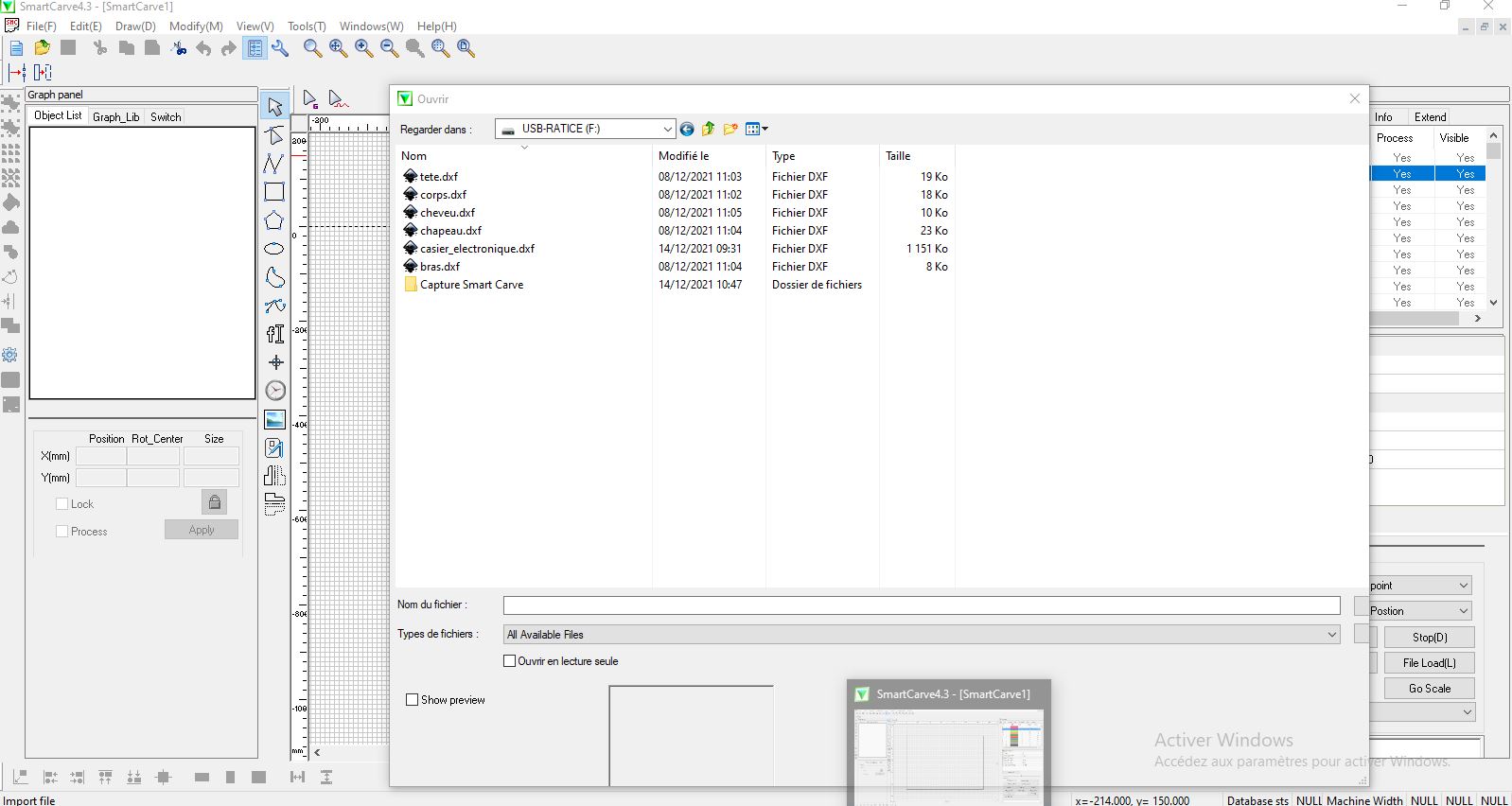
Une fois que cela est fait je dois visualiser mon fichier de travail (il est important de vérifier les dimensions et les formes, en fonction des logiciels utilisés pour créer le dxf on a parfaois rencontré des erreurs)
La découpeuse laser doit effectuer les différents travaux demandés selon un ordre bien précis afin de limiter les problèmes liés à des pièces qui bougent ou qui tombent du plateau. Pour rappel, on effectue les travaux dans cet ordre :
1 : Le marquage
2 : La gravure
3 : Les découpes internes
4 : La découpe externe
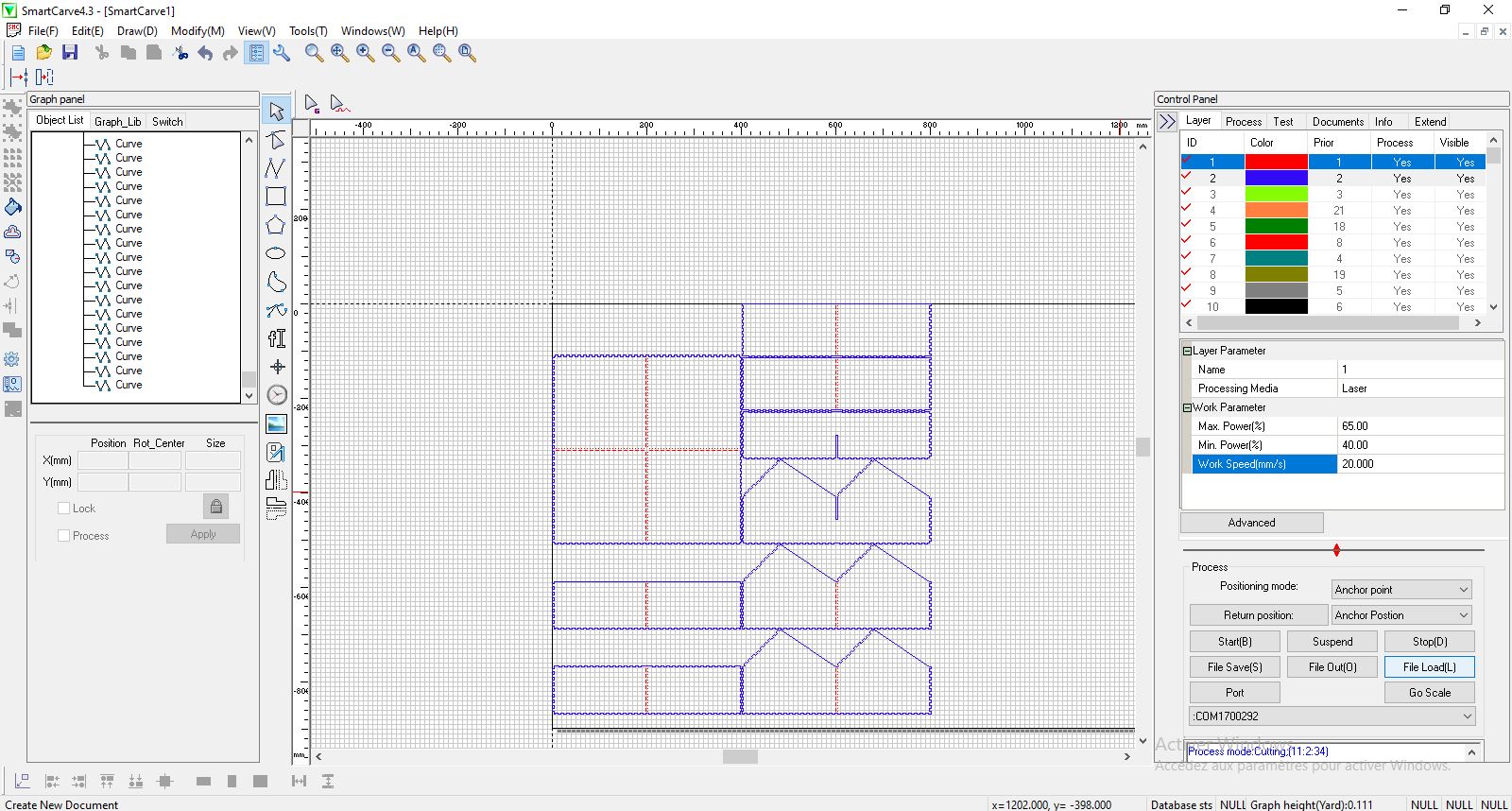
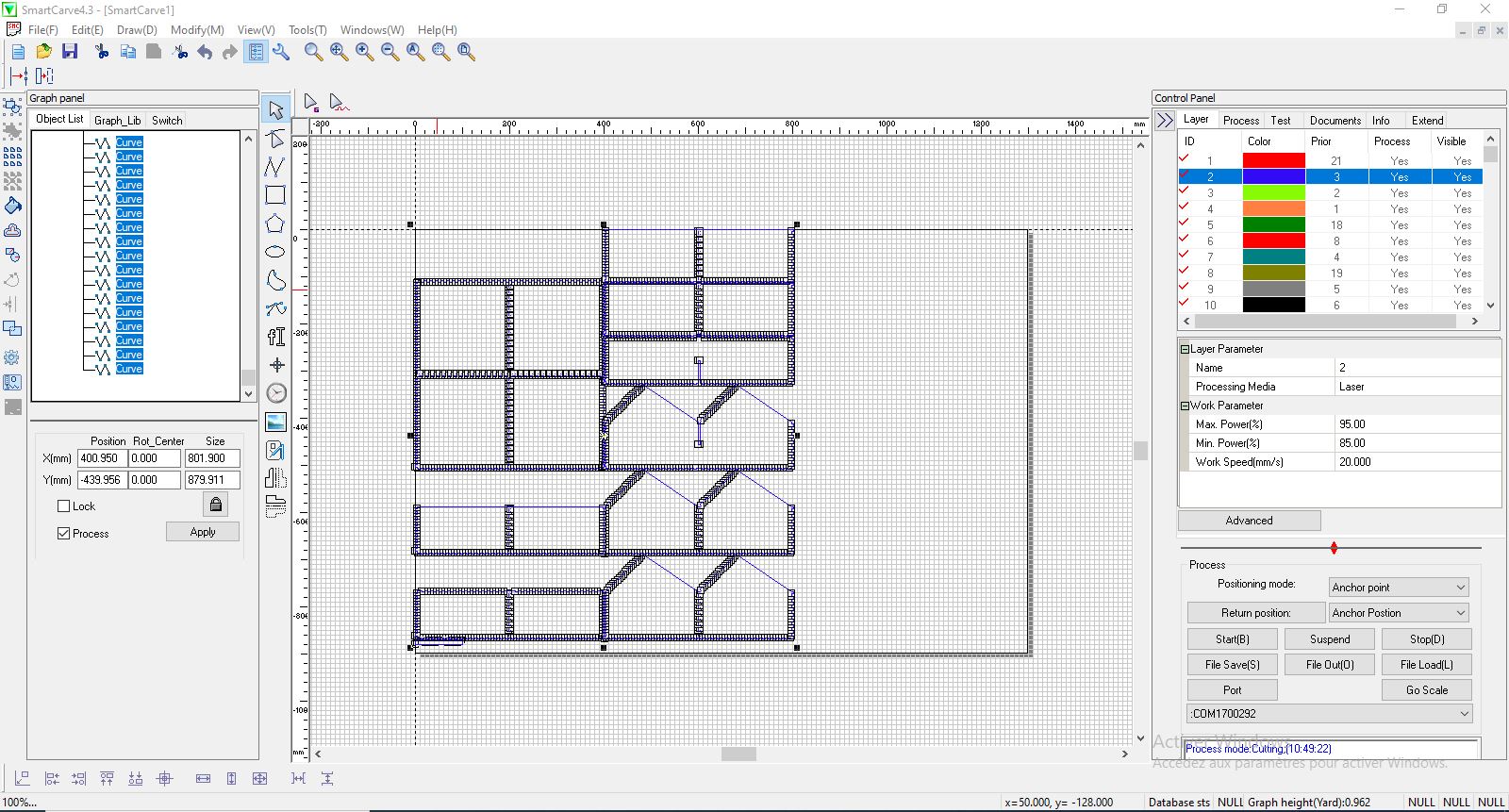
Pour pouvoir effectuer ses travaux dans le bon ordre on va appliquer une couleur pour chacun des travaux ci-dessus (parfois plusieurs couleurs si on veut ordonner les travaux de découpe interne par exemple)
Pour appliquer une couleur on va sélectionner les éléments désirés, on va faire un clic droit avec la souris sur la couleur souhaitée et on sélectionne "Apply to pick object"
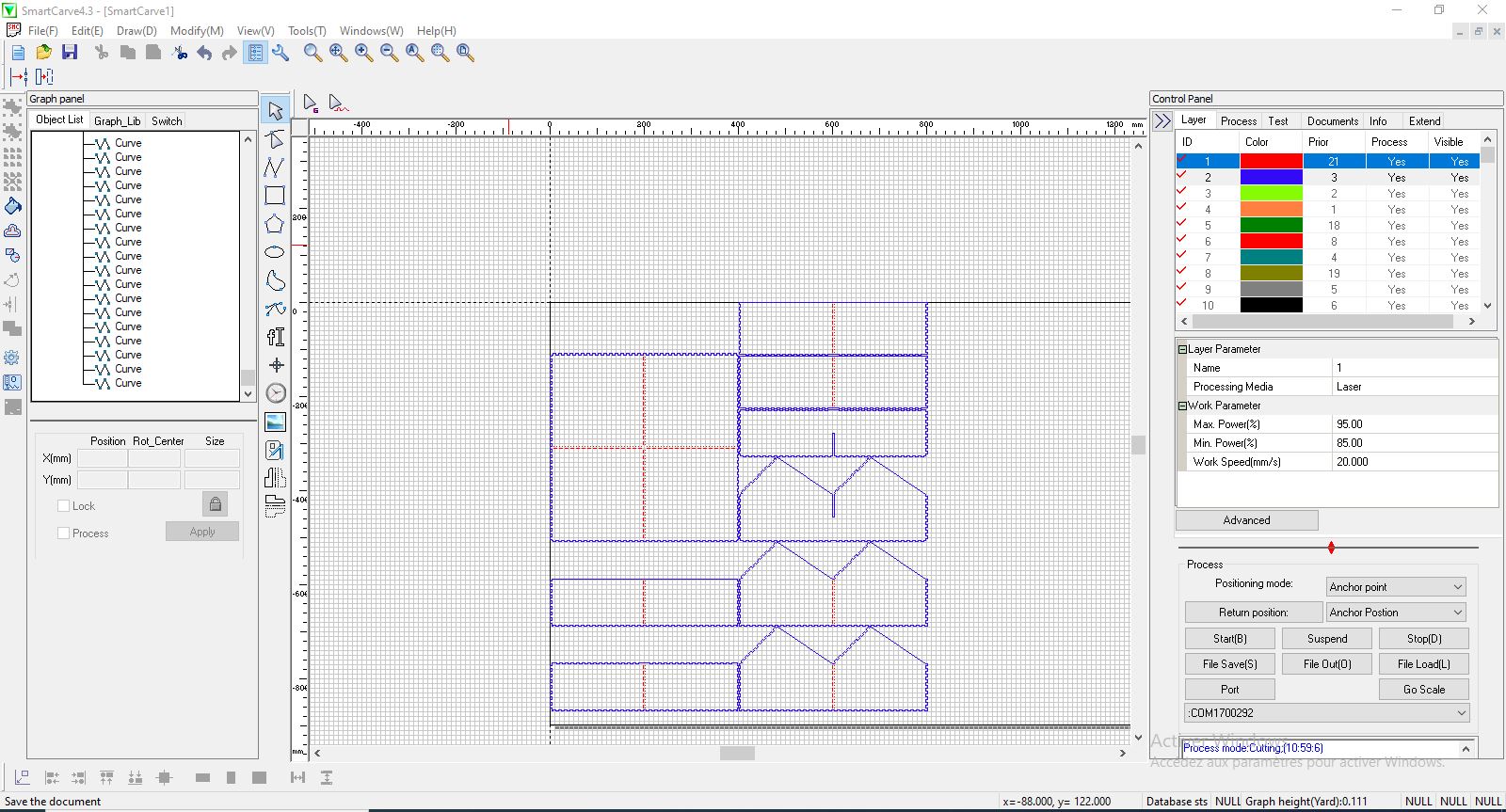
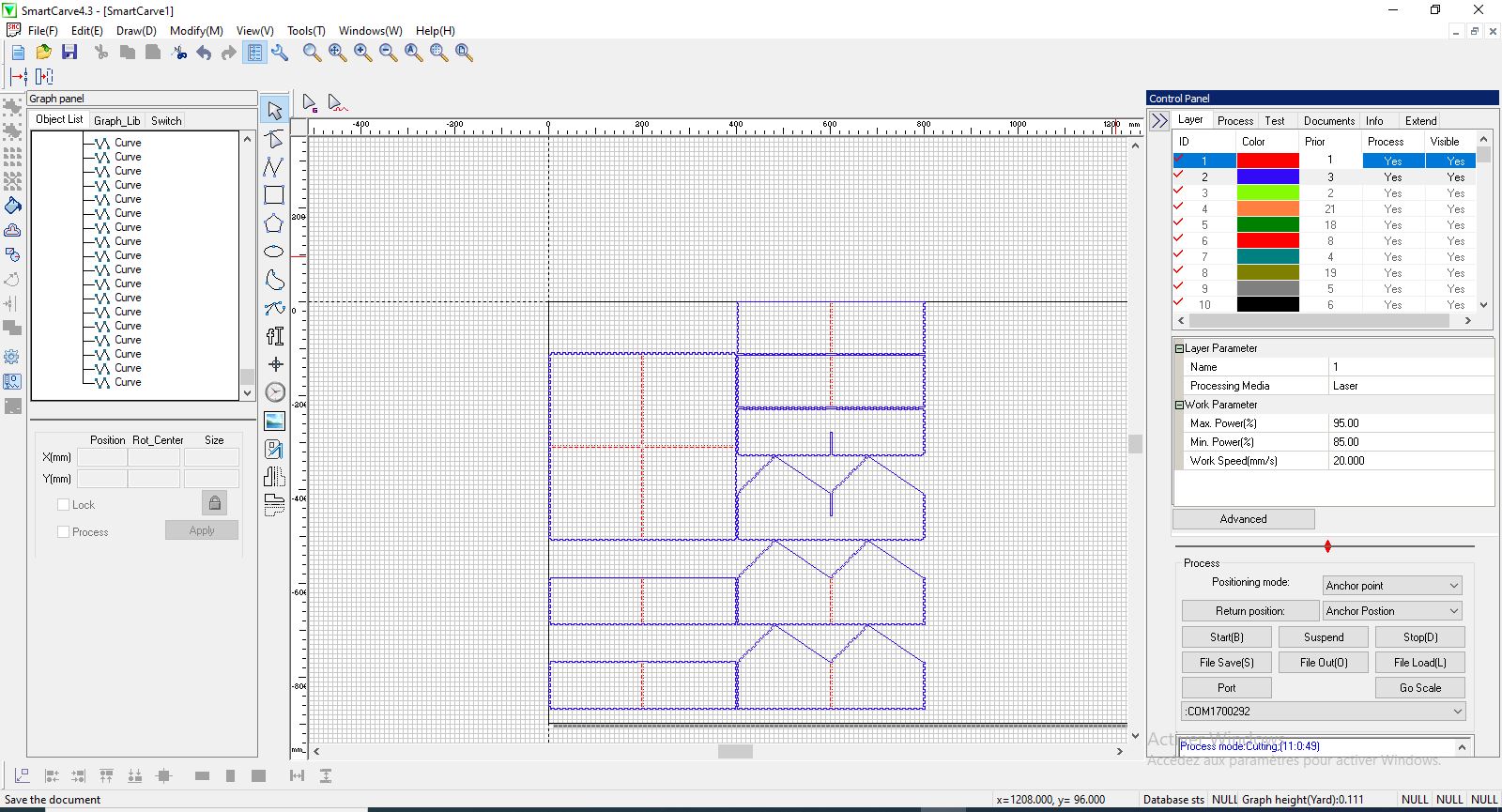
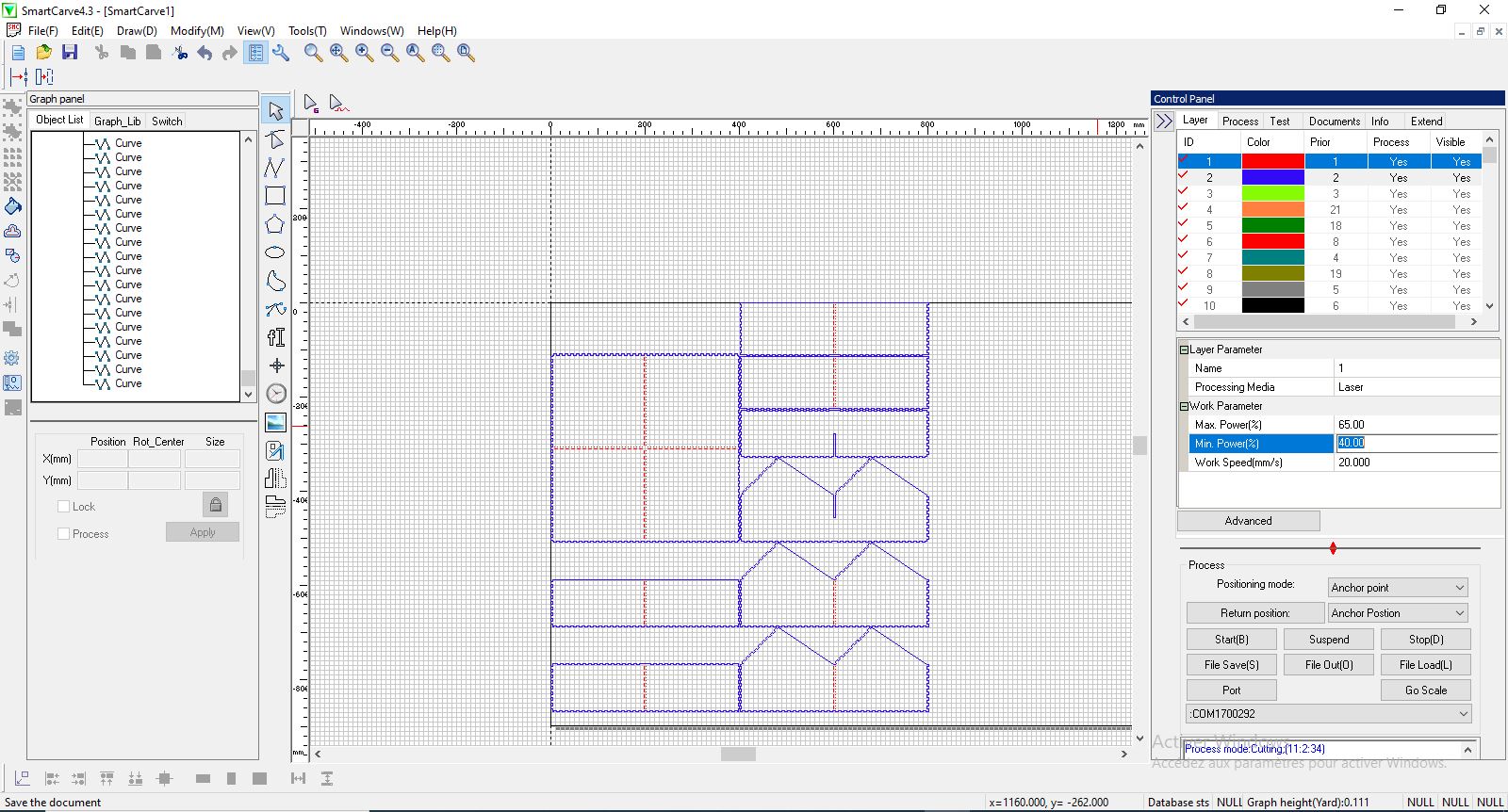
Pour pouvoir indiquer l'ordre de travail, je vais régler le chiffre qui est dans la colone prior de ma couleur. La valeur 1 indique que c'est le premier travail que la découpeuse laser effectue. Pour régler cette valeur, je fais un double clic gauche sur le chiffre (le 21 sur la photo précédente) et je tape le chiffre souhaité (dans mon cas le 1)
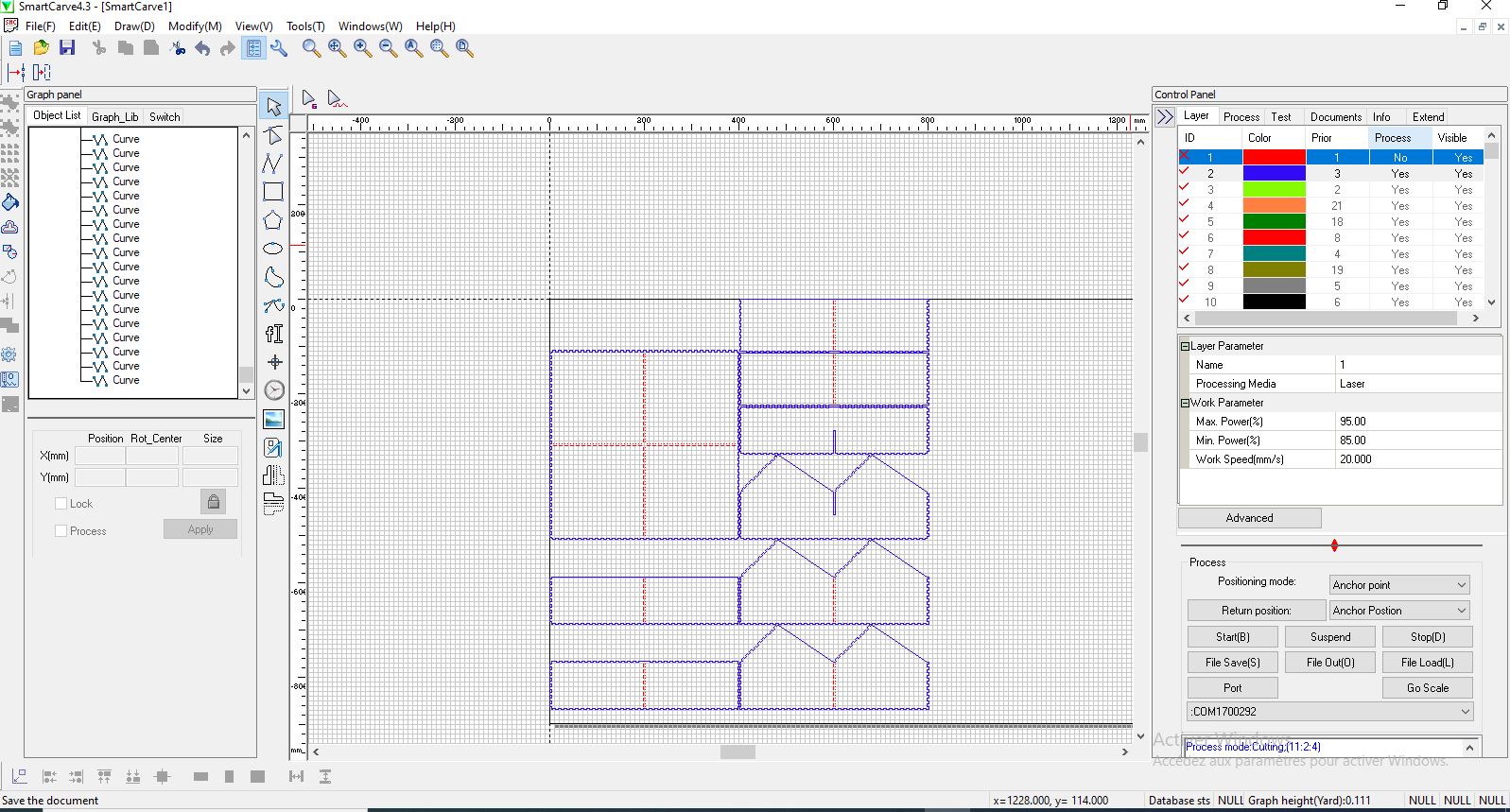
Je dois également vérifier que ma couleur soit bien activée. Si la valeur No est indiqué dans la colonne Process aucune découpe en rouge ne sera effectuée (une autre façon de vérifier, la couleur rouge ne sera pas visible sur l'écran de la machine lorsque vous aurez chargé votre travail)
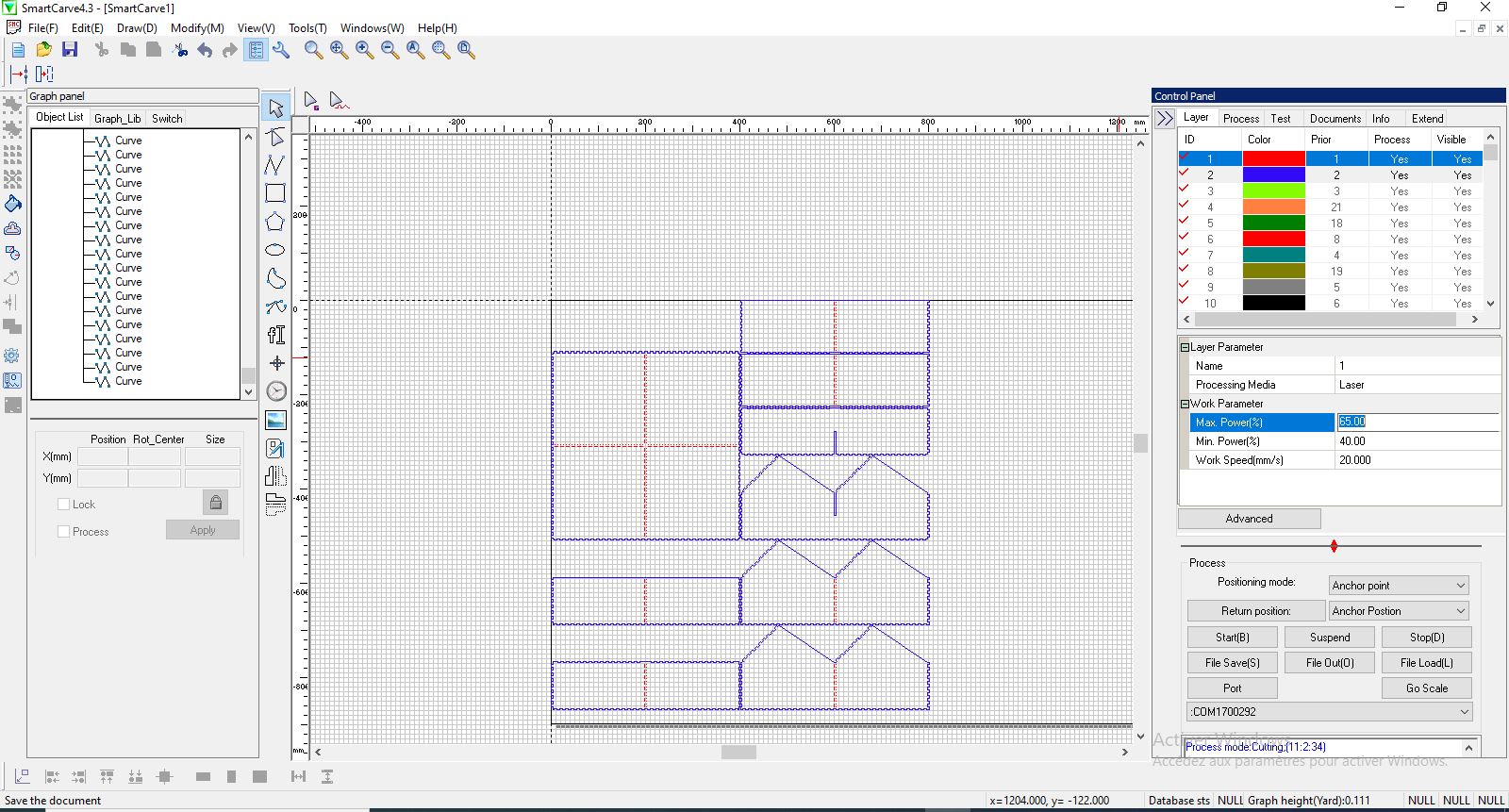
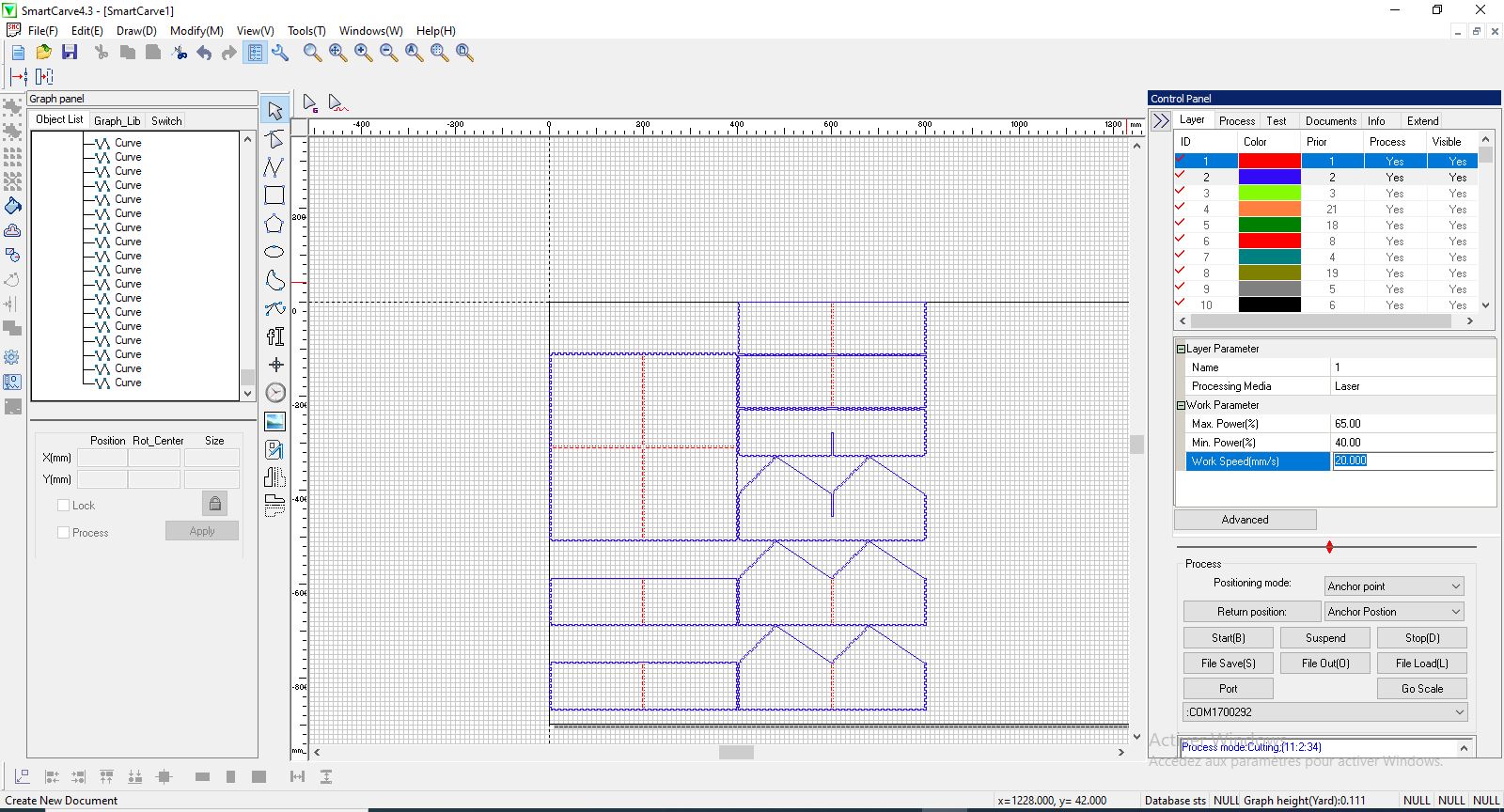
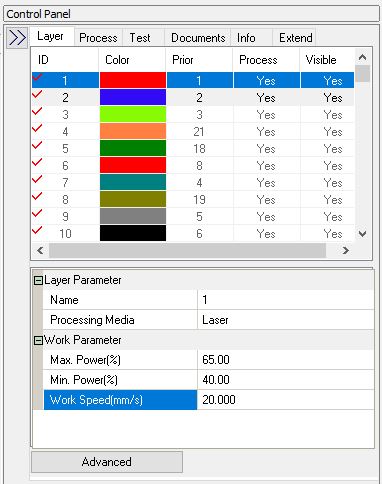
Pour chacune des couleurs dont on a besoin pour effectuer notre travail On va régler les éléments suivants :
Puissance Max
Puissance Min
Vitesse de déplacement
On va jouer sur le réglage de ces paramètres en fonction du matériau choisi et de son épaisseur :
Plus j'augmente la puissance plus je peux découper un matériau épais
Plus je vais lentement plus je pourrais découper plus profondément (cela est vrai jusqu'à une certaine limite)
On évitera également d'utiliser une puissance max supérieur à 70%, car au dela de cette valeur on diminue grandement la durée de vie du laser.
On va régler ces valeurs en fonction de la matière et du travail à effectuer (marquage-gravure-découpe). Vous trouverez des valeurs de référence par matériau un peu plus bas dans la page.
Il faut faire ses réglages pour toutes les couleurs dont vous avez besoin !
Etape 4 : Le chargement du fichier préparé à la découpeuse laser
Vous avez fini de préparé les réglages de vos travaux. N'hésitez pas à vérifier que toutes les données sont bonnes (couleurs actives, ordre de priorité, reglage de puissance et de vitesse...)
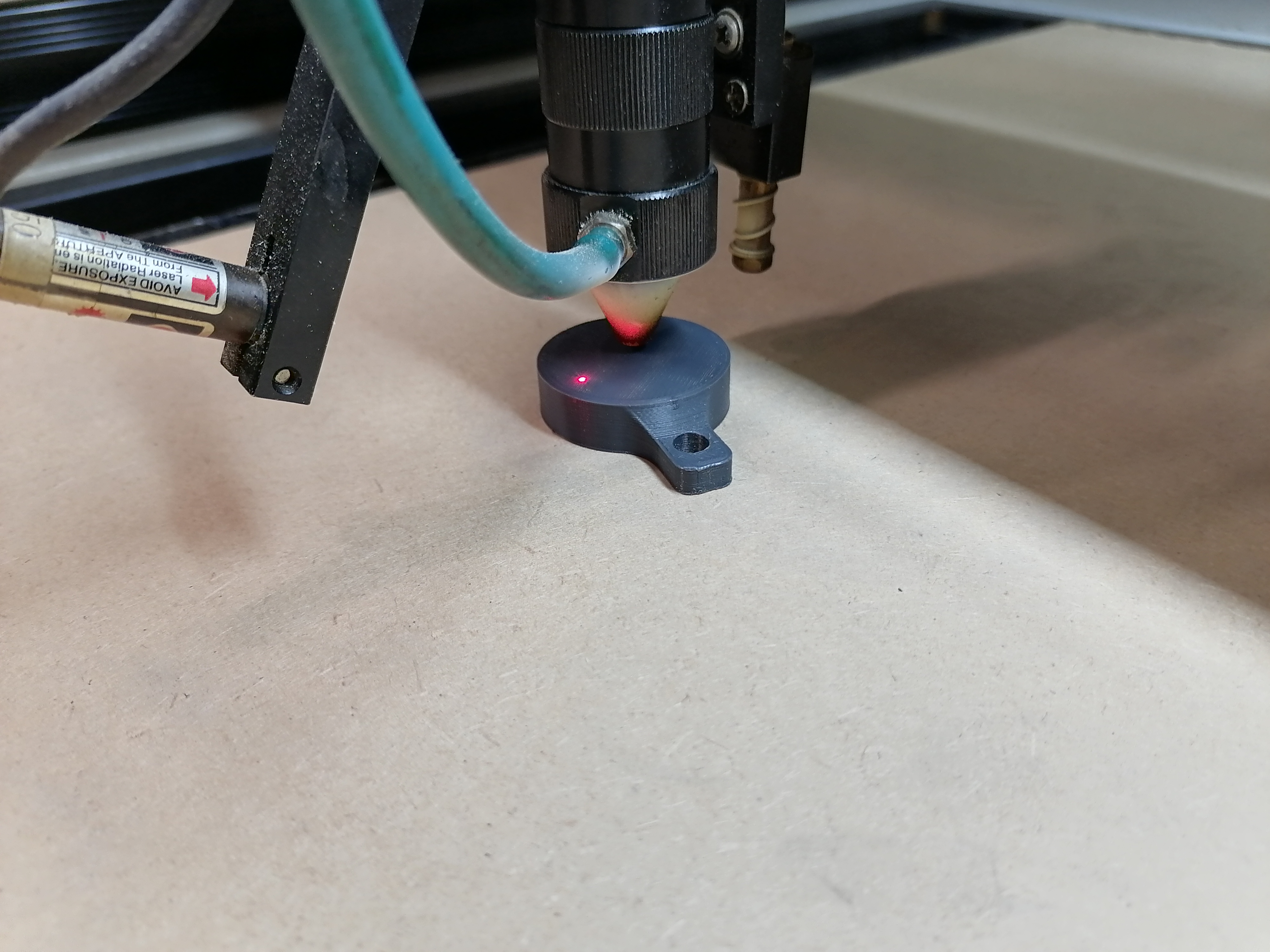
Avant de commencer la découpe de votre matériel, il est important de commencer par régler la hauteur de votre axe en Z pour que la focal du laser soit optimale. Pour ce faire, placer le gabarit.
ATTENTION si la hauteur du laser est trop basse par rapport au matériau que vous voulez découper, commencer par relever le laser
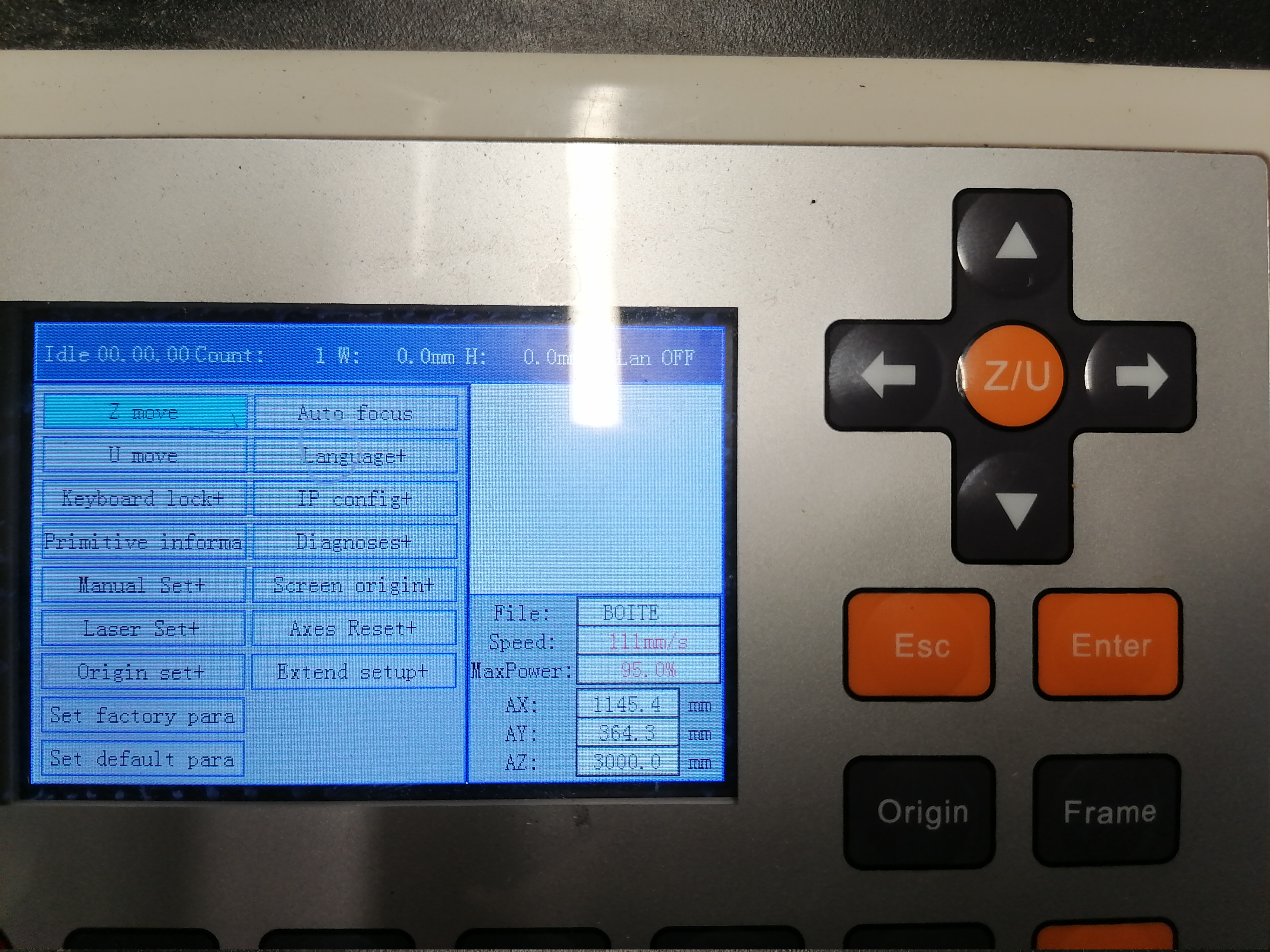
Et enfin régler la hauteur Z en remontant le laser (en appuyant sur la flèche de droite) ou en le descendant (en appuyant sur la fleche de gauche) jusqu'à ce que la pointe du laser soit à la hauteur du gabarit
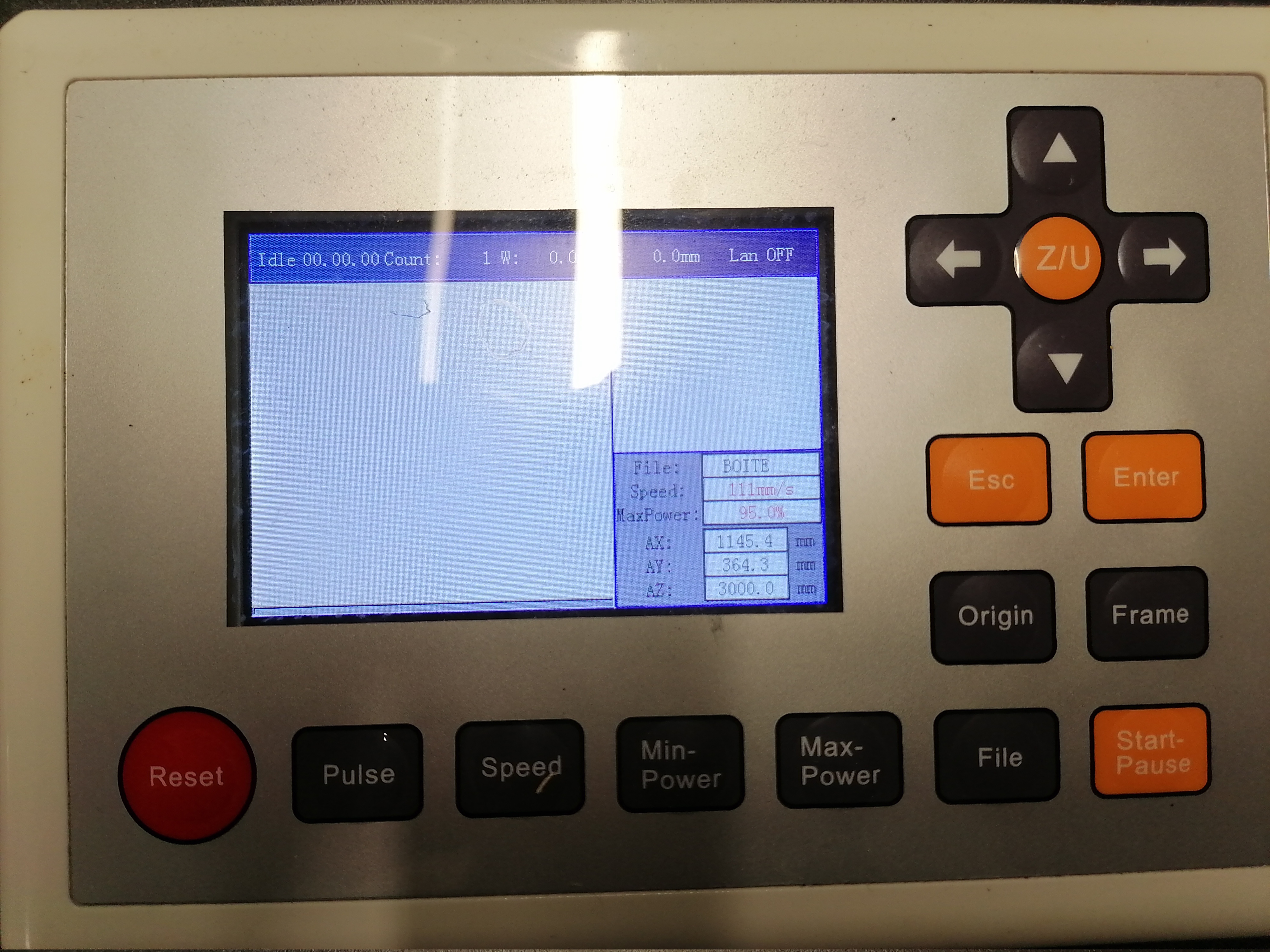
Etape 2 : Régler l'origine de son travail
Pour régler une nouvelle origine, il faut tout d'abord appuyer sur le bouton ESC
Bouton ESC
Une fois que vous avez fait cette étape, déplacer votre laser avec les fleches gauche et droite pour le déplacer en X (a gauche et a droite de la zone de travail) et avec haut et bas pour le déplacer en Y (le devant et le fond de la zone de travail)
Fleche pour deplacer en X et Y
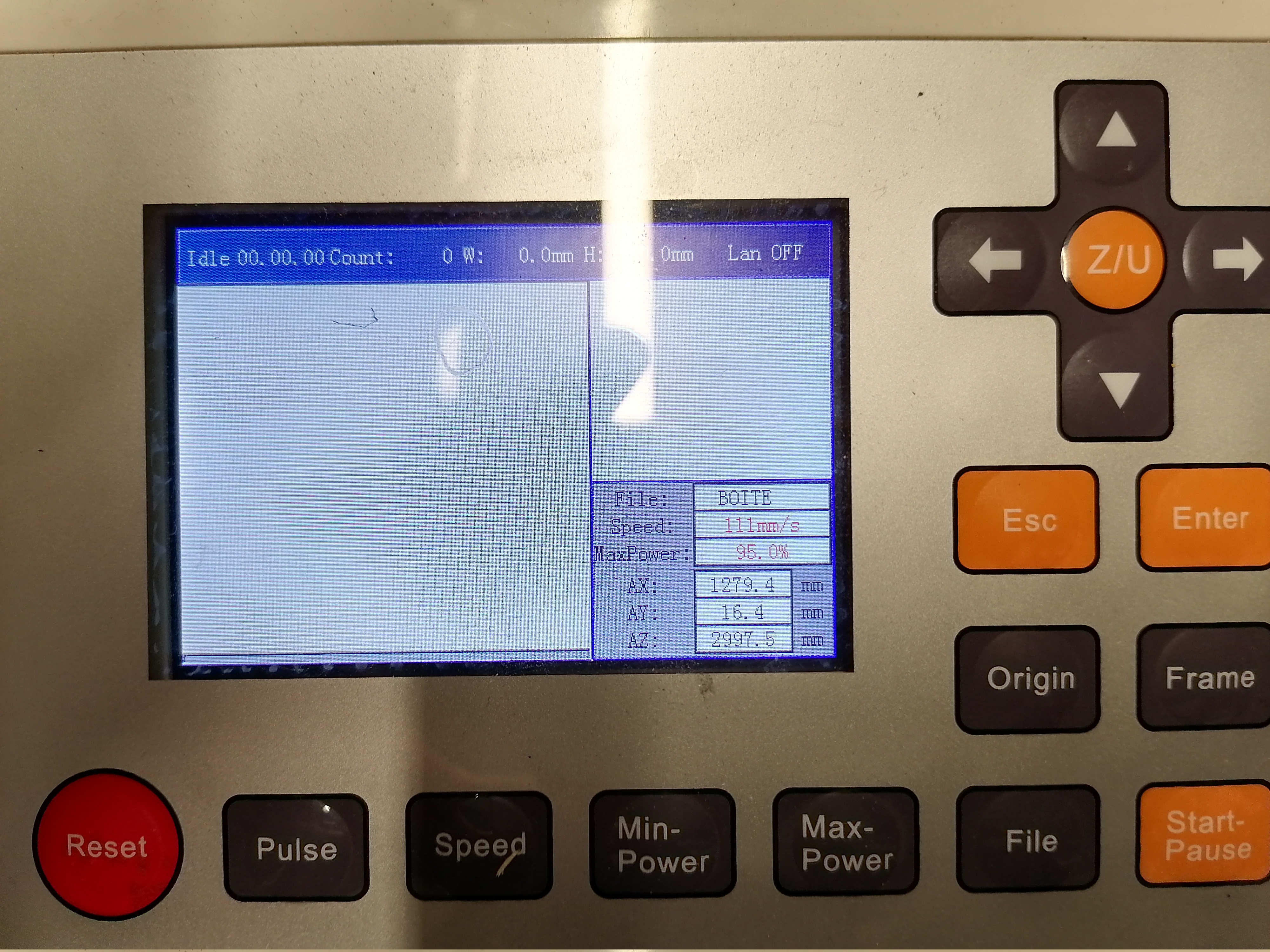
Enfin, une fois que votre laser est bien placé, il faut valider cette position en appuyant sur le bouton noir ORIGIN. Attention si vous vous déplacer dans le menu de la machine, la machine commencera son travail sur la dernière origine sauvegardée
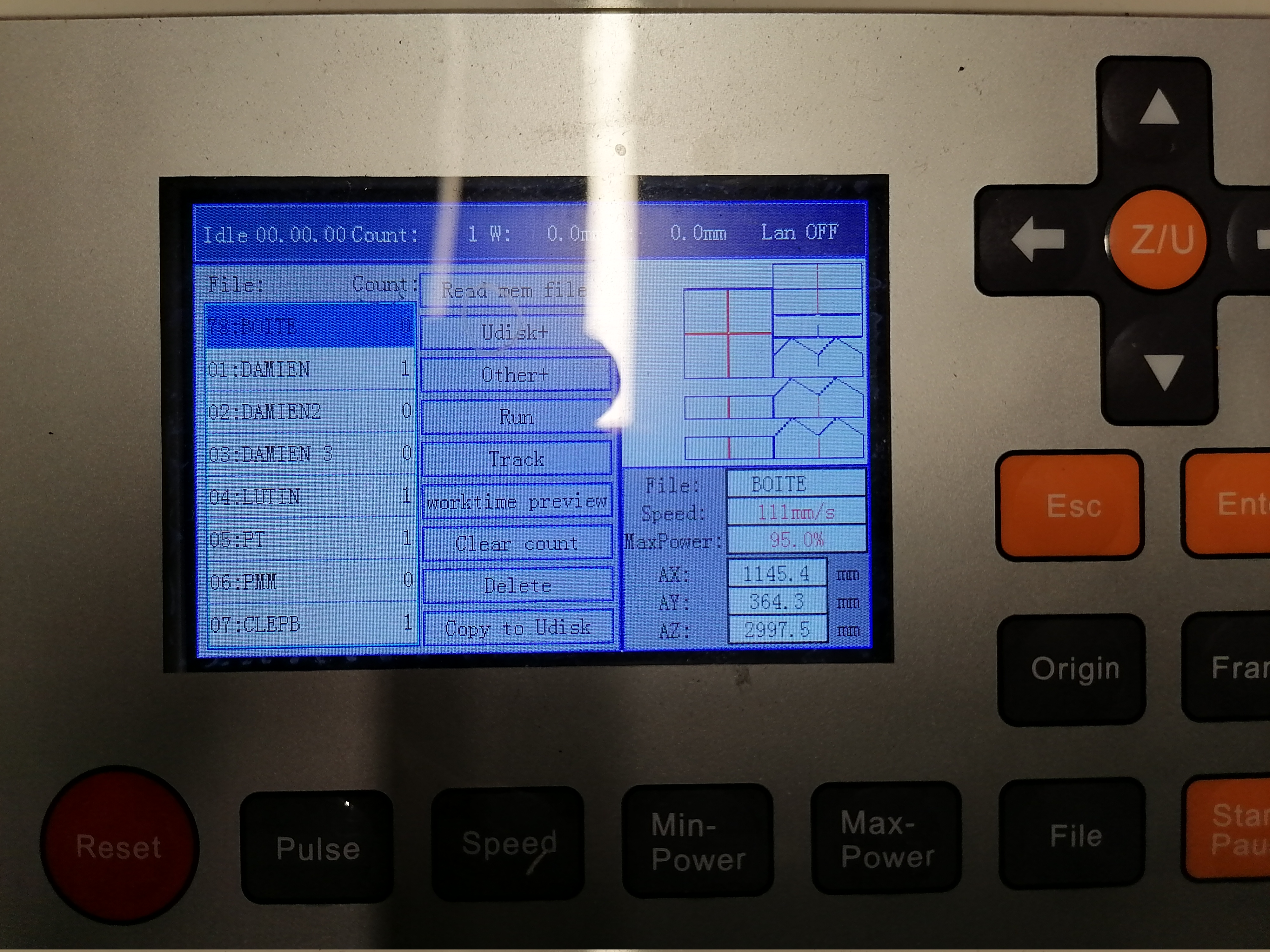
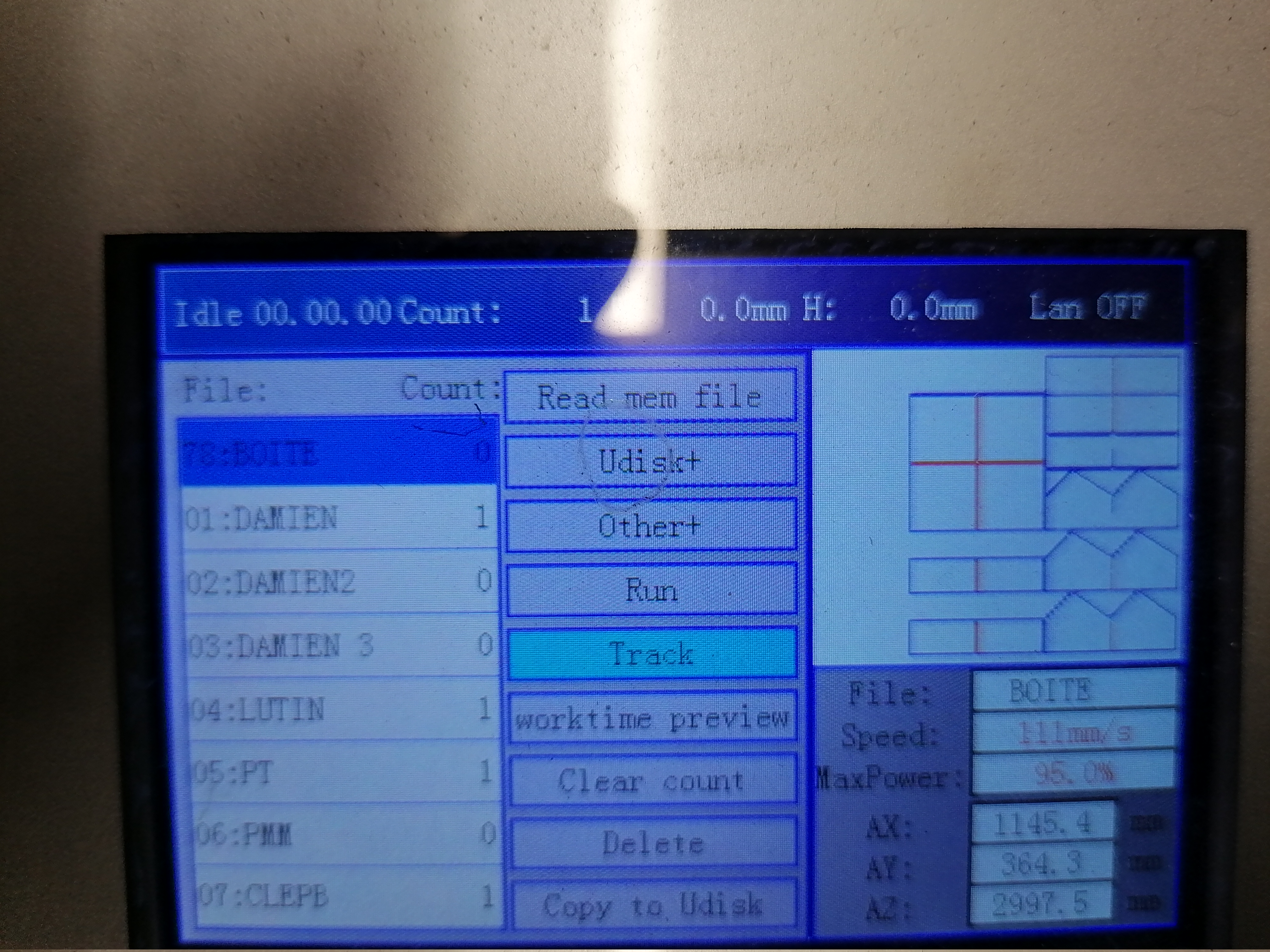
Une fois sur votre fichier (dans l'exemple le n°78 boitier) il apparait en bleu, vous devez ensuite appuyer sur la fleche de droite pour vous déplacer dans le menu permettant de gerer ce fichier (dans l'exemple sur la fonction Track).
Penser à laisser le temps a votre fichier de se charger completement sur l'écran de la machine afin de verifier qu'il y ait bien tous les traits de grvaure, marquage et de découpe ... c'est un autre moyen de verifier qu'on n'a pas oublier d'activer une couleur !
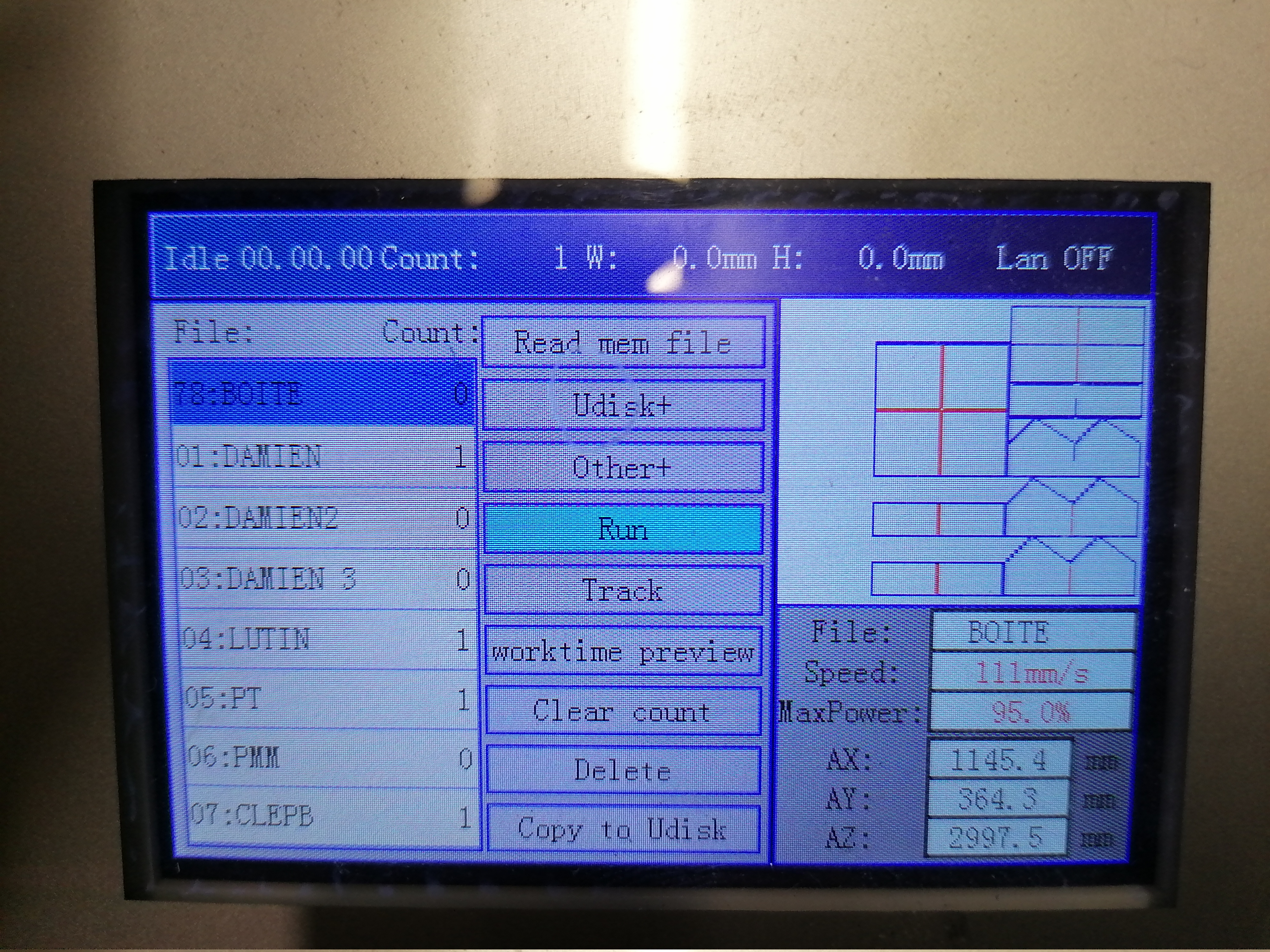
Entrer dans le menu du fichier sélectionné
Avant de lancer son travail il est intéressant d'utiliser la fonction Track. Cette fonction permet de visualiser le contour maximum de la zone de travail du laser. Cela permet de verifier qu'on a un materiau suffisament grand, que notre travail ne sort pas du cadre de la machine... Pour cela il suffit de se deplacer avec les fleches haut et bas jusqu'a TRACK et de valider en appuyant sur Entrée. (même photo qu'au-dessus)
Si un message apparait c'est qu'il y a un problème (le laser sort de la zone de travail...)
Sinon le la laser effectuera un tracé rectangulaire avec les valeurs max en X et en Y de votre travail
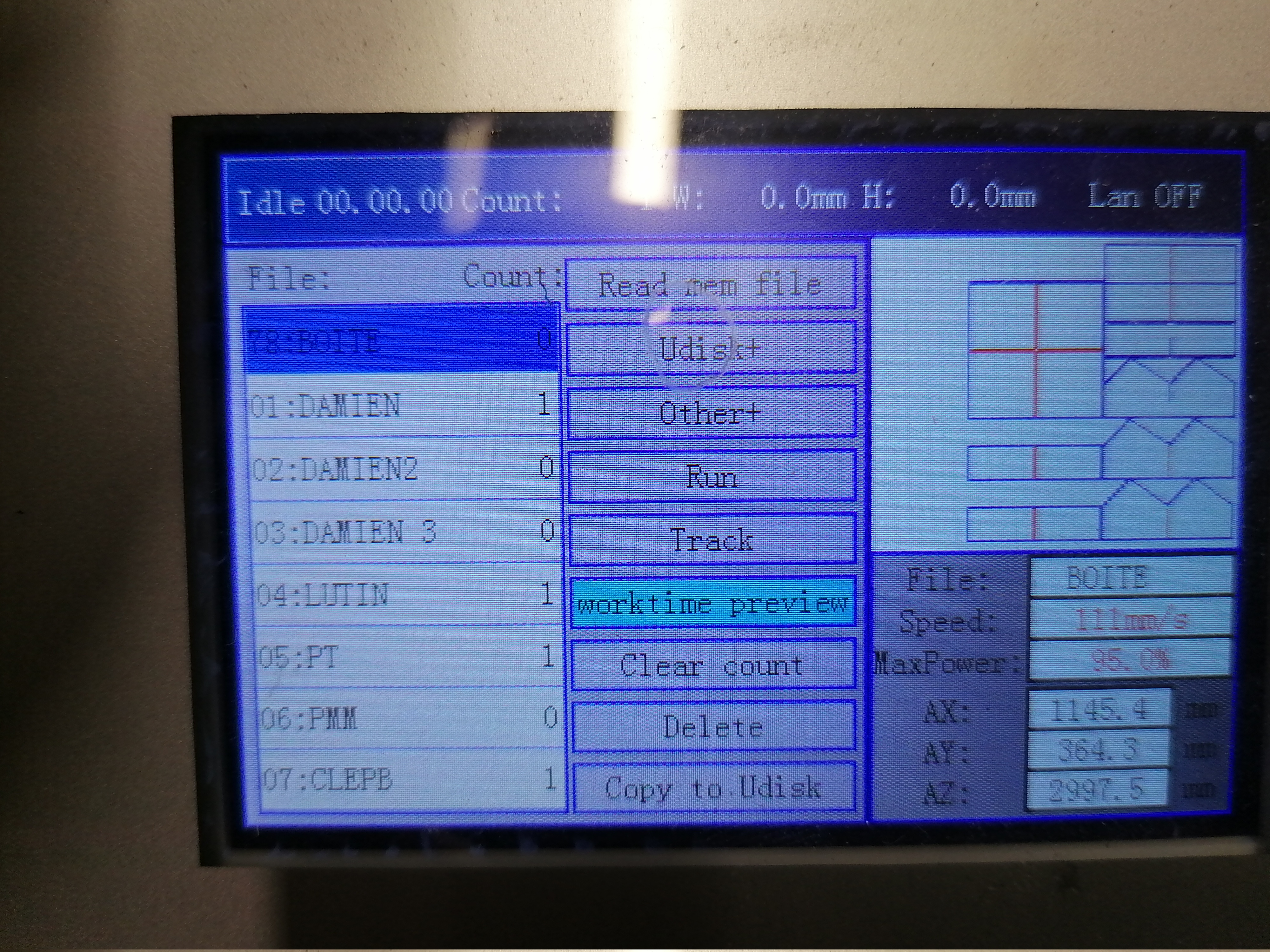
Etape 5 : Estimer le temps de travail
Si vous souhaitez estimer votre temps de travail, il faut vous rendre sur Worktime Preview dans le menu et appuyer sur Entrée
Réglages du logiciel Smart Carve en fonction du matériel utilisé (à compléter!)
Ce tableau sera construit et enrichi une fois que le nouveau laser sera disponible car cela va faire varier les réglages qu'on utilisait auparavant (chaque laser est différent, il est vendu avec une plage de puissance garanti a 130 Watt et comprise entre 130 et 150 Watt)
Il est recommandé de trouver un réglage utilisant une puissance max ne dépassant pas les 65%. En effet cela permet d'augmenter la durée de vie du laser pour une efficacité très relative au dela de cette puissance... Bien entendu il y a certaines épaisseurs qui ne le permettront pas (au dela de 1cm d'epaisseur en fonction de la dureté du matériel utilisé)
Réglage des paramètres de découpe laser (puissances et vitesse)
Contrôler la fraiseuse X-Carve avec Ultimate Gcode Sender et FreeCAD
Contrôler la fraiseuse X-Carve avec Ultimate Gcode Sender et FreeCAD
Pour pouvoir utiliser la fraiseuse avec plus de souplesse que celle permise par le logiciel Easel dans sa version freemium. On a décidé de trouver une alternative libre et open source pour pouvoir apprendre à réaliser les plans d'une pièce sous FreeCAD et d'envoyer le Gcode à la machine via Ultimate GCode Sender. Cette page doit permettre de pouvoir prendre en main l'usage de ses outils à travers un cas concret. Vous y retrouver les différentes étapes du processus:
1 => Convertir le fichier SVG que je souhaite usiné en Gcode avec FreeCAD
2 => Importer le Gcode dans UGS pour usiner la pièce sur la fraiseuse
Préparer son fichier SVG dans FreeCAD pour usiner une pièce sur la fraiseuse XCarve
Le fichier SVG ne permet pas d'etre manipulé tel quel dans FreeCAD, pour remédier à cela on va devoir créer le sketch (= une esquisse).
Dans FreeCAD, l'esquisse est un schéma qui décrit une forme à appliquer à une fonction afin de produire une forme. Soit une forme "positive" ou "additive": un bossage (pad) par exemple, ou une forme "négative" ou "soustractive": un creux (ou poche - pocket) par exemple.
Convertir le fichier SVG en sketch FreeCAD
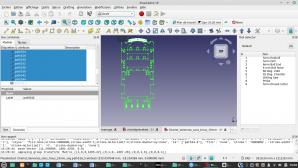
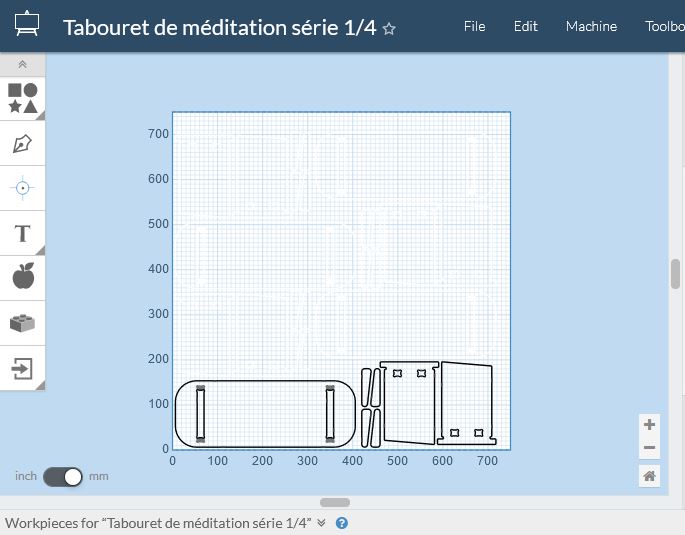
Je commence mon projet avec le fichier SVG ci-dessous qui comprend des zones à découper et d'autres zones à usiner partiellement en profondeur
Dans les étapes ci-dessous on va voir les différentes étapes à réaliser pour convertir notre fichier SVG en esquisse :
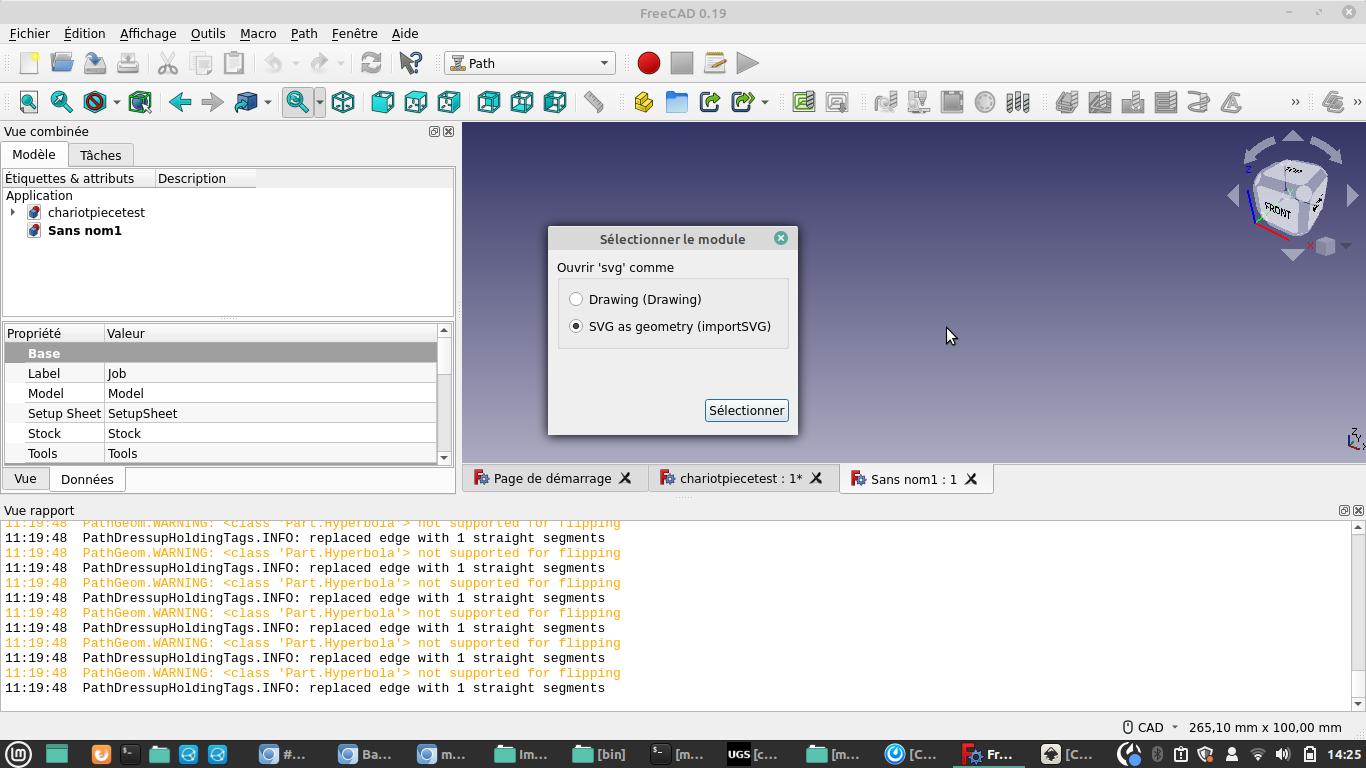
Lorsqu'on ouvre son fichier SVG une fenêtre apparait il faut sélectionner SVG as geometry (import SVG) Ouverture d'un fichier SVG
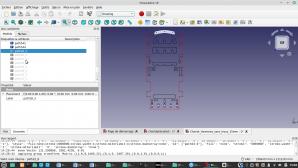
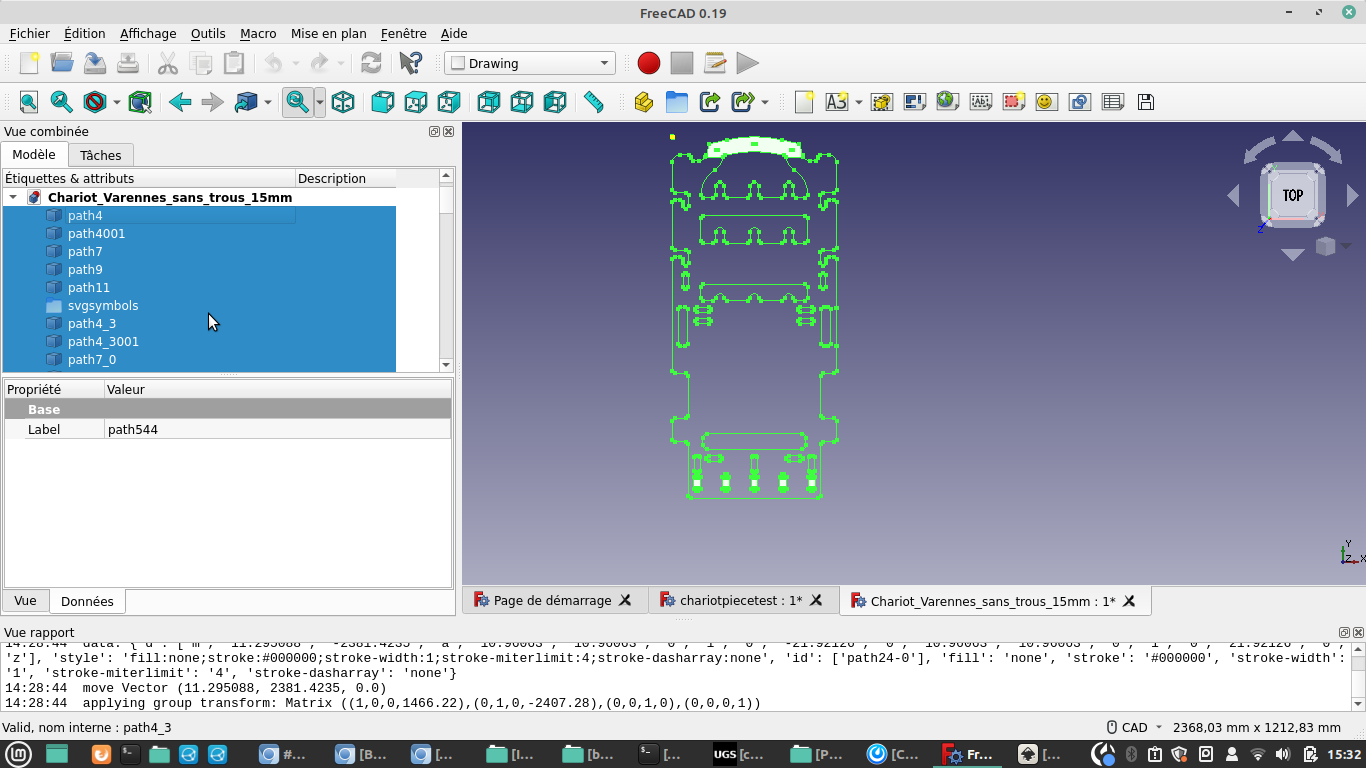
Ensuite il faut se positionner dans l'espace de travail "Draft" comme sur l'écran ci-dessous
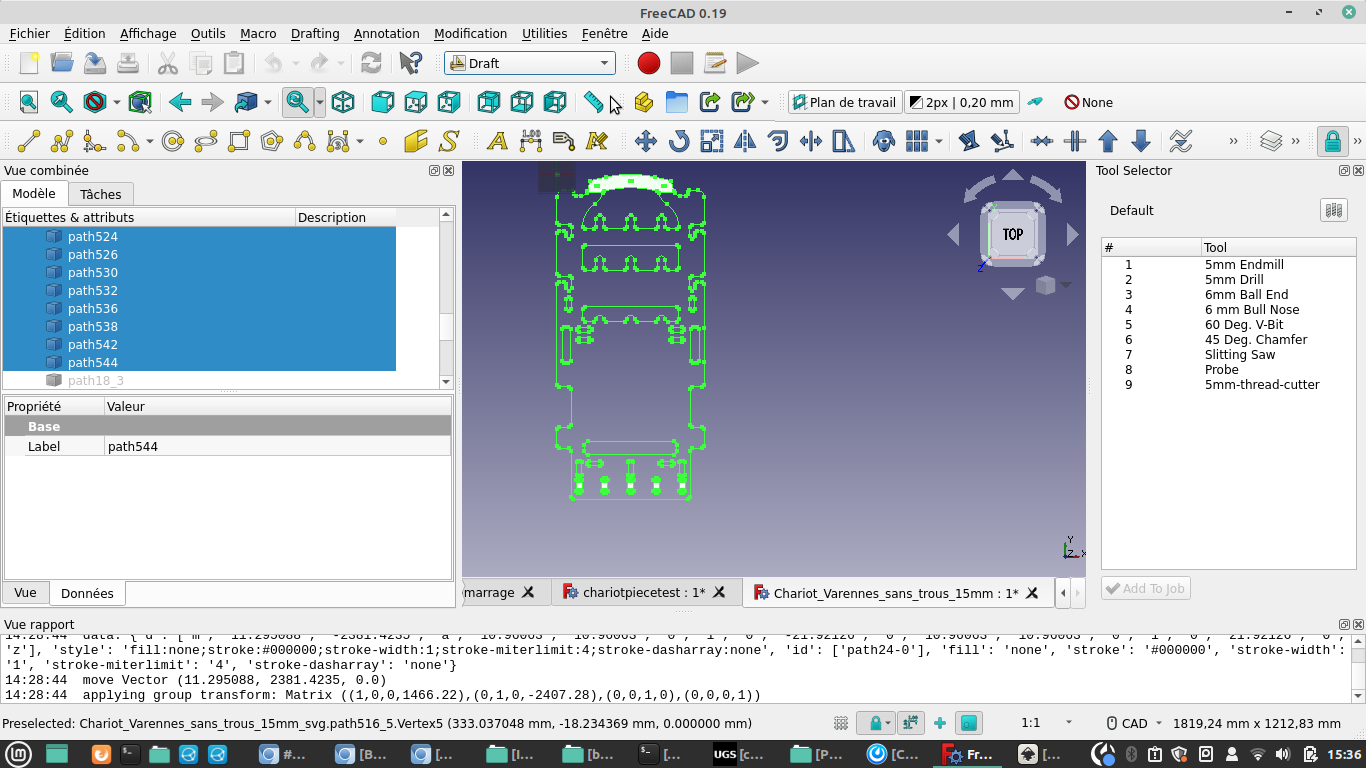
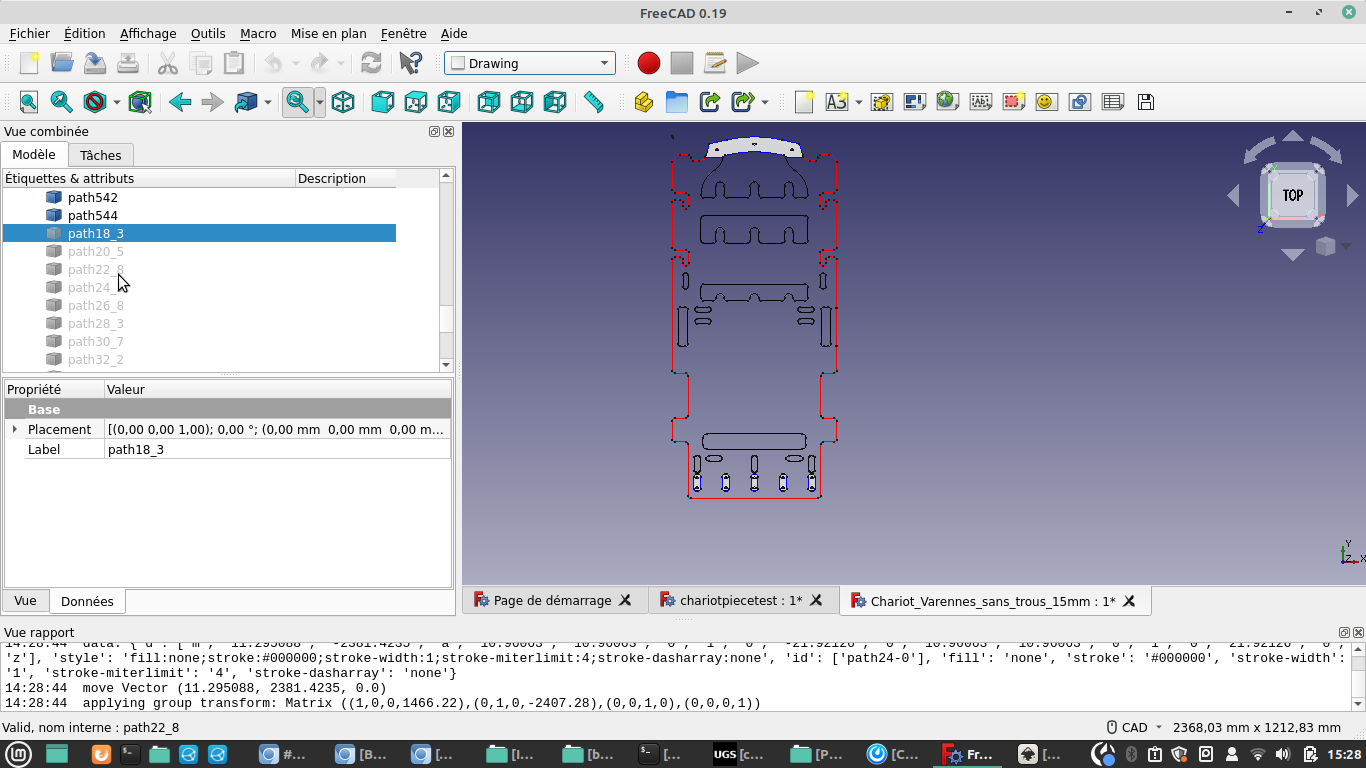
Dans la prochaine étape on va convertir tous nos chemins (=path) en esquisse (=sketch). Je vais en profiter pour faire disparaitre les chemins que je ne souhaite pas decouper cette fois ci (la poignée et les pieds qui sont en bas a droites de mon fichier SVG). Je vais donc cliquer sur un chemin et ensuite je clique sur la barre d'espace. Le chemin disparait de l'écran et le path associé est grisée dans le menu de gauche
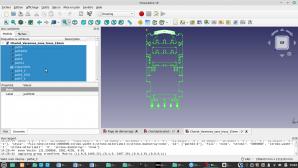
Ensuite, on va sélectionner tous les path (écit en noir qui correspondent à mes path que je souhaite sélectionner) de notre fichier. Astuce, je clique sur le premier path et j'enfonce la touche shift que je maintien appuyé en cliquant sur mon dernier path, cela me sélectionne l'ensemble des path souhaités.
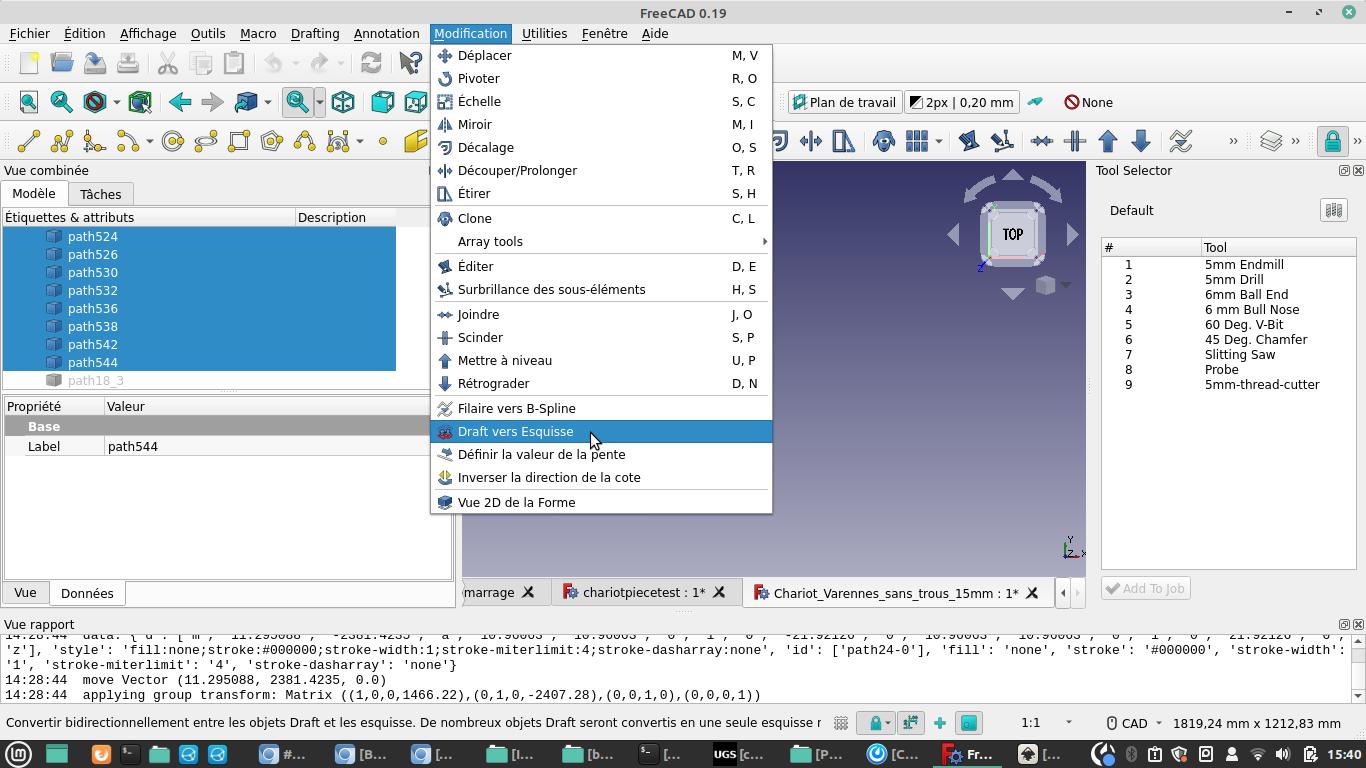
Enfin je vais créer les sketchs correspondants aux chemins que je précédemment sélectionnés en effectuant via le menu Modification => Draft vers Esquisse
Dans mon menu de gauche, en dessous de mes path, je trouverais maintenant des esquisses correspondant à l'ensemble de ma forme.
Fusionner mes sketchs dans FreeCAD
Pour cette partie on va travailler dans l'espace de travail appelé Sketcher
Comme je possède 3 formes qui sont englobé les unes dans les autres (en gros un rond qui est dans un rectangle qui est dans un autre rectangle) je vais devoir fusionner 2 groupes de sketch (on verra un peu plus tard comment on fusionnera nos 2 travaux d'usinage).
Dans mon cas, il s'agit des 3 ronds qui sont sur le haut pour fixer la poignée et des 4 ronds en bas qui sont dans un rectangle.
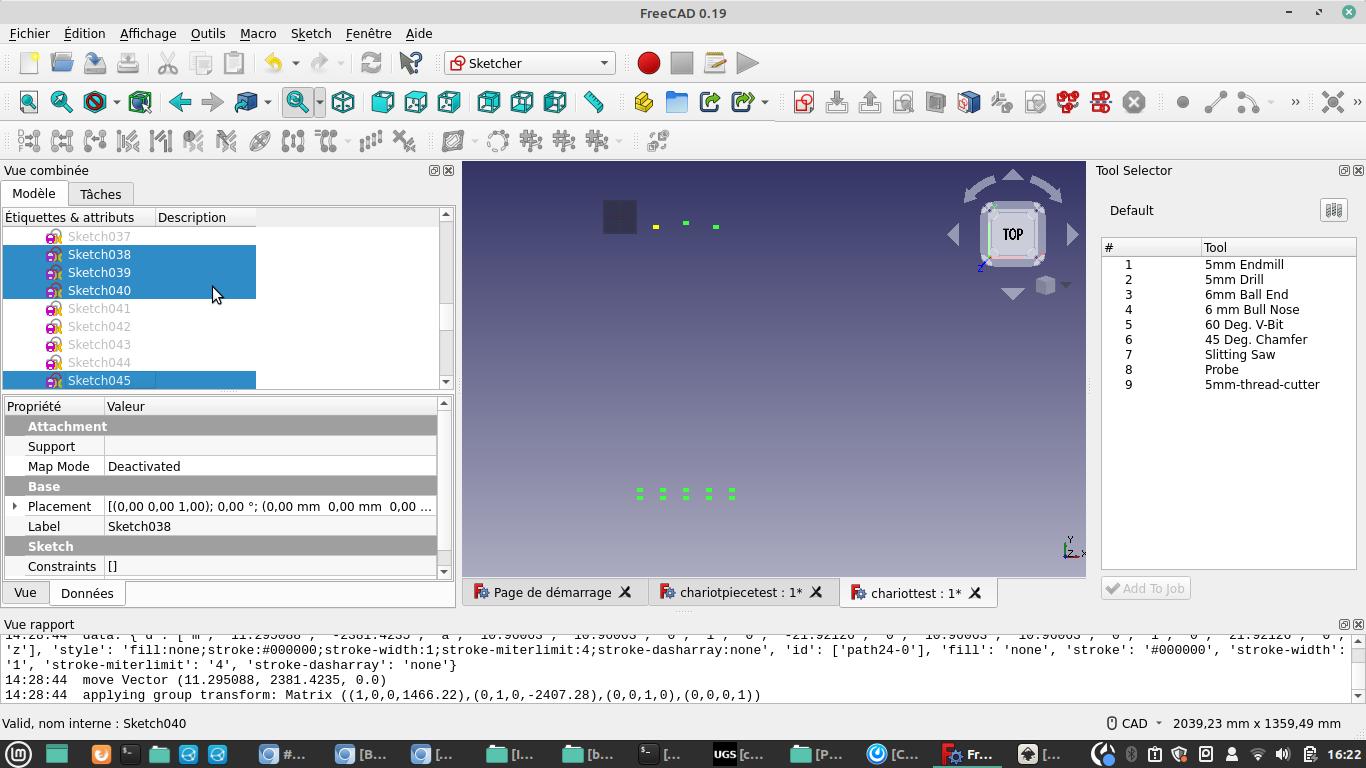
Pour repérer les ésquisses des éléments que je souhaite conserver dans le sketch des ronds je vais cliquer sur ma forme (elle devient jaune) et cela m'indiquera dans le menu à gauche le numero du sketch.
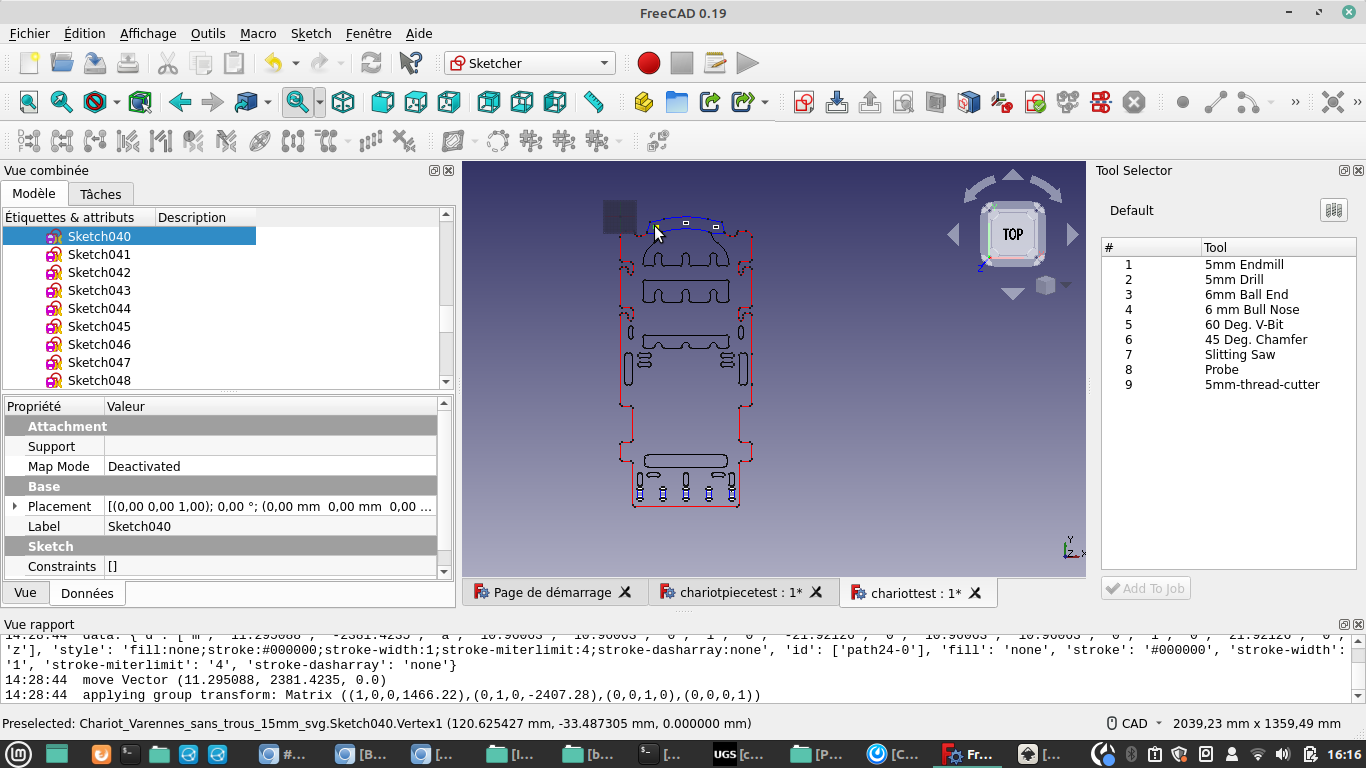
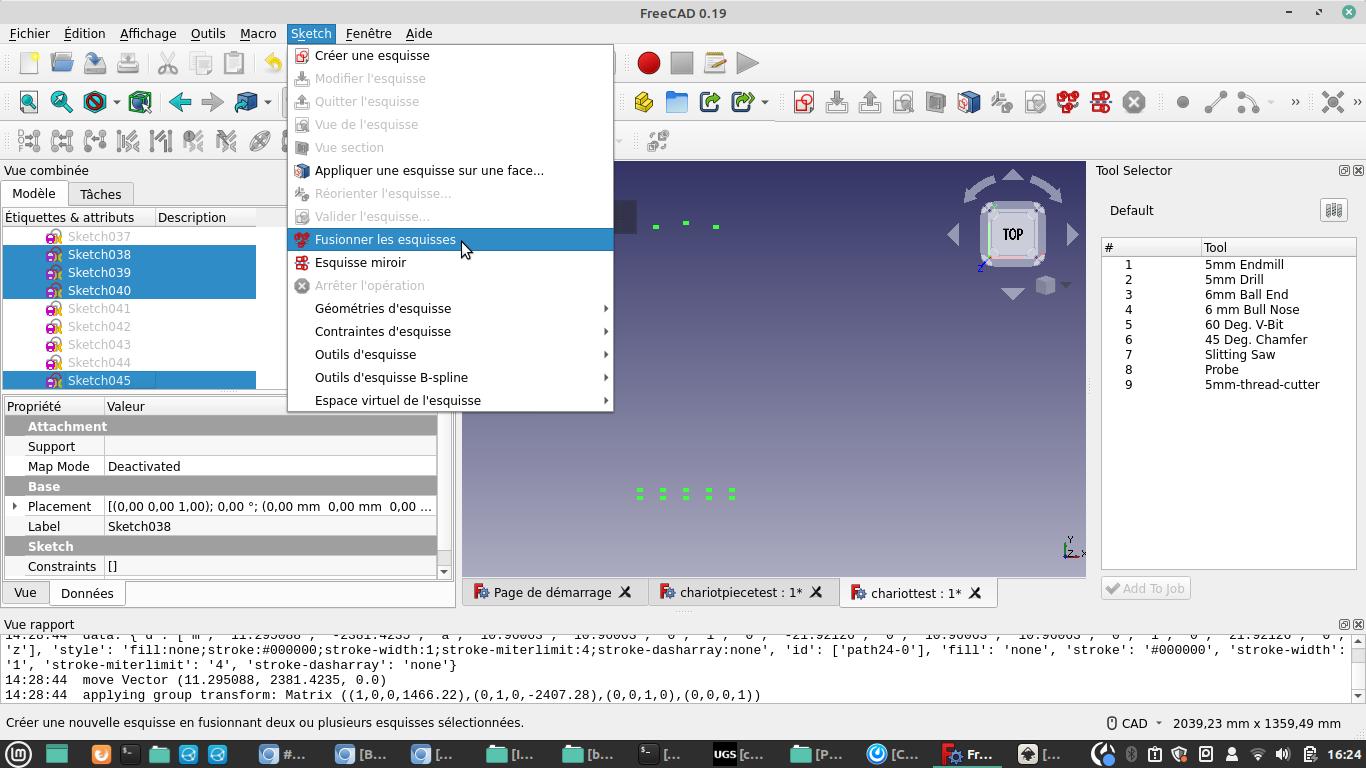
Je sélectionne ensuite tous les sketchs que je souhaitent fusionner ensemble. Ici les sketchs 38 à 40 et 45 à 54 en cliquant dessus et en maintenant enfoncé la touche Ctrl dans le menu de gauche
Je vais pouvoir les fusionner ensemble dans un seul sketch en effectuant via le menu Sketch => Fusionner les esquisses
Cela me créé un nouveau sketch (dans mon cas le sketch108) que je vais renommer en faisant un clic droit et en l'appelant sketch_rond
Je vais appliquer la meme procédure pour tous les autres sketchs et je l'appelerais sketch_principal
Extruder nos chemins pour former une pièce en volume dans FreeCAD
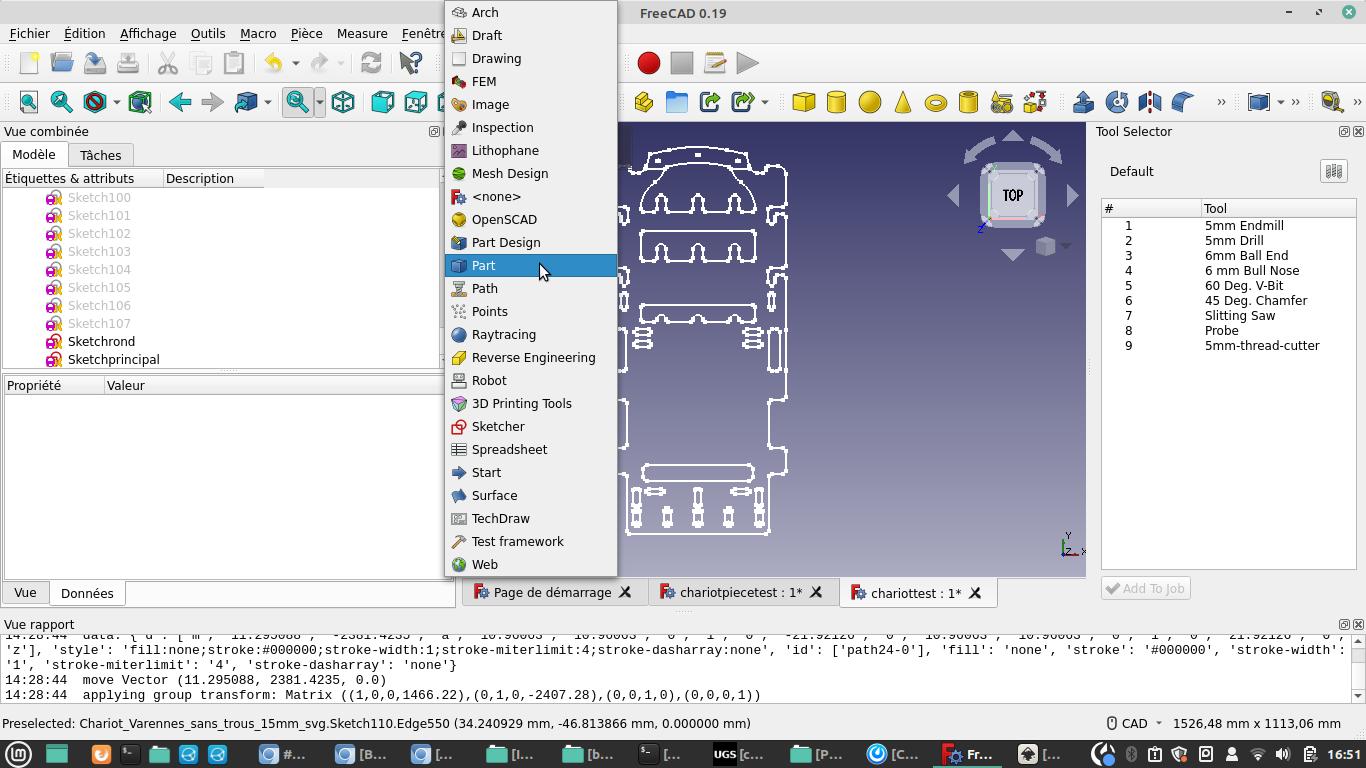
Pour cette partie on va travailler dans l'espace de travail "Part"
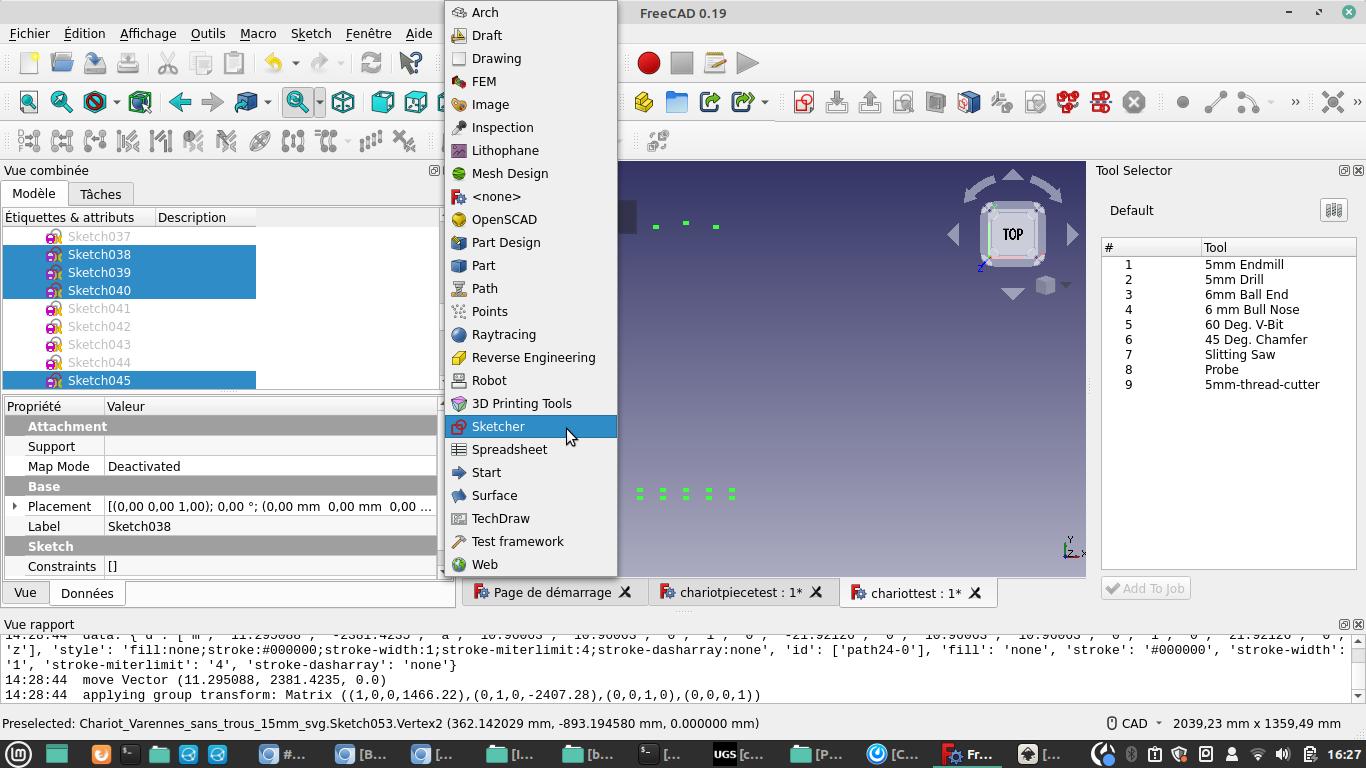
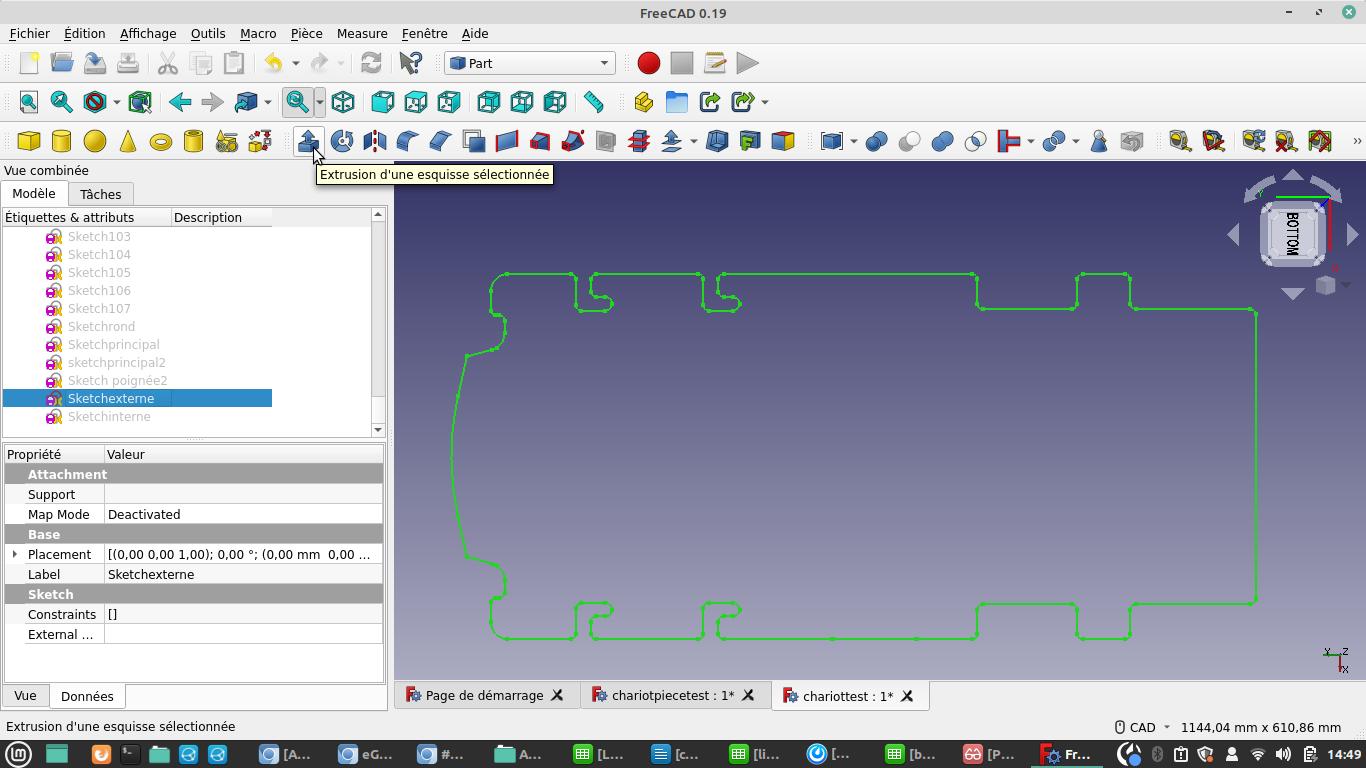
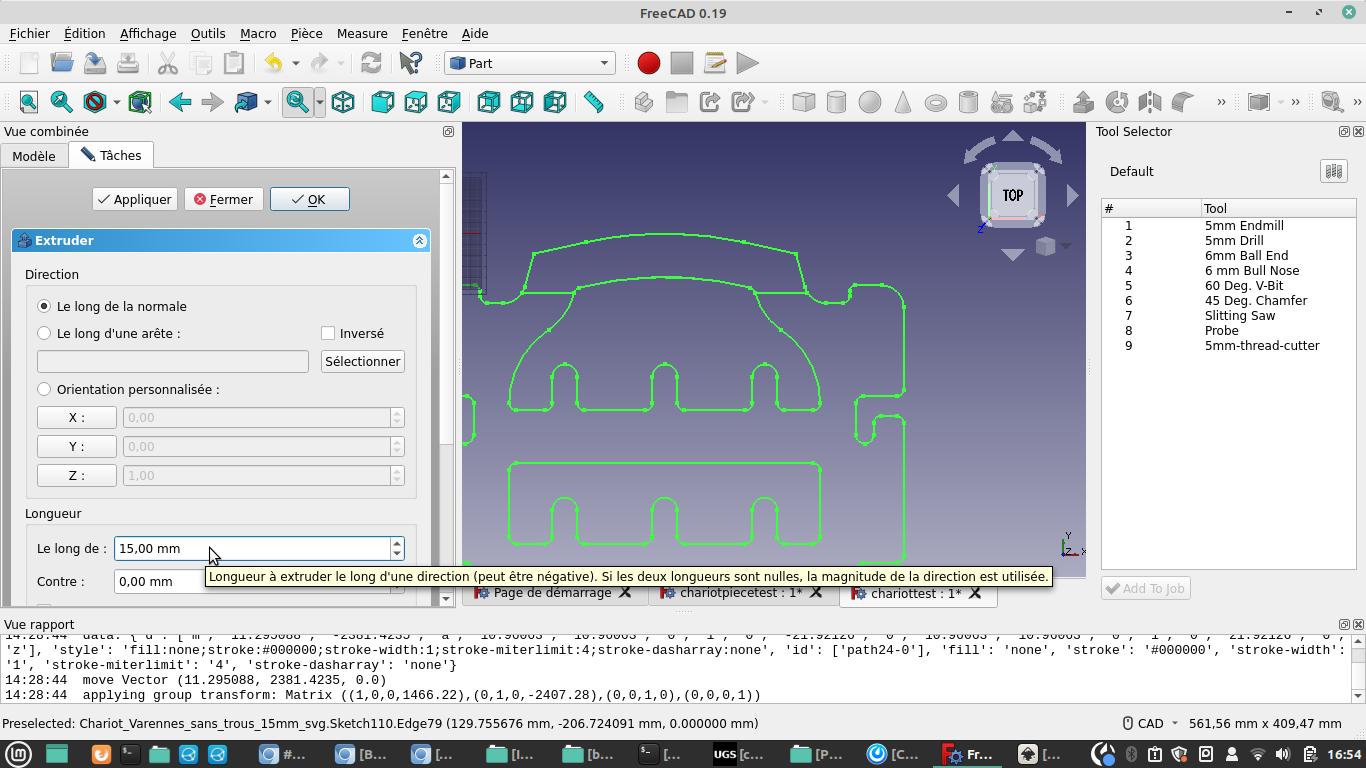
La première étape va consister à extruder la forme extérieure de ma pièce. Pour effectuer cette étape, je vais sélectionner le sketch dans lequel j'ai fusionné tous les sketchs des formes externes (ici "sketchexterne") et j'appuye sur le bouton extrude (indiqué par ma souris sur l'image)
Et je règle l'épaisseur de ma pièce, dans mon cas 15mm
Importer le Gcode dans UGS pour usiner la pièce sur la fraiseuse XCarve
La MDX-50 est une machine de fraisage multi-outils fabriquée par la société Roland.
Spécifications
Volume de travail : 400 (X) × 305 (Y) × 100 (Z) mm Axes : 4 (Il faut changer de plateau pour utiliser le 4ème axe) Diamètre tige outil : 6 mm Nombre d'outils : 6 Matériaux fraisables : ABS, POM, nylon, plastique, cire de modélisation, pâte chimique de bois, bois dur
Utilisation de la machine
La machine
VPanel
Logiciel permettant la gestion de la machine.
ClickMill
Logiciel permettant la réalisation de travaux simples.
Gravure de PCB
Matériel utilisé
- Pointe javelot 0.1 mm 30° (Gravure des pistes)
- Forêt 0.8 mm (Perçage des trous pour les composants)
- Forêt 1.0 mm (Perçage des trous pour les gros composants)
- Fraise "coupe diamant" 2.0 mm (Découpe de la plaque)
FlatCAM
La logiciel FlatCAM est un logiciel libre utilisé pour générer les fichiers G-Code à partir des fichiers Gerber (Tracé des pistes) et Excellion (Position des trous).
Tutoriels
[[https://www.youtube.com/watch?v=--Cb11heuHc Tuto FlatCAM PCB simple-face]] (en anglais)
Tuto FlatCAM PCB double-face (en anglais)
Activer le sous menu Utilities Milling Diameter : 2.00mm
Cliquer sur Mill Drills
Geometry Object
Cut Z : -2.400mm Multi-Depth : 0.400mm Preprocessor : Default_no_M6
Fraisage des pistes
Insolation routing
Tool Dia : 0.2304mm Passes : 3 (ou 4 suivant le rendu) Overlap : Entre 35% et 65% (suivant le rendu, si la valeur est haute il faut peut être augmenter le nombre de passes)
Séparer les trous >0.9mm de ceux <=0.8mm. (On utilisera respectivement les forets de 1.0mm et de 0.8mm)
Drilling Tool
Cut Z : -1.700mm Preprocessor : Default_no_M6
Découpe de la carte
Cutout Tool
Tool Dia : 2.000mm Cut Z : -1.800mm Multi-Depth : 0.4mm Gap size : 2.0mm Gaps : 4
Geometry Object
Cut Z : -1.800mm Multi-Depth : 0.4mm Preprocessor : Default_no_M6
Séquence de travail
PCB simple face
1. Gravure de la face inférieure (Pointe javelot 0.1mm) 2. Perçage des trous de 1.0mm (Forêt 1.0mm) 3. Perçage des trous de 0.8mm (Forêt 0.8mm) 4. Découpe du contour de la carte (Fraise diamant 2.0mm)
PCB double-face
1. Perçage des trous d'alignement (Fraise diamant 2.0mm) 2. Gravure de la face supérieure (Pointe javelot 0.1mm) 3. Retournement de la carte 4. Gravure de la face inférieure (Pointe javelot 0.1mm) 5. Perçage des trous de 1.0mm (Forêt 1.0mm) 6. Perçage des trous de 0.8mm (Forêt 0.8mm) 7. Découpe du contour de la carte (Fraise diamant 2.0mm)
Astuces & autres
Fixation des cartes sur le plateau avec du scotch double-face.
Ne pas oublier les trous d'alignements pour la réalisation de PCB double-face.
* Bien définir la vitesse de rotation au maximum sur la machine avant le premier travail, elle ne le fait pas automatiquement pour le G-Code.
Cette page wiki est destinée à accompagner la création d'un support de smartphone dans le cadre d'une animation au FabLab OpenFactory. Elle peut aussi être utilisée par les adhérents pour créer le leur et le personnaliser en utilisant en autonomie la découpeuse laser.
Vous y trouverez les fichiers nécessaires pour découper votre support, les retravailler dans Inkscape pour les personnaliser et les différents réglages de la découpeuse laser.
Ce tutoriel et les fichiers fournis sont pour du Contreplaqué de 5mm.
Tutoriel
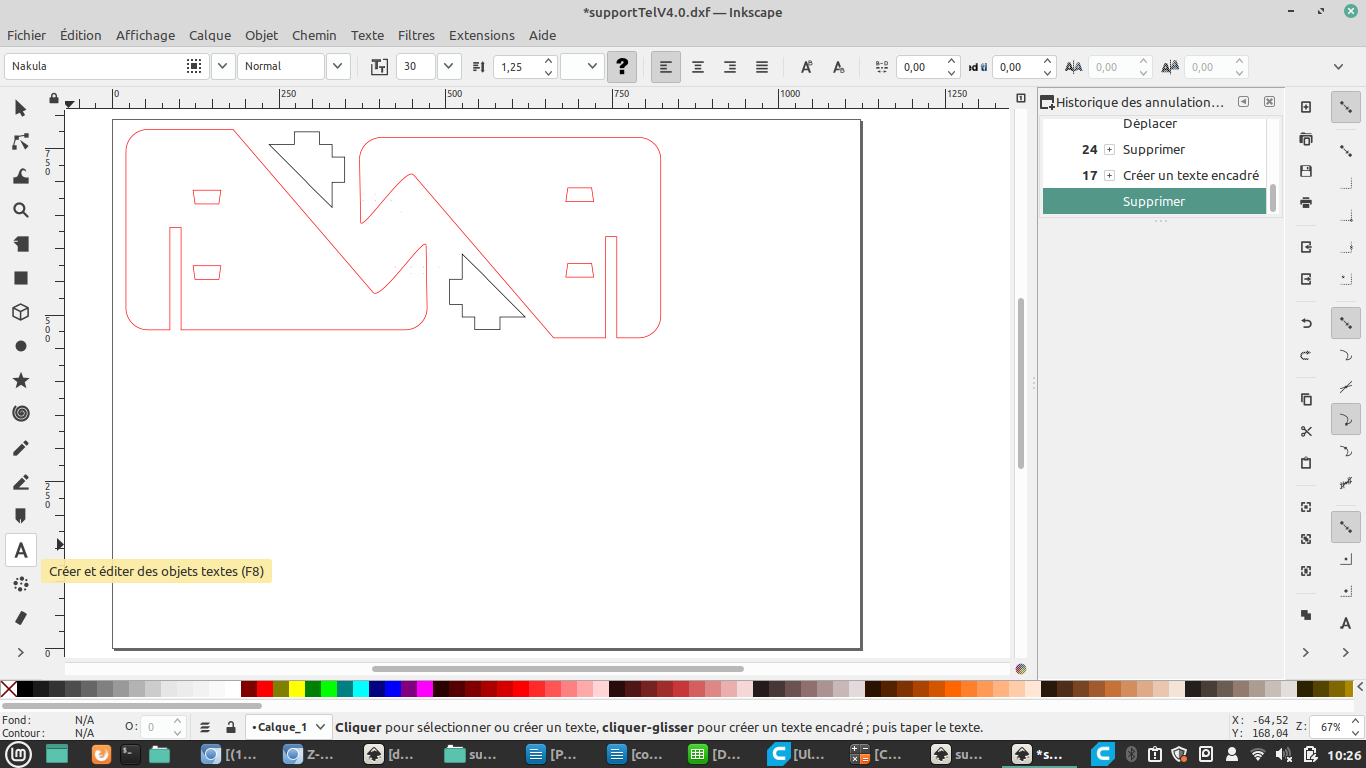
Fichier pour démarrer l'activité (Faire un clique droit sur l'image et sélectionner avec la souris "enregistrer l'image sous"):
Personnaliser le support avec Inkscape
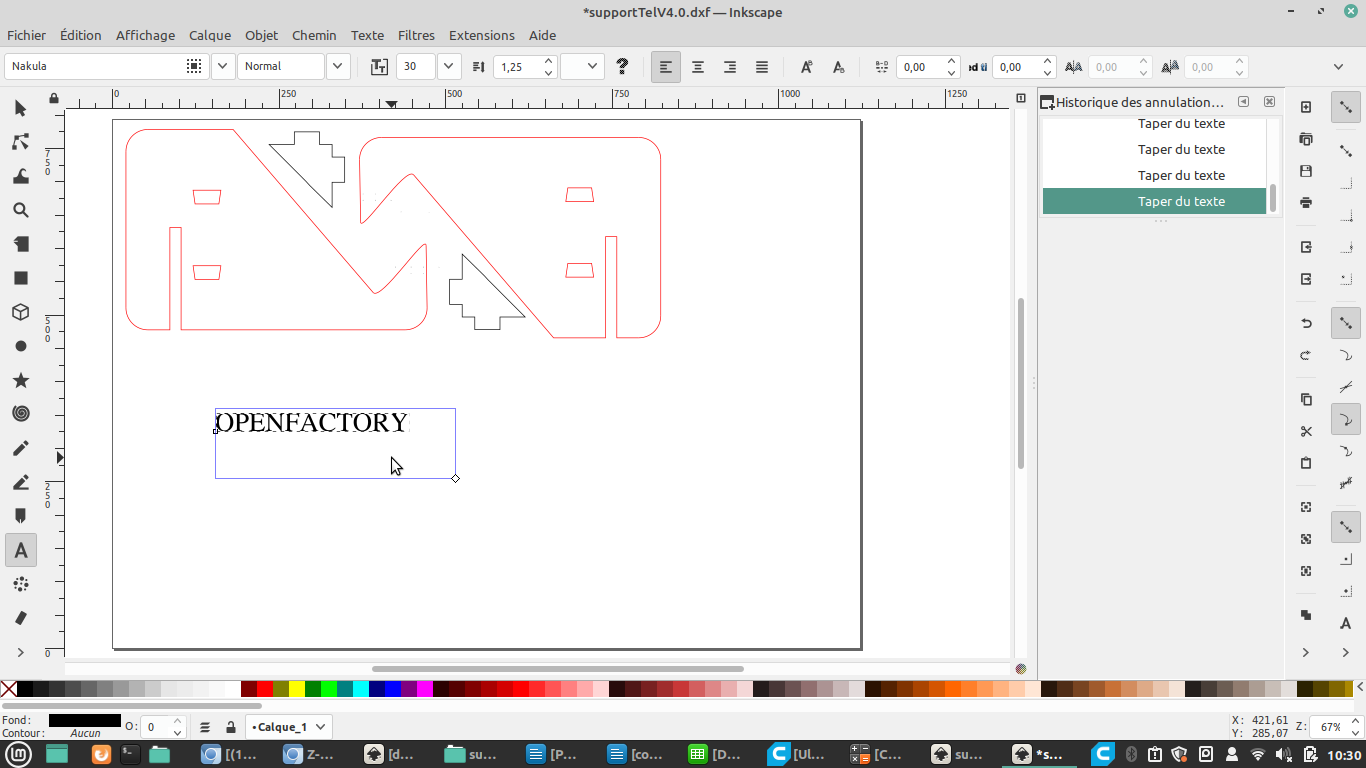
Etape 1 : Insérer une zone de texte
Choisir un texte que vous souhaiter inscrire sur le support(nom / prénom / Surnom / pseudo...)
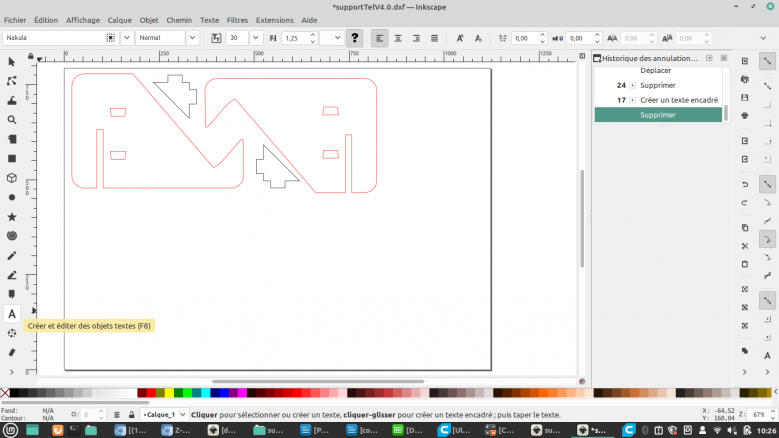
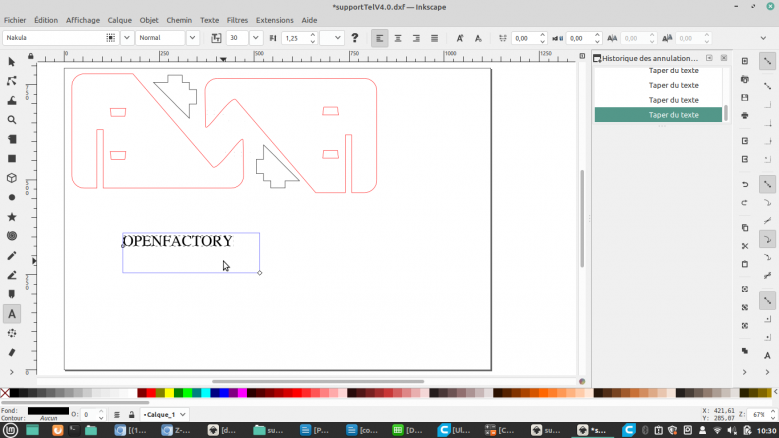
Pour créer un champs de zone de texte, vous cliquez sur le A (colone a gauche de l'écran sur l'image 1) puis vous sélectionnez la zone de votre choix en laissant appuyé le bouton de votre souris pour délimiter la zone d'écriture souhaitée (image 2). Une fois cet espace délimité, vous pouvez écrire votre texte.
Ensuite je peux sélectionner l'ensemble de mon texte pour aller le repositionner au bon endroit sur ma pièce.
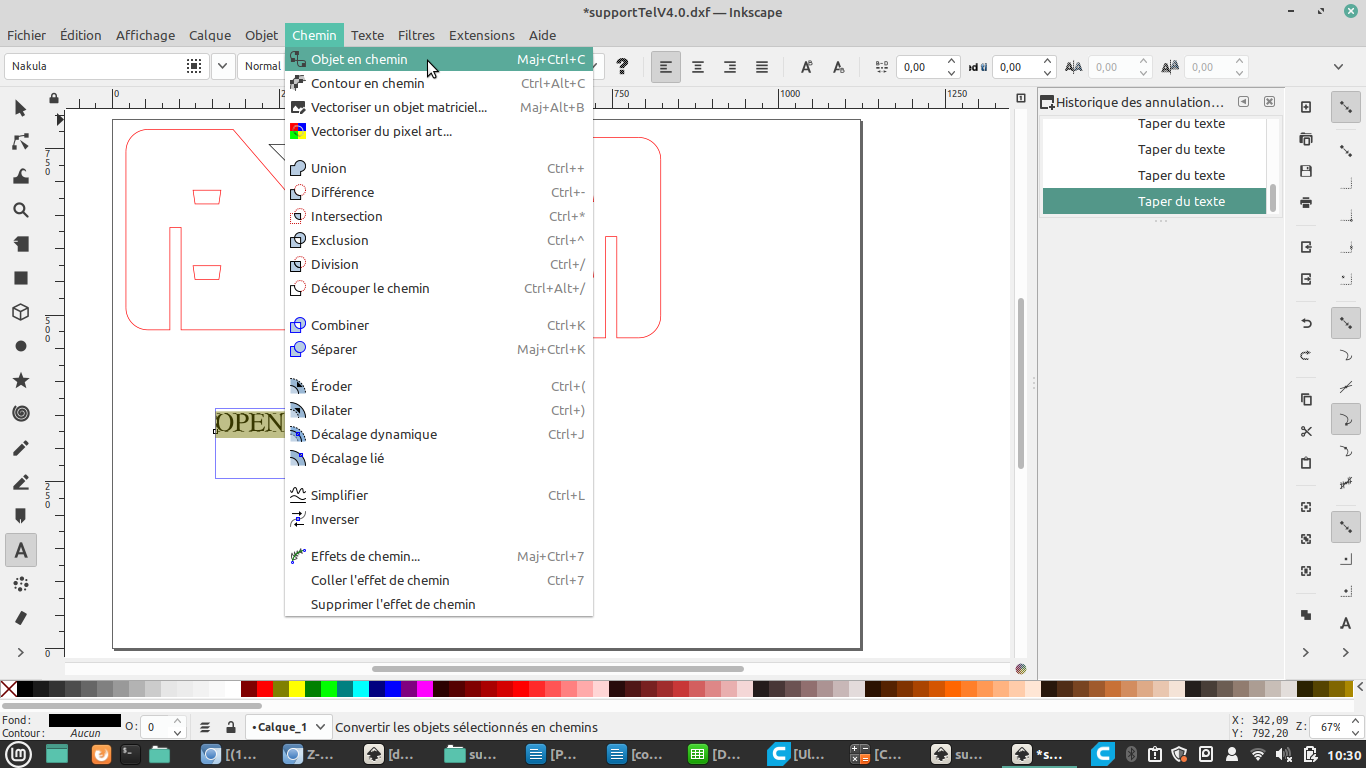
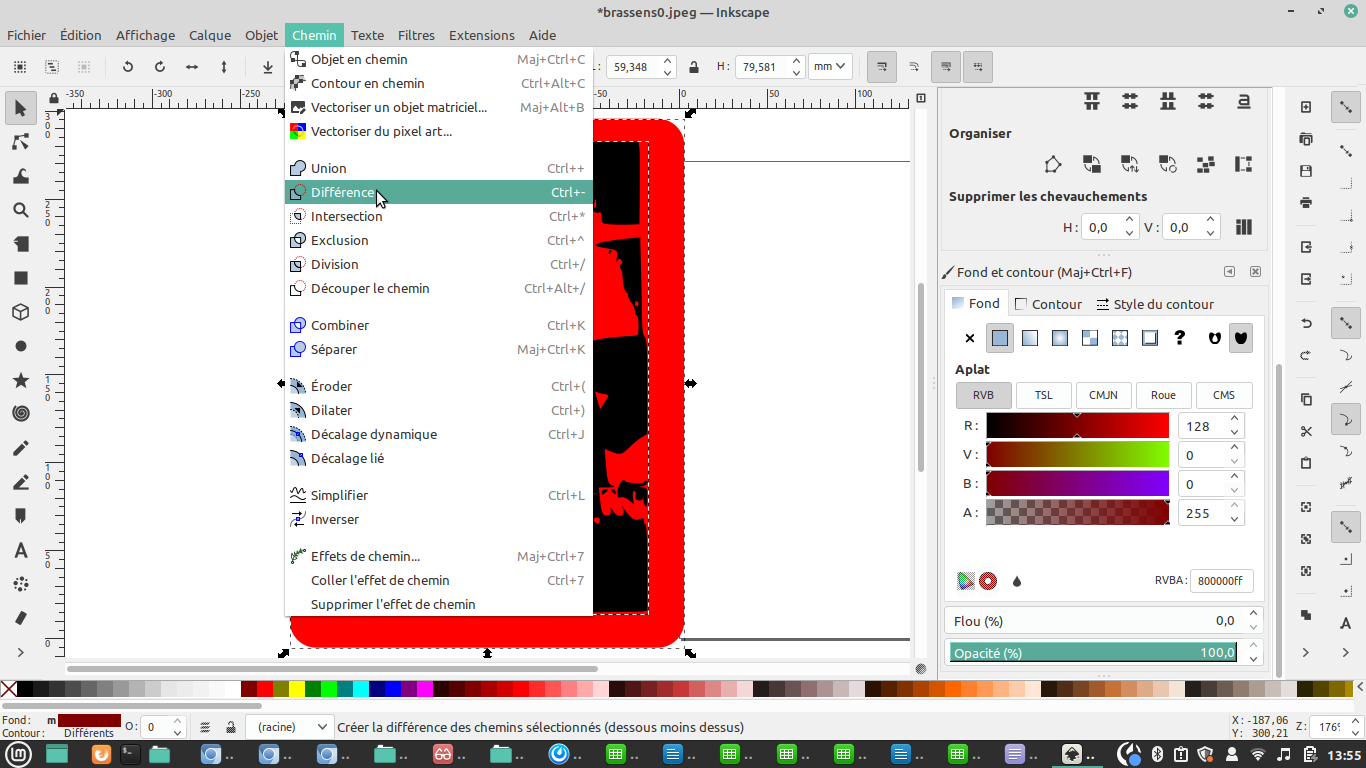
Etape 2 : Vectoriser mon texte
Actuellement ce texte n'est pas vectorisé. Pour que le logiciel Smart Carve puisse le voir vous devez convertir ce texte en objet vectoriel.
Pour cela, il faut convertir votre texte comme ceci. Sélectionnez votre texte et dans le menu en haut, sélectionnez "chemin" puis "objet en chemin" pour que votre écriture soit vectorisée et donc lisible par la machine.
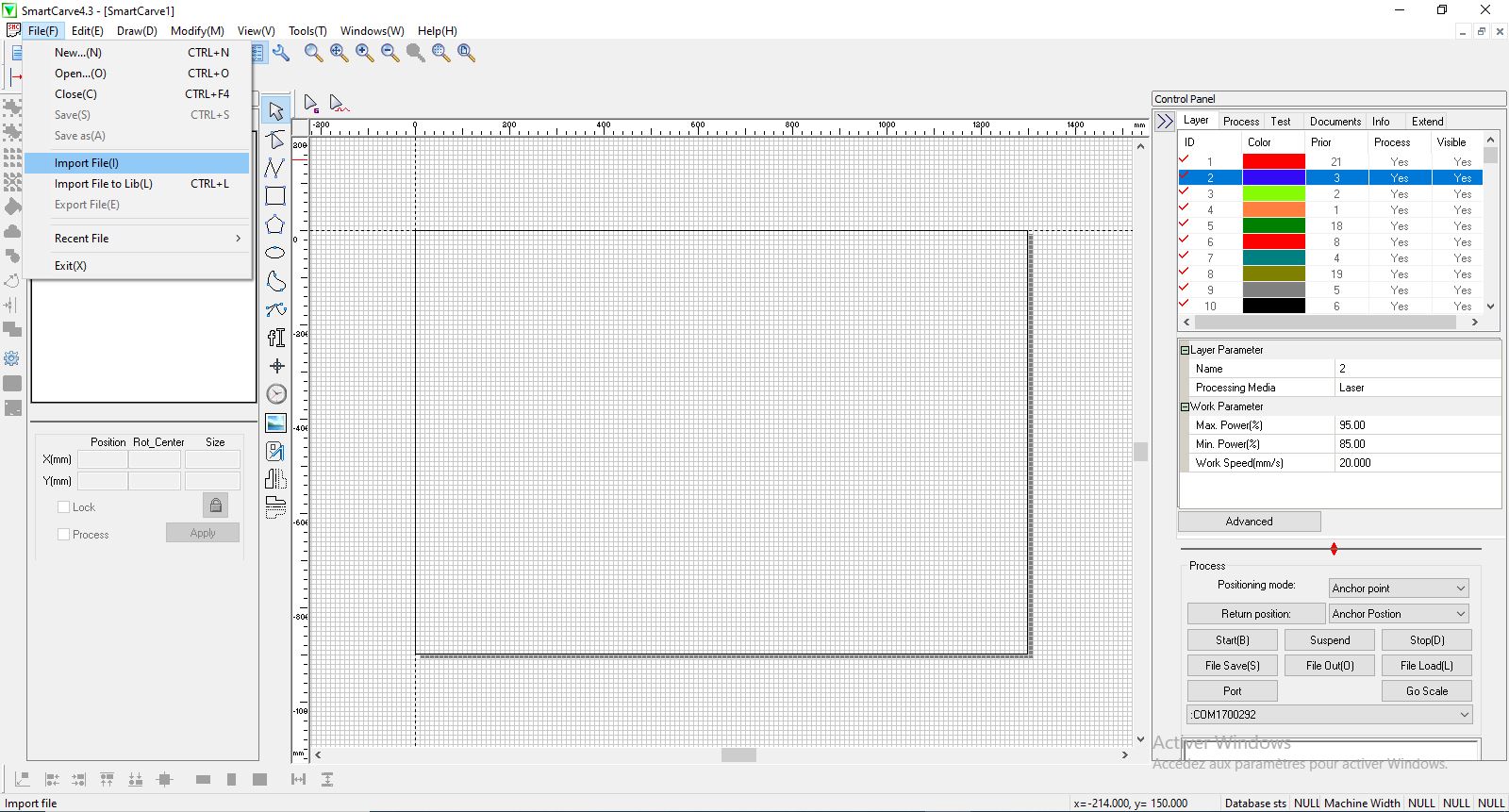
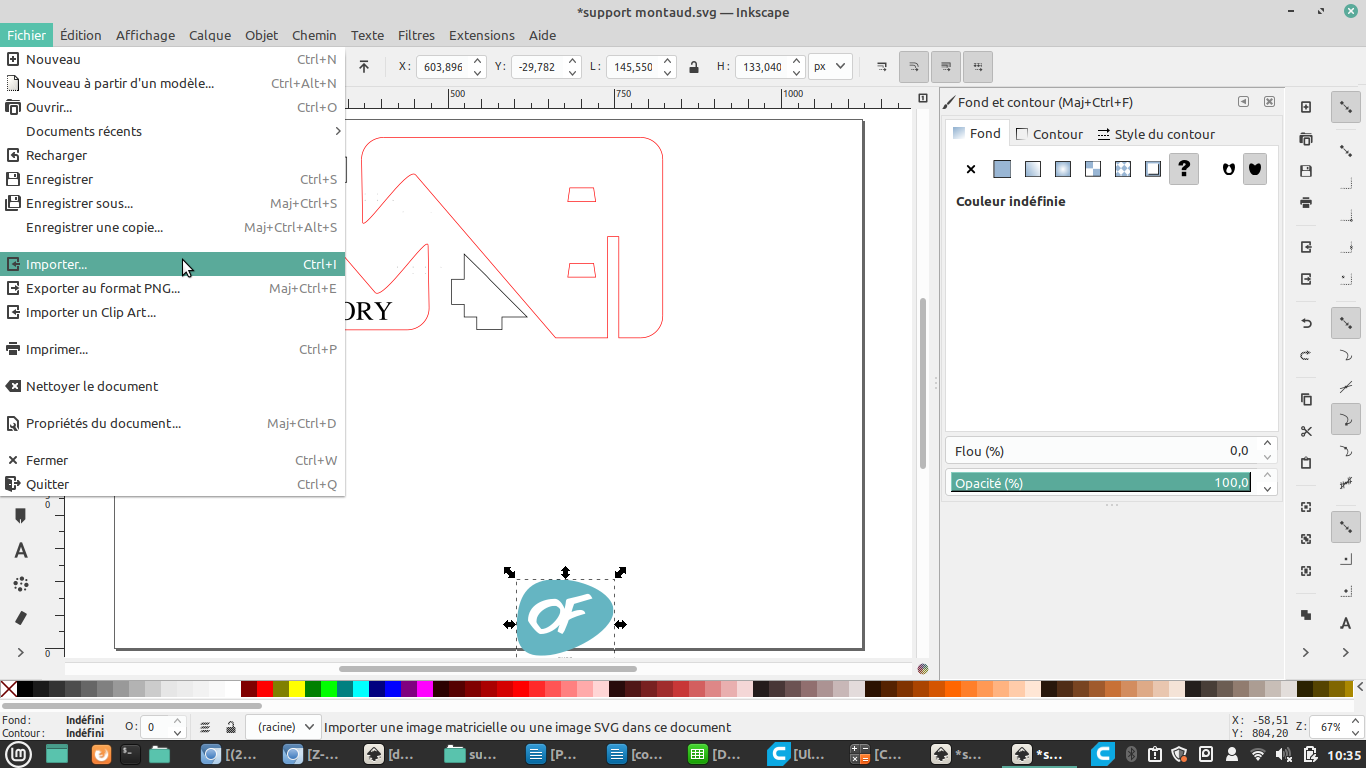
Etape 3 : Importer une image à graver
Pour personnaliser son support, on peut avoir envie de graver une image ( photo, logo...). Avec Inkscape, importez votre image en cliquant sur "Fichier" pui sélectionner "Importer". L'image apparaitra sur votre dessin il ne vous reste plus qu'à positionner l'image à l'endroit souhaité sur le support de smartphone. Importer une image dans Inkscape
Etape 4 : Vectoriser mon image
Comme pour le texte, vous devez vectoriser l'image choisie en cliquant sur "chemin" puis "objet en chemin" pour la rendre lisible par la machine.
Etape 5 : Convertir mon fichier en .dxf
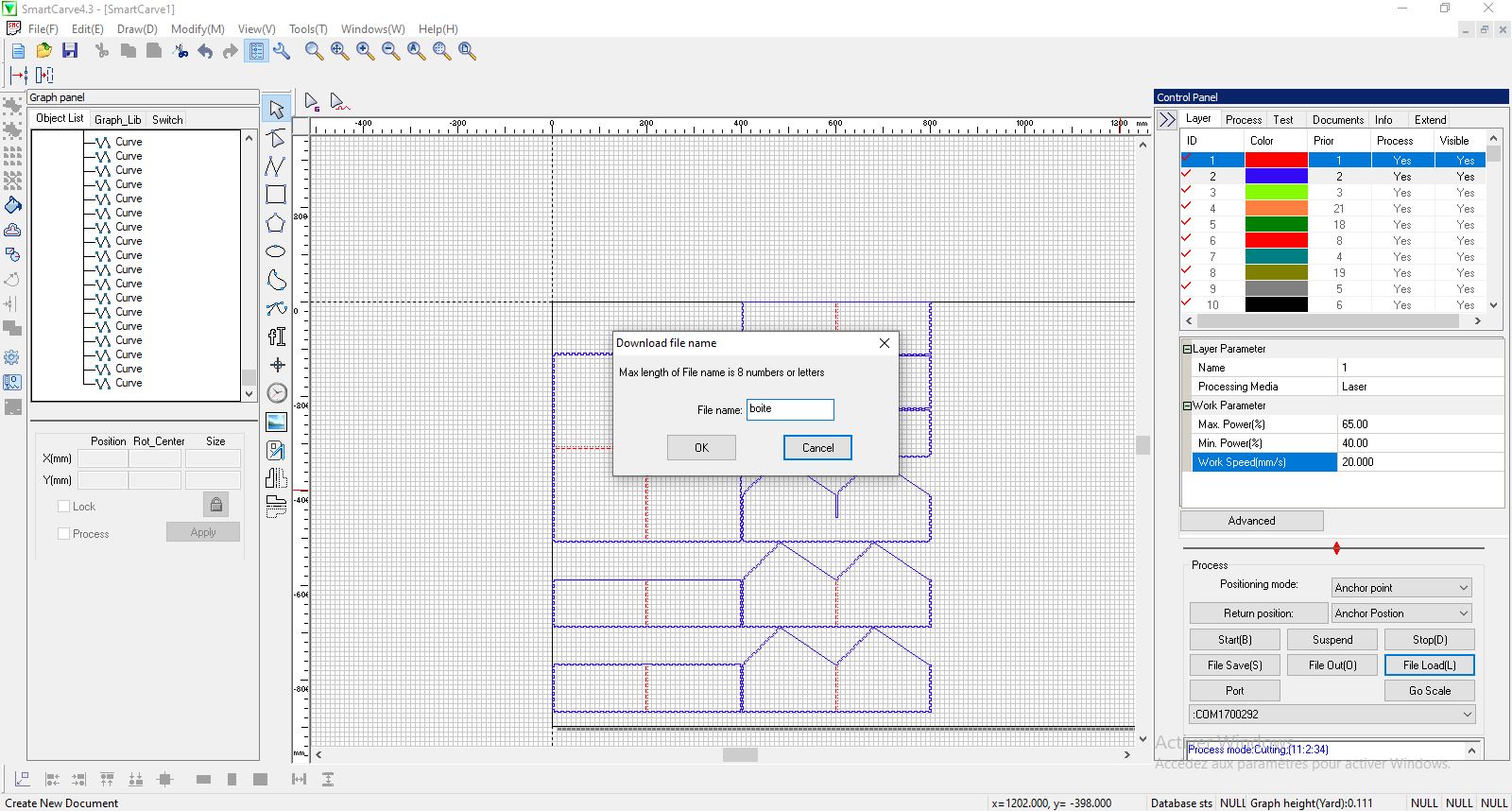
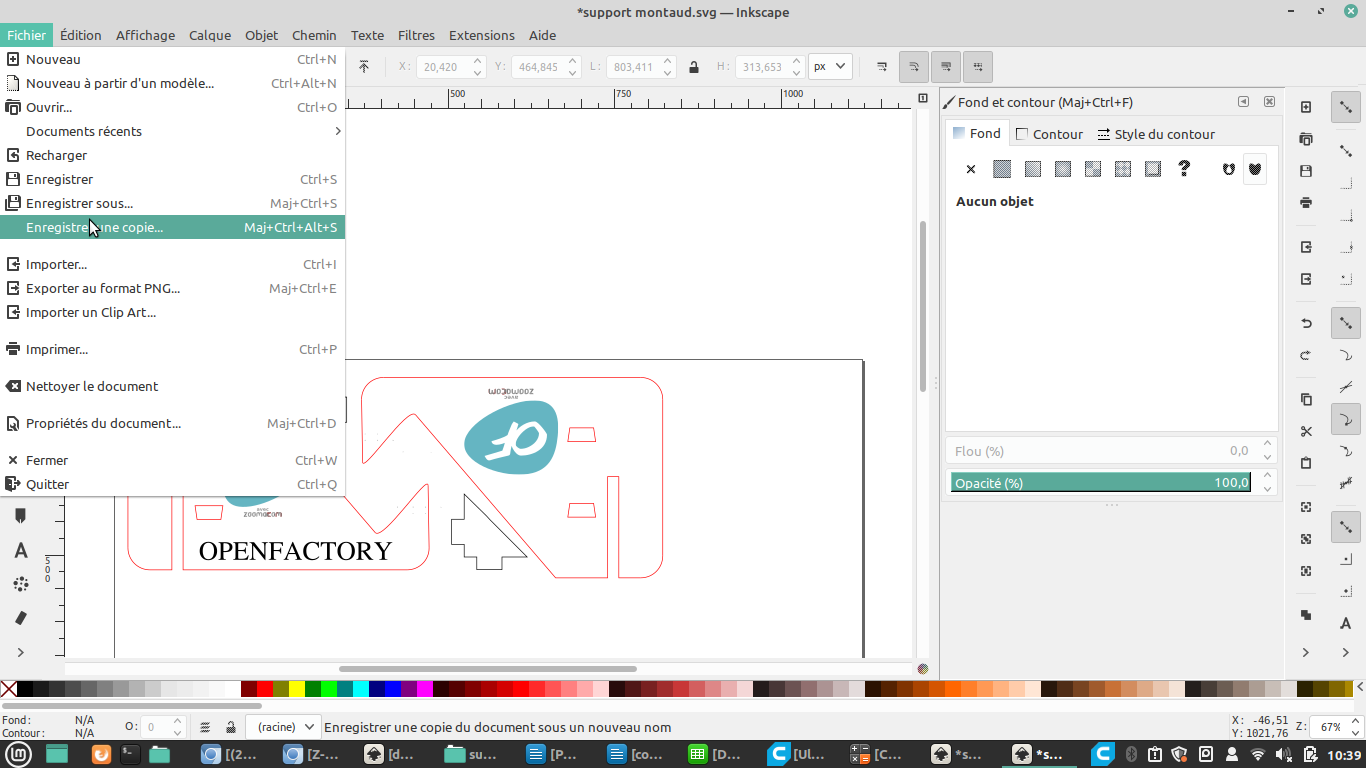
Vous avez terminé de préparer votre travail et vous semblez satisfait du résultat. Il est temps d'enregistrer votre fichier dans un format qui sera compris par le logiciel Smart Carve.
Actuellement vous utilisez un format SVG qui est un format d'image que le logiciel n'est pas capable de lire. Nous allons donc enregistrer notre travail dans le format DXF. Pour effectuer cela, vous devez sélectionner dans le menu du haut "Fichier" puis "Enregistrer une copie".
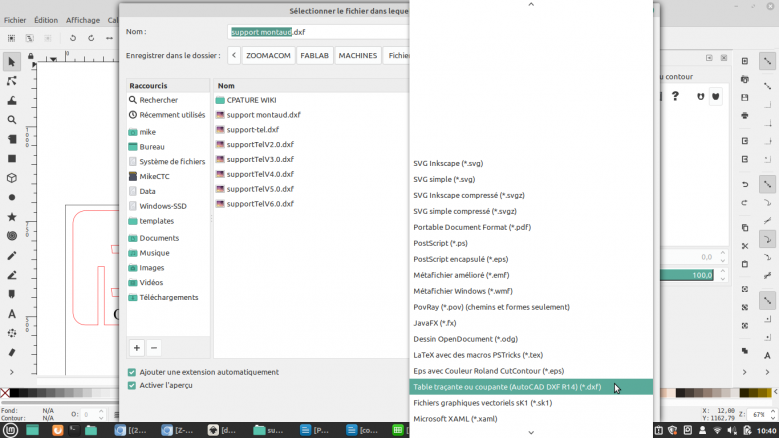
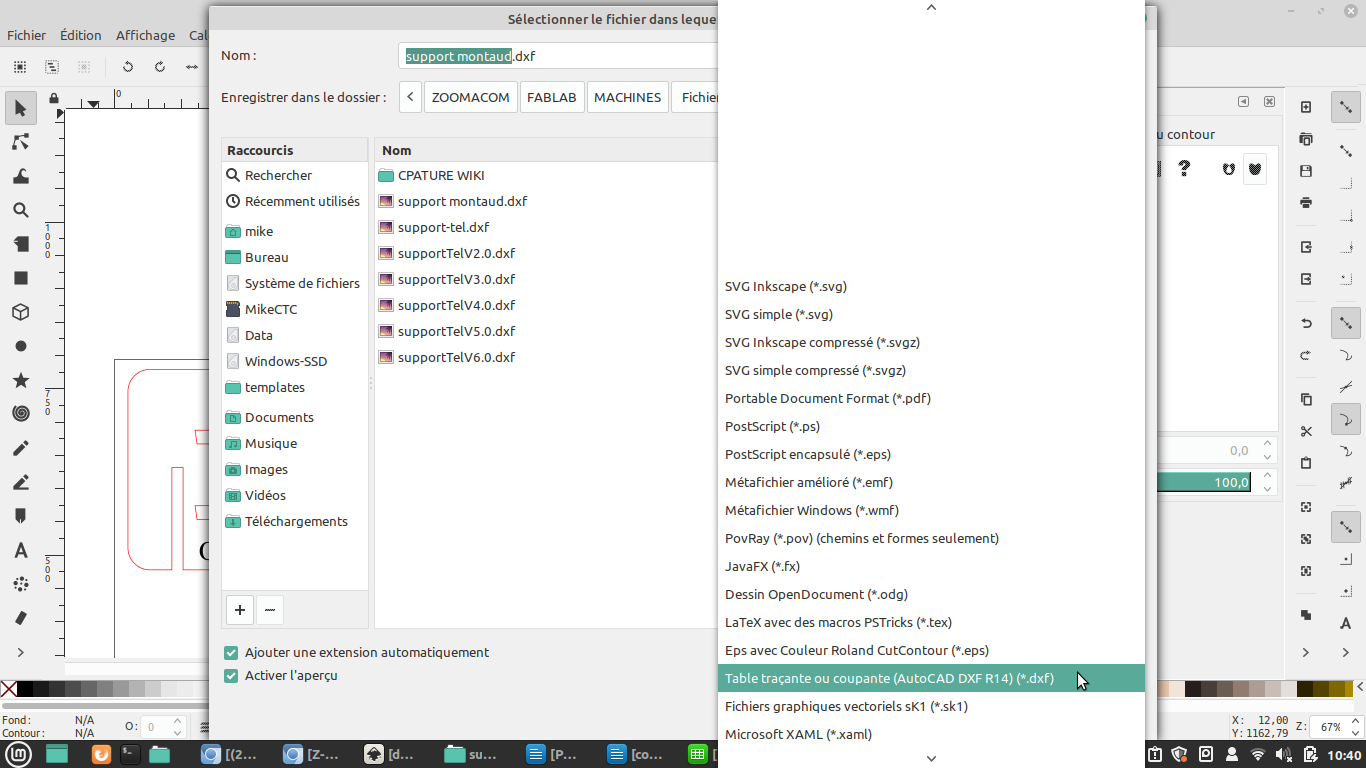
Une nouvelle fenetre s'ouvrira, vous pouvez choisir l'emplacement sur lequel vous souhaitez enregistrer votre fichier (sur une clé USB, cela vous permettra de l'importer sur l'ordinateur utilisé par la machine). Vous pouvez choisir le nom de votre fichier et surtout sélectionner le format dans lequel vous souhaitez enregistrer votre travail en cliquant sur "Table traçante ou coupante AutoCAD DXF R14 .dxf" (dans le champs en bas à droite de la fenêtre ouverte)
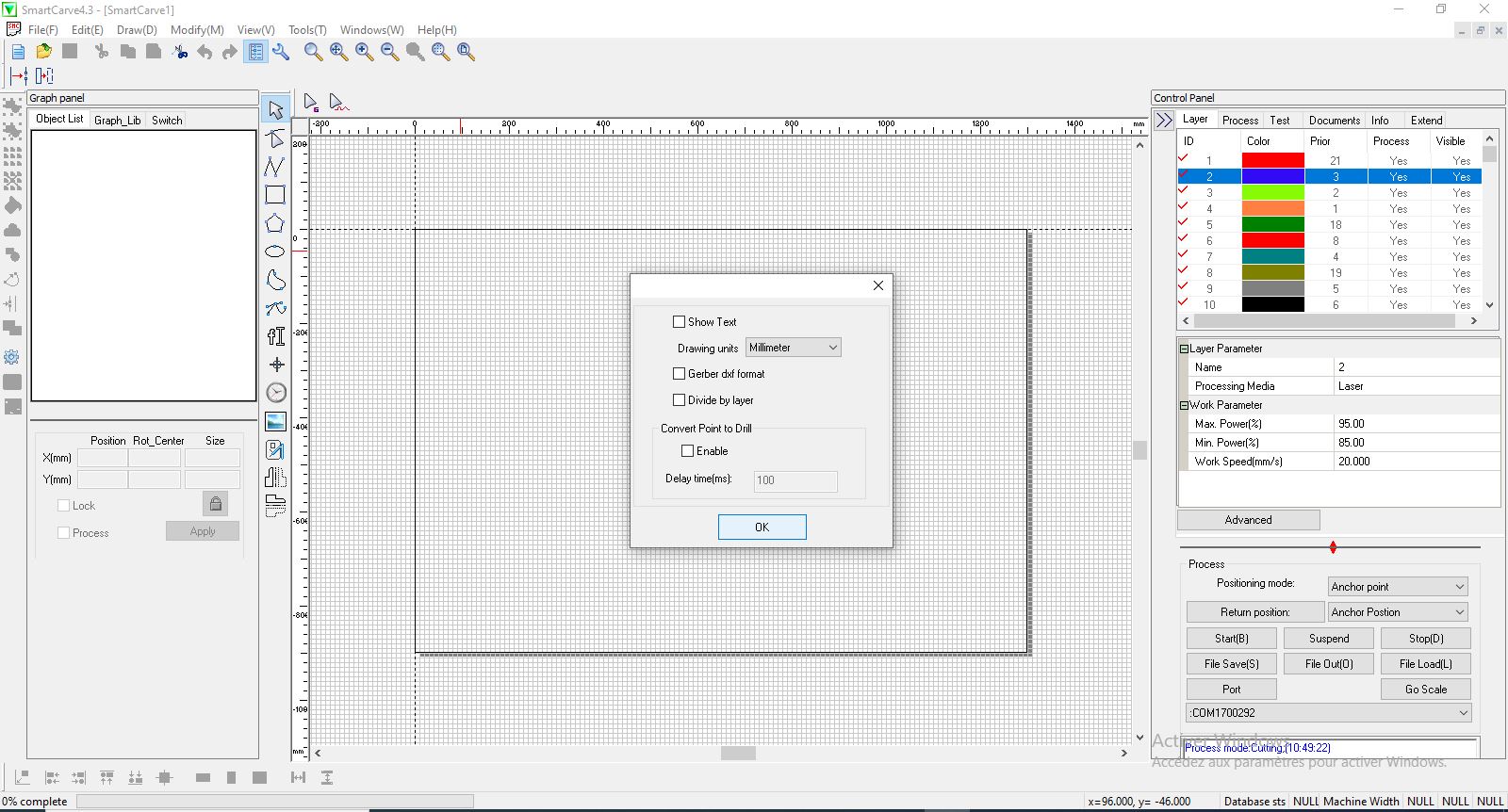
Préparer son fichier pour la découpe avec Smart Carve
Préparation du fichier
Dans le logiciel, on va paramètrer notre travail pour ordonner le travail a effectué par la machine. Pour un travail de plus grande qualité et afin de limiter les échecs on va programmer l'ordre des travaux à effectuer par la machine.
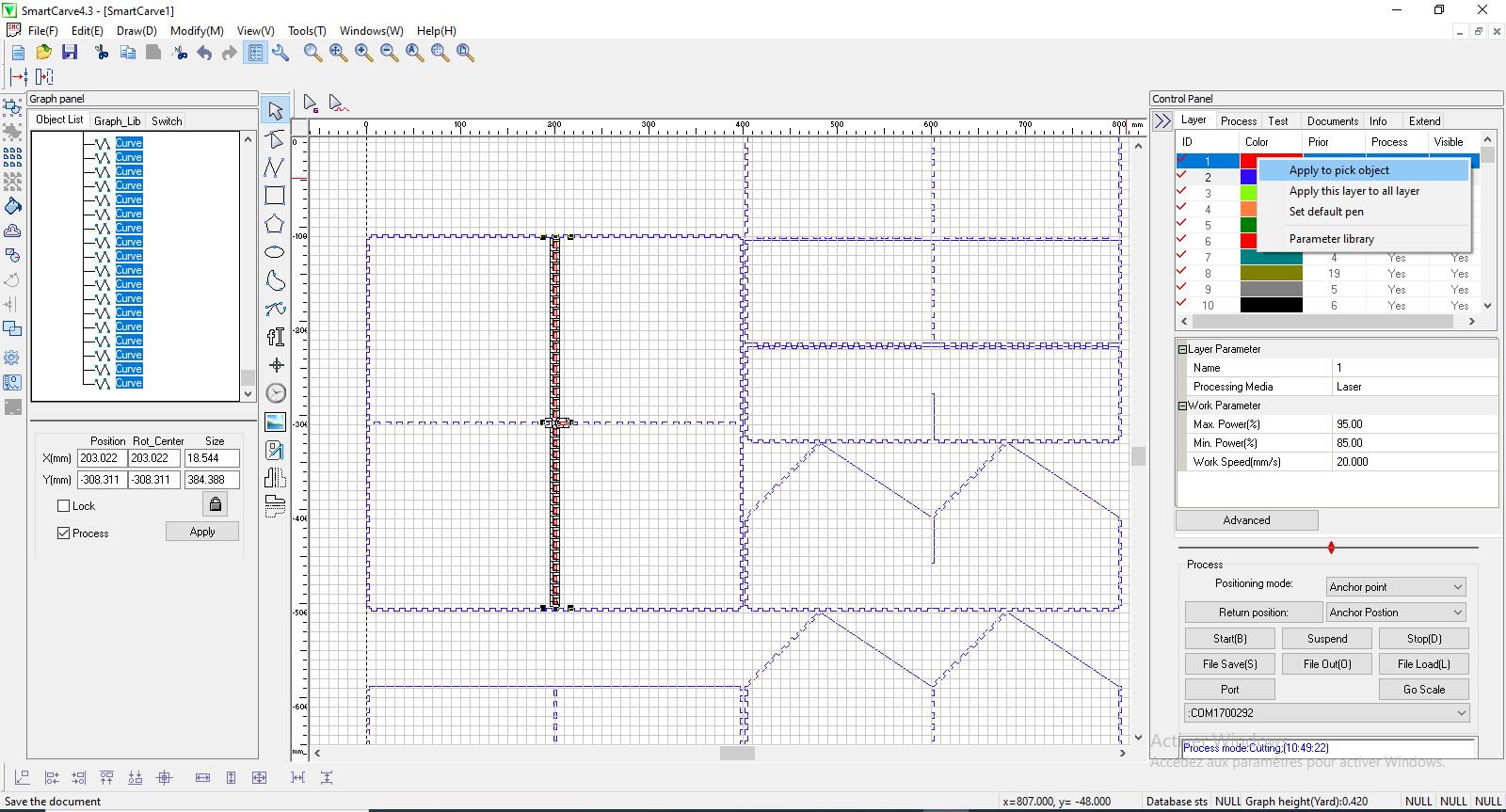
1 - Les éléments à graver, dans notre cas l'image (sélectionner l'id 11 qui est la couleur pour faire une gravure et sélectionner le pot de peinture menu a gauche de l'écran)
2 - Les éléments à marquer
3 - Les tracés à découper qui sont à l'intérieur de la pièce
4 - Les tracés extérieurs de la pièce à découper
Réglages des gravures, marquages et découpes
1/Gravure et Marquage (12/10/200) pour la gravure, vous devez séléctionner l'id 11 (associée la couleur noire pour indiquer à la machine que vous souhaitez une gravure)
2/Découpe intérieur (90/95/42)
3/Découpe extérieur (90/95/42)
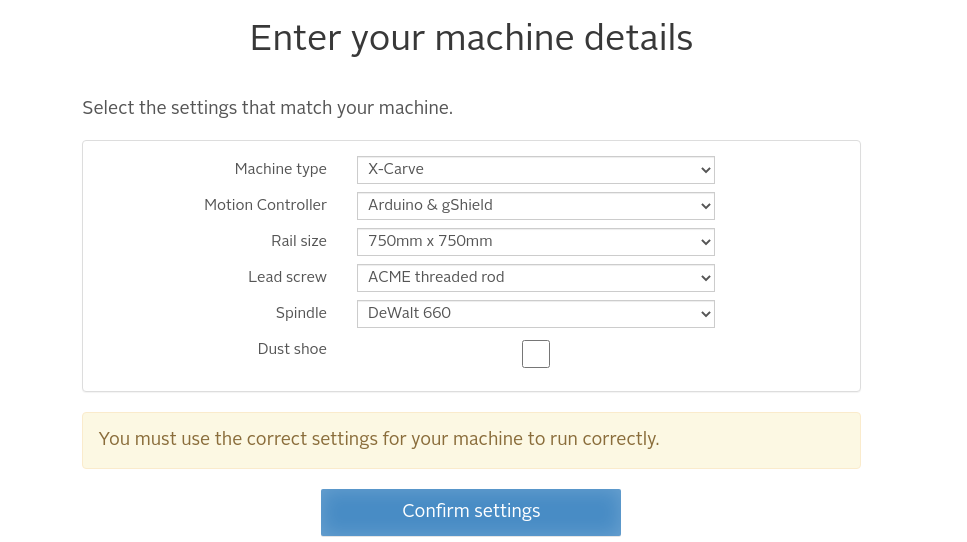
Réglages du logiciel Easel pour la fraiseuse X-CARVE
Réglages du logiciel Easel pour la fraiseuse X-CARVE
La XCarve est une machine de fraisage, vendue en kit par la société Inventables. Elle permet le fraisage de matériaux tendres (bois, aluminium) et reste modulable grâce à sa structure en profilé Open Source.
Installation des drivers et configuration
Pour piloter la fraiseuse X-Carve, nous devons utiliser le logiciel en ligne Easel, en accédant à leur site et en y créant un compte.
Easel est une application en ligne crée par Inventables (Les concepteurs des CNC X-carve) qui vous permet de designer vos pièces et de les graver avec votre CNC. Il remplace vos logiciel CAD et CAM en les regroupant dans une seule application. (Benmaker)
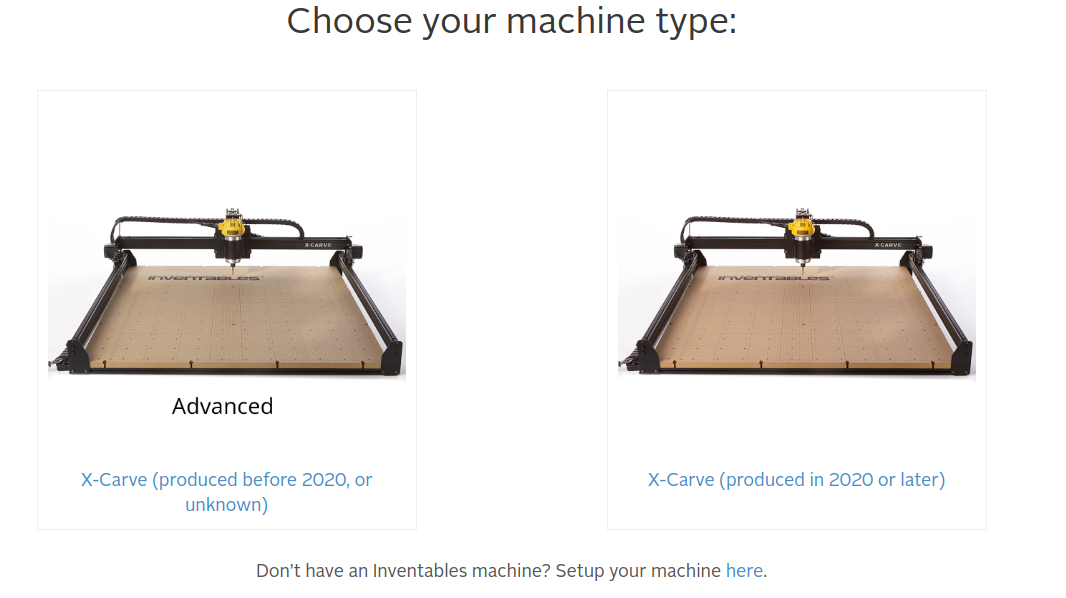
Pour découvrir ce logiciel et ses fonctionnalité, un tutoriel a été réalisé par Benmaker . Il faudra effectuer quelques modifications dans la partie configuration Easel pour la CNC 3018 car nous avons une X-Carve. Voici les modifications à apporter :
Sélectionner tout d'abord les réglages pour X-Carve Advanced
Ensuite, vous devez brancher le cable USB à votre ordinateur (lors de la première connexion à la machine il vous sera proposé d'installer les drivers).
Dessins
Pour réaliser votre pièce, il est nécessaire d'importer un fichier dans lequel le dessin apparait (= que nous nommons "fichier vectoriel"). Le fichier peut être de source partagée ou auto-produite.
Importer une photo dans Inkscape en sélectionnant Fichier => Ouvrir dans le menu
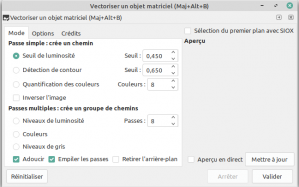
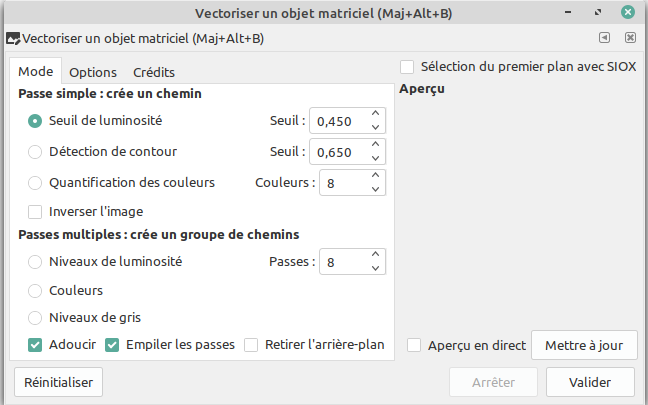
On va ensuite vectoriser l'image en fonction du nombre de couleurs différentes pour peindre le pochoir. En sélectionnant l'image et en choisissant dans le menu Chemin => Vectoriser un objet matriciel. La fenêtre suivante va s'ouvrir :
On va jouer sur les valeurs du seuil de luminosité pour déterminer le niveau de détails souhaités
Pour un pochoir simple, on va sélectionner le niveau de luminosité qui traite la photo avec une seule passe
Pour un pochoir multicouche, on sélectionnera le nombre de passe en fonction du nombre de couleurs souhaitées pour notre graffiti en sélectionnant l'option niveau de gris (voir la partie préparer son image pour un pochoir multicouche)
Pour un pochoir multicouche, on fera les etapes suivantes pour chacune des passes.
Quelques options pour traiter la vectorisation de la photo :
Adoucir => permet d'obtenir une image en optimisant le nombre de point (ce qui donne des courbes plus facile à découper)
Empiler les passes =>
Retirer l'arrière plan => on le laisse cocher (ce qui supprimera la passe contenant le gris de l'arrière plan)
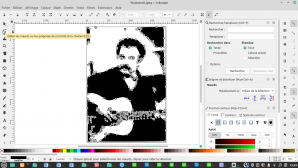
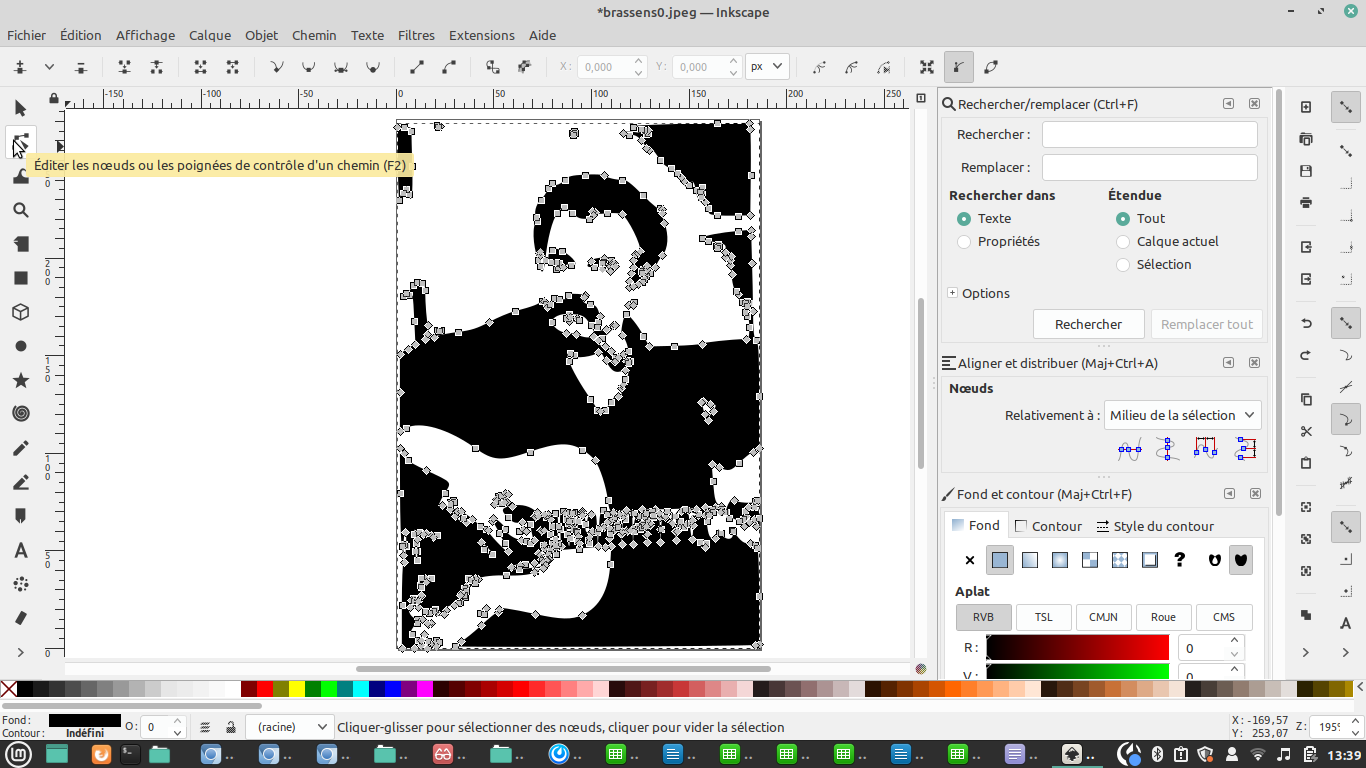
Pour vérifier que notre image est bien vectorisée on va sélectionner l'éditeur de noeuds (comme sur l'image ci-dessous avec la souris). Cela permet de modifier notre image en sélectionnant un noeuds précis.
Préparer son image pour un pochoir multicouche
Pour un pochoir multicouche, on va vectoriser son image en sélectionnant l'image et en choisissant dans le menu Chemin => Vectoriser un objet matriciel.
Ensuite, on va choisir l'option niveau de gris dans la fenetre qui apparait sur l'écran et sélectionner le nombre de passes en fonction du niveau de détails souhaités.
On va sélectionner notre image en niveau de gris (dans le menu en bas on connait le nombre de chemins utilisés = le nombre de passes).
Pour séparer nos couches de niveau de gris, on va utiliser dans le menu Objet=> Dégrouper. On a 4 images superposées qui apparaissent (attention ! ne pas sélectionner l'image pour dégrouper).
Réaliser le détrompeur pour les pochoirs multicouches
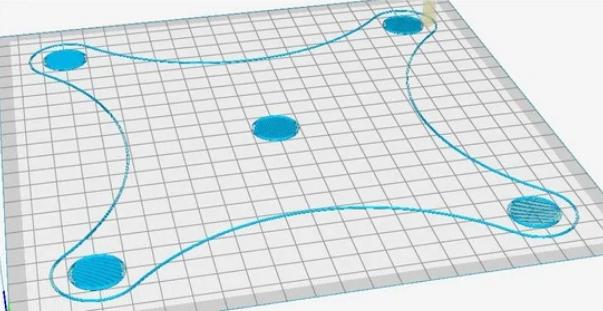
Le détrompeur permet de positionner les 4 planches de manières identiques pour superposer les couches de peintures.
On créé un rectangle (au dimension de notre plaque de medium)
On dessine 2 cercles identiques (en dupliquant le premier)
On va lier ces 2 cercles (en selectionnant Chemin => Combiner)
Ensuite on met les 2 cercles au premier plan
Et enfin on va les soustraire à notre rectangle representant la plaque de médium
Vu qu'on a sélectionné 4 passes, on va dupliquer 3 fois notre cadre (sélectionner l'image du cadre et CTRL+D)
On va ensuite aligner nos images sur les différentes plaque préparées (car chaque passe de niveau de gris à des dimensions légèrement différentes)
Je sélectionne une image de mes 4 passes et une planche et on sélectionne le menu aligner et distribuer (Objet => Aligner et Distribuer) et choisir "le dernier sélectionné" dans l'option relativement
Sélectionner l'alignement selon un axe vertical et horizontal)
On va ensuite grouper cet élément en sélectionnant Objet=>Grouper dans le menu
On va ensuite dégrouper nos différentes images et enlever la matière à découper en sélectionnant la plaque et la passe en effectuant chemin=>différence
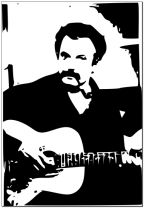
Visualiser son pochoir à partir de l'image vectorisée
Créer un rectangle de couleur (plus grand que la taille de la photo)
On glisse l'image derrière ce rectangle de couleur
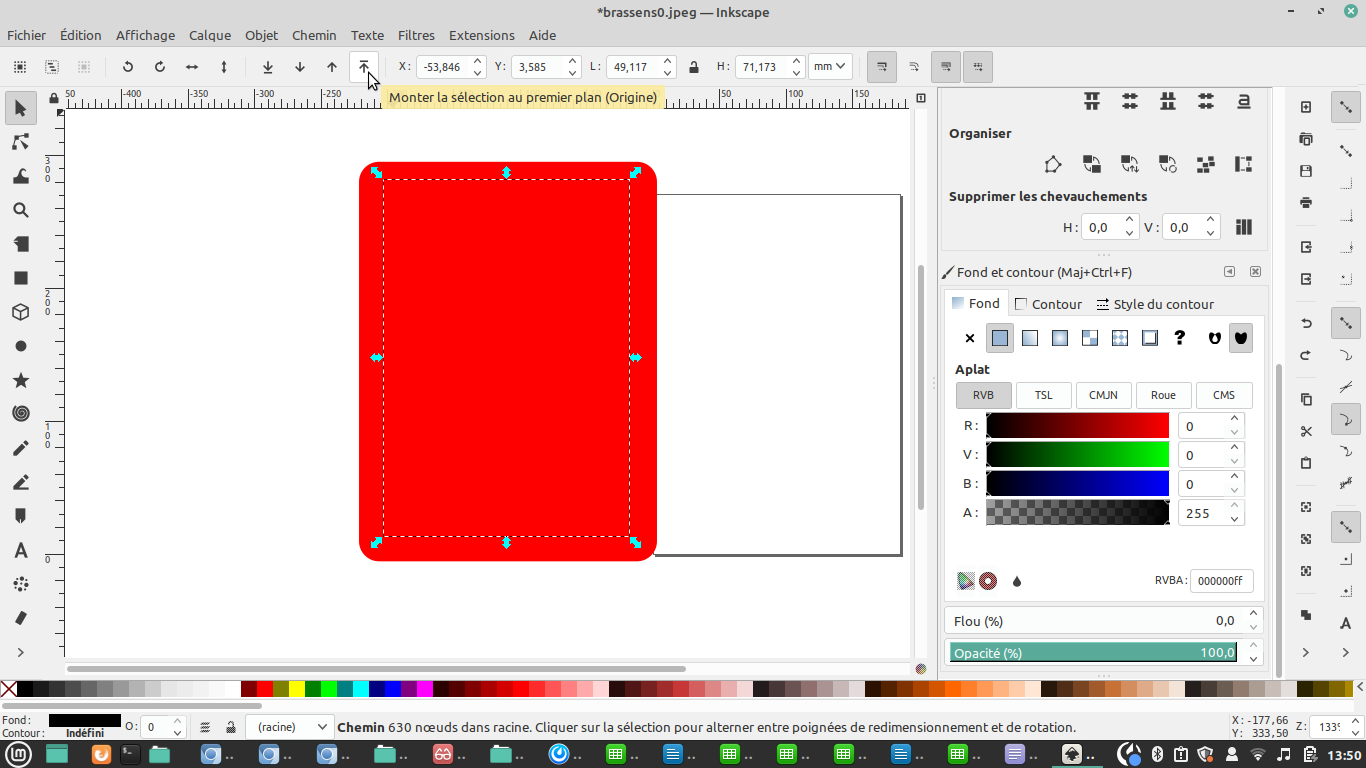
Et on fait passer l'image devant le rectangle de couleur en sélectionnant la photo et en cliquant sur l'icone permettant de mettre la photo au premier plan
On sélectionne les 2 images dans Inkscape en appuyant sur la touche majuscule, on apercoit que nos 2 images sont sélectionnées car il y a 2 cadres en pointillées qui apparaissent autour de nos images
Enfin on sélectionne dans le menu Chemin => Différence pour donner un aperçu de notre pochoir
Cela donnera le résultat suivant (le rouge correspond à notre pochoir en bois)
Corriger les problèmes du pochoir
L'image peut contenir encore des problèmes, c'est ce qu'on appele une île :
Les îles = ce sont des parties de bois qui sont découpées dans le vide et qui ne seront pas rattachées au reste du pochoir après la découpe.
Pour résoudre le problème, on va rattacher les îles au reste du support en créant des ponts. Cela permettra aux îles d'ëtre maintenues pendant la phase d'utilisation du pochoir.
Toutes les îles ne sont pas forcément utiles, certaines peuvent être supprimées et pour celles qu'on souhaite conserver on crééra des ponts.
Astuce pour visualiser rapidemment les îles
On sélectionne l'outil "pot de peinture" dans le menu a gauche de notre écran
On sélectionne une couleur différente (ici je choisis le marron) de notre rectangle représentant la planche en bois dans la palette de couleur en bas
Je clique avec le pot de peinture sur ma planche en bois (en rouge dans mon exemple) et tout ce qui ne serat pas relié a mon pochoir restera en rouge, donc les iles sont visibles. S'il n'y avait pas d'île, tout le pochoir serait peint en rouge.
Créer des ponts pour relier les îles qu'on souhaite découper
Il y a plusieurs façons de créer un pont, ici je vais décrire la plus simple mais si vous vvoulez en découvrir d'autres, vous pouvez regarder la vidéo de sambricole sur les iles et les ponts
Pour réaliser un pont :
Sélectionner l'élément rectangle dans la boîte à outil à gauche de l'écran et dessiner un rectangle (en noir ici) qui va servir de pont pour relier mon île et ma plaque de bois qui sert de pochoir
Je convertis mon rectangle (qui est un objet) en chemin en passant par le menu Chemin => Objet en chemin
Et enfin je sélectionne mon pont, mon ile et le reste de mon pochoir (mon ile et mon pont doivent prendre la couleur de mon pochoir dans mon cas le rouge) en passant par le menu Chemin => Union
Simplifier le pochoir
une fois qu'on a fini de supprimer les iles qu'on ne souhaitent pas conserver et de relier celles qu'on veut garder avec des ponts. On va simplifier notre fichier pour réduire le nombre de noeuds en faisant Chemin => Simplifié.
Cette page sert à listée les erreurs rencontrées avec cet équipement et les ressources utilisées pour résoudre les problèmes
L'imprimante reste figée sur l'écran de démarrage sans aller jusqu'au menu
Dans ce cas-là, il est impossible de pouvoir faire un reset usine ou une mise à jour du firmware via le menu de la machine. Pour relancer l'imprimante voici les étapes à réaliser pour le faire électroniquement :
Débrancher les câbles d'alimentation (celui relié à la prise 220V et celui reliant l'imprimante au Materiel station)
Déconnecter les bowden 1 et 2
Déconnecter l'Air Manager et le Matériel Station
Enlever l'imprimante du Matériel Station et la coucher sur le côté
Dévisser les 5 vis du dessous pour retirer le capot plastique blanc et avoir accès au carte électronique (penser à débrancher le Haut Parleur pour ne pas tirer dessus les cables et penser à le rebrancher ... ou pas !)
Appuyer sur le bouton reset de la carte électronique (situé entre le boutton recovery et l'emplacement de la carte SD)
Faites un test en rebranchant l'imprimante pour voir si elle affiche à nouveau le menu
Si tout est OK on remonte en suivant la procédure en inversnt les étapes
Sinon il faut réinsatller le firmware en suivant la procédure suivante :
Découvrir le fonctionnement d'une imprimante 3D (historique, technologie, matières...)
Se former à l'utilisation d'une imprimante 3D
Se former aux logiciels : Tinkercad
Ultimaker Cura
Allumer la machine puis appuyer sur le bouton pour accéder au menu
Cliquer sur "prepare"
Descendre et cliquer sur "Preheat PLA" et laisser chauffer la buse jusqu'à 185°
A 185° appuyer sur l'extrudeur à l'arrière de la machine pour debrayer et ensuite tirer le fil à la main.
Enrouler correctement le fil sur la bobine et le coincer dans le trou correspondant.
Ranger la bobine.
Procédure pour insérer un nouveau filament :
Détacher le filament de la bobine et coupez proprement le bout du filament en biais. Cela vous aidera et rendra le filament plus facile à insérer dans l’extrudeur de votre machine.
Insérer le filament dans l’extrudeur, appuyez sur le levier pour simplifier le passage avec la roue crantée et faites entrer le filament dans le tube bowden. (Attention à ne pas tordre ou casser le filament que vous déroulez).
Continuez d’insérer le filament jusqu’au hotend et à la buse en utilisant le levier de l’extrudeur. Pour les utilisateurs de Ender 3 V2, vous pouvez aussi utiliser la molette pour faire avancer le filament.
Quand le filament sort de la buse, arrêtez de le pousser.
Purger avant utilisation :
Après chaque changement de filament sur votre imprimante 3D, il est très important de purger votre nouveau filament ainsi inséré.
Cette purge consiste simplement à faire passer quelques 10ène de centimètres dans le hotend et la buse pour évacuer tous les déchets ou les restes de votre ancien filament. Si cette opération ne suffit pas il faut procéder au débouchage de la buse (procédure indiquée dans la partie maintenance d'une imprimante 3D)
Réglage du plateau Ender 3
Allumer la machine
Cliquer sur le bouton "Menu" puis "prépare" puis "Auto home"
Ensuite cliquer sur "prepare", puis "Move Axis", c'est ici que nous allons faire bouger le plateau sur les 4 coins et le milieu du plateau pour le régler.
Note : pour le réglage plateau vous ne touchez que l'axe x et y, le z étant la hauteur, vous n'avez pas besoin de le toucher.
Ensuite, un à un, vous allez aux quatre coins du plateau, pour vérifier la bonne hauteur entre la buse et le plateau, passé une feuille entre les deux, si la feuille n'accroche pas, vous devez régler le plateau via les molettes en dessous du dit plateau jusqu'a que la feuille accroche entre la buse et le plateau.
Animation création graphique (avec Gimp, Canva...)
Vous fabriquez les badges avec eux ou sous les yeux de vos invités/collègues/enfants/adhérents pendant un événement.
Le badge peut-être personnalisé en fonction de la photo, du motif ou de la touche personnelle qui sera choisie.
Vous pouvez choisir de faire les visuels en amont ou, sur place, faire dessiner le motif, faire du collage...
Action {{panel ...}} : l'action {{panel ...}} doit être fermée par une action {{end elem="panel"}}.
Important: outre la badgeuse en elle-même, il est nécessaire de disposer aussi d'un outil de type emporte-pièce, à la bonne taille (60mm pour des badges de 50mm), pour découper les cercles de papier qui serviront à réaliser les badges
Action {{panel ...}} : l'action {{panel ...}} doit être fermée par une action {{end elem="panel"}}.
Gabarit pour création de badges:
1 fichier = 1 badge
Action {{panel ...}} : l'action {{panel ...}} doit être fermée par une action {{end elem="panel"}}.
Note : Pour que le visuel soit à la taille du badge (50mm), créer un visuel avec les marges suffisantes dans un carré de 60mm.
1 application (Badge It...) ou logiciel graphique de type Gimp, Canva, Photoshop... pour la création des visuels.
Action {{panel ...}} : l'action {{panel ...}} doit être fermée par une action {{end elem="panel"}}.
Placer la machine à badges sur une table devant vous.
Garder le matériel à portée de main.
Ce matériel inclut les "dessus métalliques", les dos avec épingles, les feuilles de plastique transparent et les impressions papier découpées que vous avez réalisées.
Vérifier que les matrices sont au correctement disposées, de façon à avoir la matrice marquée A devant vous.
Placer un "dessus" en métal, le visuel et une feuille de plastique transparent dans cet ordre. Etre vigilant à n'utiliser qu'une seule et unique feuille plastique sinon l'assemblage disfonctionne.
Assurez vous que le visuel est bien orienté en position horizontale face à vous.
Tirez sur la poignée jusqu'à ce que vous sentiez une résistance.
La pièce du dessus est maintenant insérée dans la matrice supérieure de la presse.
Tournez la plaque des matrices de 180° jusqu’à la butée.
Maintenant, la matrice B est devant vous, prête à recevoir le dos épingle.
Placez une pièce "dos épingle" dans la matrice B (épingle placée de façon perpendiculaire à l’alignement de la machine).
Tournez la plaque des matrices de façon à retrouver la matrice A devant vous jusqu’à la butée et tirez de nouveau sur la poignée pour achever le sertissage.
Tournez encore une fois la plaque des matrices pour retirer le badge fini.
Et voila, votre badge est terminé !
Si vous rencontrez des difficultés dans la fabrication ou la finition de vos produits, n'hésitez pas à nous contacter.
[Tuto] Comment graver sur une surface courbe avec l'Epilog Mini 40W
[Tuto] Comment graver sur une surface courbe avec l'Epilog Mini 40W
Introduction
Ce tutoriel a pour objectif de montrer une évolution dans l'utilisation de la découpeuse/graveuse laser Epilog Mini.
Cette machine comporte 3 plateaux différents :
Un plateau "nid d'abeille" (Vector cutting table)
Un plateau d'usage général (Task plate)
Un support rotatif (Rim-drive rotary attachement)
Le tutoriel va s'intéresser à l'utilisation du dernier. Il permet de graver une bouteille, une gourde, un verre ou tout objet cylindrique avec des dessins vectoriels ou matriciel.
Nous verrons comment mettre en place le plateau adéquat et configurer le système sur le logiciel.
Cette page comprendra les traductions de certain terme en anglais afin de pouvoir faire appel au livret fournit avec la machine si besoin.
Lexique
Cale de hauteur
C'est la pièce métallique qui permet de faire le focus manuel de la tête laser
...
...
Sécurité
Toujours éteindre la découpeuse laser Epilog Mini avant de brancher ou débrancher le cable du support rotatif
Ne jamais laisser tourner le laser sans être présent à coté
Ne jamais graver ou couper une matière comprenant du fluor ou du chlore
Changer le plateau
1 - Baisser le plateau
Pour permettre une meilleur accessibilité lors de l'opération il est necessaire de baisser le plateau avec l'option de focus manuel. 2 - Eteindre la machine
Pour éviter tout court-circuit lors du branchement (ou débranchement) du support rotatif il est impératif d'éteindre la machine lors de cette opération.
3 - Retirer le plateau
Pour retirer le plateau il faut :
Ouvrir la porte sur la face avant de la machine (il est assez dur à ouvrir c'est normal)
Ouvrir la machine par le dessus
Relever les régles sur les cotés du plateau
Retirer délicatement le plateau en faisant attention de ne pas rentrer en collision avec la tête laser
Retirer la barre de nivelement présent au centre du plateau
Par la porte avant, déverouiller la plaque de récupération des déchets
Retirer la plaque de récupération des déchets
Positionner le support rotatif sur le fond du plateau grâce aux picots et aux trous prévus à cet effet (photo ci contre)
Brancher le support rotatif dans la connectique prévue à cet effet (le cable torsadé avec la petite étiquette dans le sucre présent au centre et au fond de l'intérieur de la machine)
4 - Rallumer la machine
Positionner l'objet
Une fois le changement de plateau effectué on va pouvoir venir positionner notre objet pour avoir une gravure la plus nette possible.
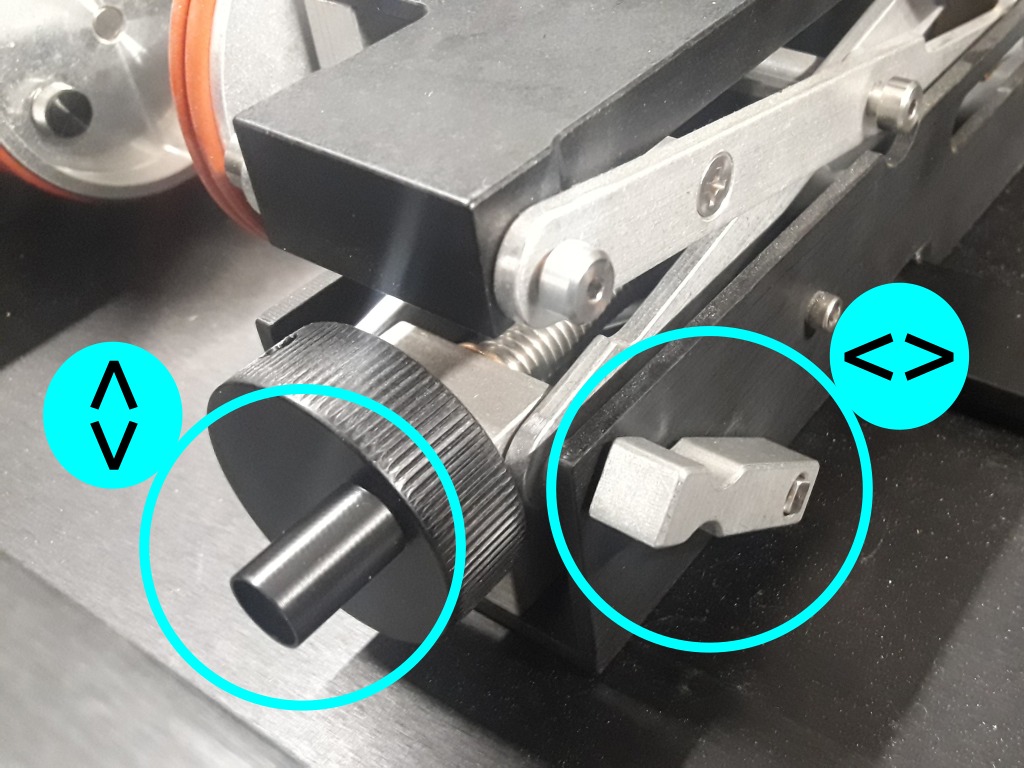
La butée se fait à gauche de la pièce, au niveau de la platine.
Ajuster la longueur et verrouiller la position grâce à la gachette de droite (sur l'image ci contre). Les roues doivent se positionner au plus proche des extrémités de l'objet à graver, tout en laissant 1cm de marge.
Pour avoir une gravure la plus uniforme possible il est necessaire de niveller la pièce par rapport à l'axe de translation de la tête laser.
Pour régler l'horizontalité de la surface de gravure il faut :
Positionner l'objet dans le meilleur sens pour ça, on va essayer de positionner l'objet de façon à avoir le coté le plus proche de notre gravure collé à la butée de la machine
Régler la hauteur de la partie droite grâce à la molette (sur l'image ci contre), pour vous aider vous pouvez regarder par la porte avant si la surface à graver est horizontale.
Une fois la surface à graver mise à niveau, on peut effectuer le réglage manuel de la distance focale avec la cale de hauteur, comme pour une gravure classique.
Réglages logiciel
Lors du lancement du logiciel
Taille de la zone de travail:
Menu Grandeur de la plaque > Dimensions
Largeur <=> la hauteur de l'objet (bouteille, vase...) Hauteur <=> la circonférence de l'objet
L'aperçu de la zone et du motif à graver reflète l'orientation physique de la machine:
La gauche est à gauche, la droite est à droite. Attention Ce qui correspond au HAUT et BAS de votre objet... dépend de comment vous l'installez sur le support rotatif. Pensez-y pour ne pas graver votre motif la tête en bas.
Rappel À partir d'un visuel en noir et blanc, la machine grave les traits, points, surfaces qui sont en noir.
Pour une gravure sur verre (transparent ?), afin d'améliorer la qualité de la gravure, certains recommandent de recrouvrir la zone à graver:
d'une serviette (en papier) humide (bien plaquée, sans bulles ni décollement)
de ruban de masquage type scotch bleu
Attention 1 si vous optez pour cette option, assurez-vous que le medium utilisé n'altère pas le mouvement des roues du support rotatif.3
Entretien et Maintenance Epilog Mini
Entretien et Maintenance Epilog Mini
🔥 Nettoyer le laser est un très bon moyen de prévenir tout départ de feu lors de l'utilisation de la machine. Une accumulation de résidus de découpe et de gravure peut être dangereux et peut créér un risques de flamme. Garder le laser nettoyé et sans débris et faire attention à enlever les débris régulièrement du bac de récupération pour une utilisation dans les meilleurs conditions.
🚨 À chaque utilisation
Passer un coup de chiffon sur la machine
Nettoyer le poste de travail à proximité
Jeter les chutes de coupe
Nettoyer la jauge d'auto focus
La jauge est montée à l'arrière du charriot qui porte la lentille de focus. Le bas de la jauge (la demi sphère au bout de l'arbre) doit être nettoyée régulièrement pour avoir un focus précis.
🧽 Utiliser un coton tige et une solution d'eau avec un peu de savon classique. Venir frotter la surface pour enlever tout résidu de fumée ou de projection.
📅 Une fois par mois
Nettoyer les lentilles et miroir
Si de la fumée, de la résine ou d'autres résidus s'accumulent, ils vont réduire drastiquement la capacité du laser et peuvent entrainer la détérioration des lentilles.
Les deux optiques les plus sujettes à s'encrasser sont la lentille de focus et le miroir juste au dessus. La lentille et le miroir sont intégrés dans le charriot mais peuvent être démontés pour le nettoyage. Il n'est cependant pas nécessaire de les démonter pour un nettoyage classique. Pour nettoyer plus en profondeur et démonter le système il faut enlever les deux vis CHC (3/32") qui retiennent la lentille du charriot.
🧽 Tremper un coton tige dans le solvent préalablement versé dans un petit récipient puis frotter légèrement les lentilles en veillant à tourner régulièrement le coton tige pour utiliser une surface propre jusqu'à ce que la lentille est visuellement propre. Puis avec un nouveau coton tige sec faire un mouvement de zigzag sur la lentille de haut en bas. Veillé à ne pas faire de mouvement rotatif trop appuyer ou régulier, enlever toutes fibres résiduels qui pourraient resté sur la lentille et laisser sécher celle ci avant toute utilisation.
Une autre lentille peut être a nettoyer moins régulièrement, la lentille de focus placer sur le bras motorisé à gauche. La même procédure est à appliquer.
Si il n'y a plus de produit de nettoyage fournit il est possible de le remplacer par de l'alcool de laboratoire pour éviter tout dépôt de résidus. Ne surtout pas utiliser de l'eau, de l'alcool isopropylique ou de l'acétone, ils contiennent des impureté qui risques d'endommager les lentilles.
📅 Une fois par semaine ou si de la poussière s'est accumulée
Nettoyer le l'encodeur optique et son guide
Si vous graver beaucoup de matériaux qui génère des débris et de la poussière il se peut qu'une partie aille de loger sur la bande qui sert à la machine à se repérer dans l'espace et empêcher son bon fonctionnement. Ils sont localisé en dessous de du cache de protection de l'axe X. L'encodeur optique fournit les informations nécessaire au positionnement précis du bras sur l'axe X. Si l'encodeur ou le lecteur est sale, l'axe X peut ne pas arriver à se localiser. Si cela arrive il faut enlever le carter de protection de l'axe et nettoyer la bande.
La bande optique est une fine pièce de plastique transparente qui à des très fine lignes gravés dessus.
Le lecteur est en forme de fer à cheval et entoure la bande plastique, il est possible que des débris ou de la poussière se glisse dans cette espace, un coup de soufflète à air comprimé devrait suffire à libéré cette espace (attention à la pression cependant).
Après le nettoyage fait, bien replacer les différents éléments à leurs places.
🧽 Frotter avec un coton tige imbibé d'eau distillé la bande.
Pour retirer le cache de protection il faut éteindre le laser, dévisser les deux vis de chaque coté du cache sur la face avant et les 5 sur la face arrière. Il n'est pas nécessaire d'enlever complément celle ci, juste de les dévisser partiellement suffit. Puis retirer le cache de protection pour rendre accessible la bande optique et son lecteur.
📅 Une fois par an
Nettoyer et lubrifier le rail à bille de l'axe X
🧽 Utiliser un tissu doux ou un coton tige avec un peu d'alcool pour nettoyer chaque guides à bille qui support le système optique. Un coton tige est parfait pour nettoyer l'intérieur du rail de l'axe X.
Utiliser un chiffon en coton sec pour nettoyer toutes la longueur du rail.
⚙️ Après l'avoir nettoyer, placer environ 2cm de graisse sur le dessus du rail de guidage de la courroie. La machine étant éteinte il sera aisé de faire circuler de gauche à droite le charriot de la lentille pour en graisser toute la longueur.
📅 Une fois par an
Nettoyer le tiroir à débris
🧽 On peut accéder au tiroir en ouvrant la porte avant de la machine (attention elle est un peu difficile à l'ouverture), deux petits ergot permettent de verrouiller et déverrouiller le tiroir en position.
Une fois ces ergots déverrouillés vous pouvez retirer le tiroir, le vider et le remettre en place.
📅 Une fois par mois
Nettoyer la ventilation
🧽 Passer un chiffon microfibre sec sur les fente de ventilations dans la machine (fente horizontale et verticale sur la plaque du fond de l'espace de travail) et passer la microfibre dans le conduit d'évacuation de l'air sur l'arrière de la machine.
📅 Une fois par an
Maintenance du tube laser
Le laser utiliser dans cette machine ne nécessite une maintenance très faible pour son fonctionnement. Il est cependant utile de vérifier que tous les ventilateurs (présent sur le haut de la machine) fonctionnent pour éviter toutes surchauffe du système. Si nécessaire passer un coup de soufflette à air comprimé pour désencrasser les pales des ventilateurs.
Erreur d'impression, entretien et maintenance d'une imprimante 3D
Erreur d'impression, entretien et maintenance d'une imprimante 3D
Les problèmes d'impression 3D
Sur ces sites, vous trouverez un etat des lieux des problèmes identifiés qui entraînent des impressions de mauvaises qualitées et des conseils pour les résoudre.
Lors d’une impression, la tête d’impression ainsi que le plateau de votre imprimante sont en mouvement. Si les axes ou les vis sans fin ne sont pas assez lubrifiés, il y a risque de grippage et d’usure.
Par conséquent, la qualité de vos impressions risque de se dégrader (décalage sur les objets imprimés et autres déformations). Par la suite, il se pourrait même que des éléments mécaniques se bloquent et cassent.
Nettoyer avec un chiffon les axes et les vis sans fin
Lubrifier les tiges de guidage de l'imprimante avec modération car cela peut retenir la poussière s'il y en a trop (avec de la graisse PTFE ou une autre huile compatible pour le plastique ou de la WD40)
Pour la vis sans fin, mettre une noisette de graisse et faire monter et descendre le plateau plusieurs fois pour bien répartir la graisse
Nettoyer la buse d'impression
La buse d’impression est un des éléments les plus importants de l’imprimante, en effet, c’est par cette pièce que vient être déposé le matériau d’impression couche après couche. Une buse non entretenue peut partiellement ou entièrement se boucher et cela peut créer des défauts
d’impression et des obturations. Par conséquence s’assurer de la propreté d’une buse d’impression est indispensable et essentiel.
Pour cet entretien, toutes les 2 ou 3 bobines du même matériau ou à tout changement de matière, nous recommandons de charger et d’extruder pendant quelques minutes avec un filament de nettoyage, particulièrement si vous imprimez avec des matériaux techniques. Le rôle du matériau de nettoyage est d’intercepter les débris résiduels de matière dans la buse et les extraire lors de l’extrusion.
Il se peut que, lorsque que vous extrudez votre filament de nettoyage, la buse soit totalement bouchée et que rien n’en sorte. Dans ce cas, extraire le filament de la tête, mettre celle-ci en chauffe puis passer une aiguille de type « acuponcture » ou un petit foret par l’extrémité de la buse. Pour finir il faudra extruder le filament de nettoyage pour bien finir le nettoyage des résidus qui obstruaient la buse.
Réglage du niveau du plateau d'impression
La première couche de l’impression est d’une importance capitale car celle-ci détermine la bonne adhésion de votre objet au plateau, c’est là qu’intervient le réglage du plateau d’impression. Ce réglage consiste à vérifier la distance en Z entre le plateau et la buse d’impression, cette distance est d’environ 0,2mm. Des écarts au niveau du nivelage du plateau peuvent apparaitre après de nombreuses manipulations ou après le déplacement de la machine.
Pour vérifier cette distance, 2 possibilités s’offrent à vous :
Votre imprimante dispose d’un système de vérification qui réajuste automatiquement la distance en Z (auto-leveling). Dans ce cas, si la machine ne lance pas automatiquement la procédure avant chaque impression, il vous suffira de la lancer manuellement de temps en temps. La machine peut éventuellement demander une intervention manuelle.
Votre imprimante ne dispose pas d’un système de vérification automatique du plateau, dans ce cas une intervention manuelle est requise. Vérifiez la distance en Z à l’aide d’une feuille de papier intercalée entre la buse et le plateau, et ajustez l’écart à l’aide des vis de réglage sous le plateau jusqu’à obtenir un léger frottement de la feuille entre le plateau et la buse. La vérification de cette distance, doit-être effectuée à plusieurs endroits sur le plateau (les 4 angles plus le centre).
Il existe des fichiers STL qui permettent de verifier le bon nivellement du plateau.
Le feeder est le mécanisme qui permet d’entrainer le filament d’impression jusqu’à la tête d’impression, il est généralement composé d’un moteur, d’une roue d’entrainement, et d’un système de serrage pour ajuster la pression au niveau de la roue d’entrainement.
Resserrer les vis
Au cours des impressions, la machine subit l'effet des vibrations et avec le temps certaines vis peuvent se desserer, voir tomber si on ne le fait jamais !
Retendre les courroies
Penser à vérifier la tension des courroies de l’imprimante.
Une tension trop basse se caractérisera souvent par des décalages sur les pièces imprimées, des claquements lors des impressions et en général par un aspect « flottant » de la courroie.
Il est recommandé de le nettoyer toutes les 300 heures d’impression (plus souvent ca permet aussi d'éciter des problèmes), si vous ne pouvez pas le démonter complétement, passez un coup de soufflette pour enlever les poussières et résidus de filament plastique.
Conserver son filament
Le filament devient cassant s'il est entreposé dans des lieux humides.
Message d'erreur sur une imprimante 3D
L'erreur E1 printer Halted Thermal Runaway
Cette erreur est lié à une fonction de sécurité sur les éléments chauffant de l'imprimante 3D (Thermal Runaway Safety du firmware Marlin). Cette fonction de sécurité arrête le processus d'impression en cas de problème sur les éléments chauffants ou de ceux qui surveillent les éléments chauffants (de la buse ou du plateau).
- Si cette erreur intervient pendant la montée en température ou l'impression, il y a des chances que ce soit un des éléments chauffants ou une de thermistance qui surveille la température qui pose problème
- Si cette erreur intervient au lancement de l'imprimante, le problème vient très certainement de la carte mère.
Principe
Un capteur capacitif détecte la distance par rapport à un obstacle. Pour l'imprimante 3D CR 10sPro il est utilisé en tant que capteur de fin de couse pour l'axe Z. Il est légèrement au dessus de l'orifice de la buse afin que le plastic imprimé sur le plateau ne touche pas le capteur.
Étapes pour régler la hauteur de détection du capteur capacitif de la Créality CR-10 Pro
Éteindre l'imprimante
Baisser la tête d'impression jusqu'à ce que la buse touche le plateau (vous pouvez la descendre à la main)
Ajuster la hauteur du capteur capacitif en dévissant les vis de serrage qui se trouvent sur le coté du capteur (Mettre le capteur à 5mm de la buse ou du plateau)
Allumer l'imprimante et observer la Led qui se trouve au dessus du capteur:
Lorsque la led est allumée le plateau est détecté
Si la Led est éteinte le plateau n'est pas détecté
A l'aide d'un tournevis, ajuster la vis de réglage pour se placer à la limite de la détection (quand la led s'allume)
Arrivé à cette étape, nous avons effectué un réglage grossier. Il s'agit maintenant de faire le réglage fin.
Dans le menu de l'imprimante, lancer la calibration du plateau.
Au final, il doit y avoir l’équivalent d'une cale de 0.2 mm entre le plateau et la buse.
Si la buse est trop proche du plateau visser la vis du capteur (si elle est trop loin dévisser)
Mise a jour des software (ou firmware)
Il est recommandé de garder à jour votre machine, ainsi que son slicer sur votre ordinateur, en effet les fabricants apportent régulièrement des améliorations afin de rajouter des fonctionnalités, corriger des bugs ou faire des optimisations.
Les mises à jour firmware (logiciel carte électronique de la machine) et software (logiciel sur votre ordinateur) sont directement disponible sur le site internet du fabricant de votre imprimante.
Les Silhouettes sont des outils électroniques de découpe permettant de découper une grande variété de matériaux, comme le papier, le film vinyle, le papier cartonné, le tissu, les films de transfert textiles et bien plus encore.
Elles se connectent à un ordinateur comme une imprimante.
Avec le logiciel inclus Silhouette Studio, vous pourrez créer et découper vos propres dessins, utiliser les polices déjà installées sur votre ordinateur...
La Silhouette Cameo 4 est munie d’un écran tactile, connexion Bluetooth ou USB avec un chargeur de rouleau, un massicot intégré et son double chariot.
Découpez du vinyle, du papier cartonné, du tissu, de la feutrine, du similicuir et plus encore !
La Cameo 4 permet de découper des médias tendres allant jusqu’à 3 mm d’épaisseur et détecte automatiquement l’outil inséré.
Elle permet de larges découpes, jusqu'à 3 mètres de long pour une largeur maximum de 60 cm.
Logiciel Silhouette Studio
Minimum requis: Windows 8/8.1, Windows 10 - Mac OS 10.12 - (Chromebook et Linux ne sont pas compatibles)
TransferID (usine située 35 Rue de Malacussy, Saint-Etienne, à la limite avec La Ricamarie, possiblité de commander en ligne et de récupérer la commande sur place)
ATTENTION: sur ce modèle ce paramètre correspond à la longueur physique de la lame qui se règle manuellement en intervenant sur la machine:
utiliser le "tube" autour de la tête de découpe et faire correspondre la flèche au numéro correspondant.
Force 20-25: découpe le vinyle + son papier support
Force 10 découpe seulement le vinyle
Vitesse: 4
Passages: 1
Profondeur: 3 (à voir si 2 ça ne suffirait pas?)
Cameo 1 > Flex / flock
Format : dxf (depuis Inkscape > Enregistrer sous > AutoCAD DXF R14)
Lame: 3
ATTENTION: sur ce modèle ce paramètre correspond à la longueur physique de la lame qui se règle manuellement en intervenant sur la machine:
utiliser le "tube" autour de la tête de découpe et faire correspondre la flèche au numéro correspondant.
A la suite du changement de notre tube laser, on avait fait un réglage un peu trop rapide des miroirs et l'efficacité du laser s'en est ressenti au fur et à mesure car au bout de 3 mois celui-ci ne découpait meme plus du MDF de 3mm. Un peu dommage pour un laser de 130W.
Il existe différentes techniques pour régler les miroirs de sa machine.On a fait un mixte de ces techniques pour l'adapter à notre problème (vous retrouverez les tutoriels utilisés dans la liste des ressources avec des schéma explicatifs qui sont très bien mais pas libre de droit donc on vous conseille d'aller lire les liens ... car une image est bien plus parlante que du texte)
Vérifier l'alignement du miroir
La première étape consiste à vérifier l'alignement du miroir.
Pour effectuer cela on va
positionner du scotch de peintre sur le miroir numero 3 (celui au-dessus de la buse laser)
diminuer la puissance du laser (entre 25 et 30%) en uutilisant le potentiomètre réglant l'intensité du laser
faire un pulse sur la machine (pour voir l'impact du fasiceau du laser)
vérifier le positionnement en faisant cela dans les 4 angles du plateau (pour verifier les écarts sur les axes X et Y)
Si des décalages sont observés (que tous les impacts ne sont pas centrés on va devoir corriger la trajectoire du faisceau laser en réglant les différents miroirs)
Tester et régler le miroir 1
On va vérifier la direction du faisceau laser sortant du miroir numero 1:
en collant du scotch de peintre sur le miroir numero 2
en rapprochant le miroir 2 proche du miroir 1 (afin de réduire l'écart du faisceau)
faire un pulse sur la machine (pour voir l'impact du fasiceau du laser)
observer le résultat de l'impact si c'est centré on continue sinon on règle le positionnement du miroir jusqu'a a avoir un impact qui est centré (pour règler la position du miroir on va utiliser les 3 vis derrière les miroirs, lire les explications à l'étape 4)
on éloigne le miroir 2 au plus loin du miroir 1 (afin de réduire l'écart du faisceau)
faire un pulse sur la machine (pour voir l'impact du fasiceau du laser)
observer le résultat de l'impact si c'est centré on poursuit sinon on règle le miroir jusqu'a a avoir un impact qui est centré
Tester et régler le miroir 2
On va vérifier la direction du faisceau laser sortant du miroir numero 2:
en collant du scotch de peintre sur le miroir numero 3
en rapprochant le miroir 3 à proximité du miroir 2
faire un pulse sur la machine (
observer le résultat de l'impact si c'est centré on continue sinon on règle le positionnement du miroir jusqu'a a avoir un impact qui est centré
on éloigne le miroir 3 au plus loin du miroir 2 (afin de réduire l'écart du faisceau)
faire un pulse sur la machine (pour voir l'impact du fasiceau du laser)
observer le résultat de l'impact si c'est centré on poursuit sinon on règle le miroir jusqu'a a avoir un impact qui est centré
Régler les miroirs en utilisant les vis de réglage
Chaque vis correspond à un règlage bien prècis (une illustration est fourni dans le lien comment aligner un miroir dans la partie ressource):
La vis située sur le haut du support de miroir permet de régler le miroir en hauteur
La vis située en bas à gauche permet de régler le miroir su l'axe horizontal (de gauche à droite)
La vis située en bas à droite permet de règler le faisceau en diagonal
Pour vérifier le bon fonctionnement de votre laser faite des tests de découpe avec un matériau prévu pour la découpe d'une épaisseur max et ceci dans les 4 angles de votre plateau et vérifier que tout se passe bien (sinon vous pouvez faire quelques réajustements)
ATTENTION : Bien penser à remettre au maximum le potentiomètre d'intensité de votre faisceau laser