Un total de 9 pages a été trouvé avec le mot clé Fraisage.
S'auto-former à la fraiseuse MDX50 pour réaliser une carte électronique pour ses composants
S'auto-former à la fraiseuse MDX50 pour réaliser une carte électronique pour ses composants
Avant le départ de Maxime pour Hambourg, on a organisé un temps de formation avec Colin un adhérent du FabLab pour prendre en main les logiciels permettant de créer une carte électronique au sein du FabLab.
Ce tutoriel doit permettre de comprendre les différentes étapes de la création du chéma électrique jusqu'au fraisage de la carte. Dans le cadre de ce tutoriel, nous allons réaliser une carte permettant d'allumer une led en appuyant sur un bouton. Michaël - Chargé de projet FabLab OpenFactory et réseau des espaces de fabrications numériques du 42.
KiCAD pour dessiner son schéma et concevoir sa carte électronique
KiCad est une suite logicielle libre de conception pour l'électronique pour le dessin de schémas électroniques et la conception de circuits imprimés.
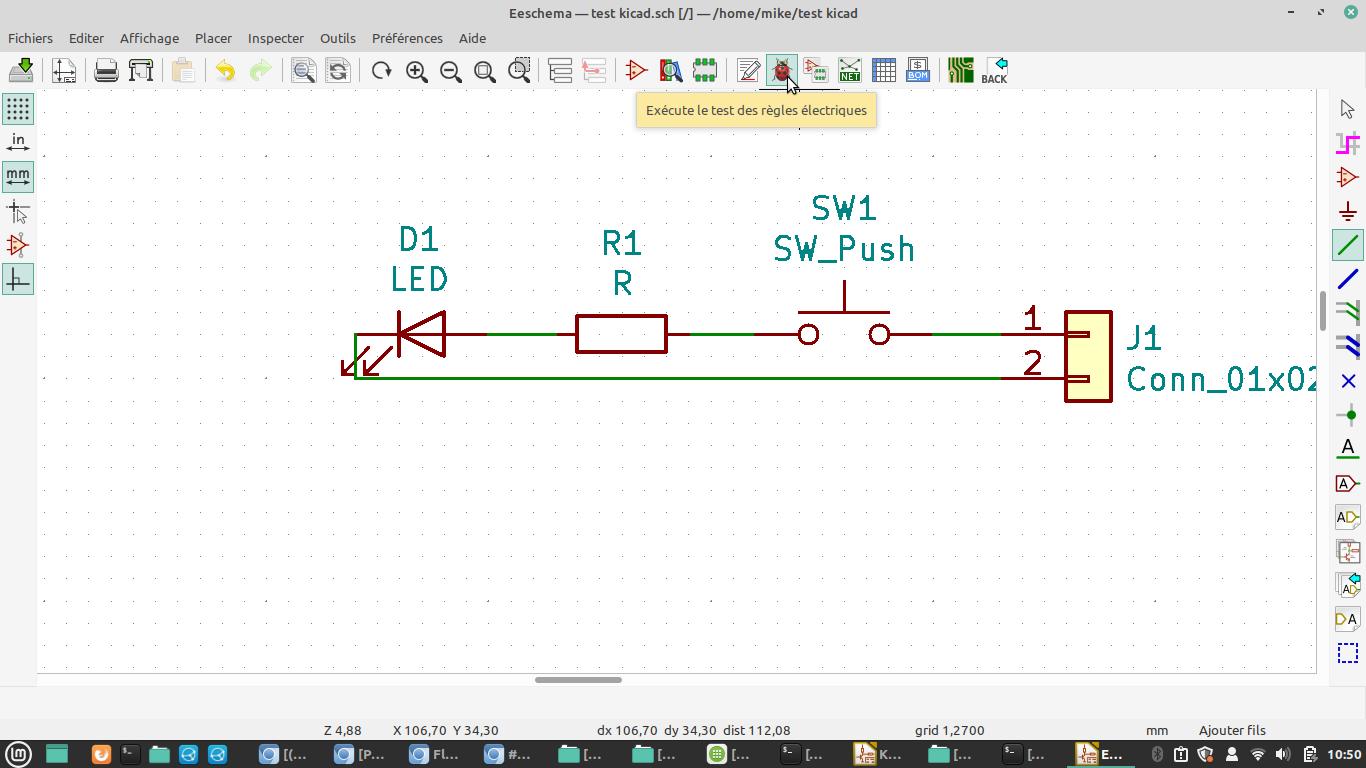
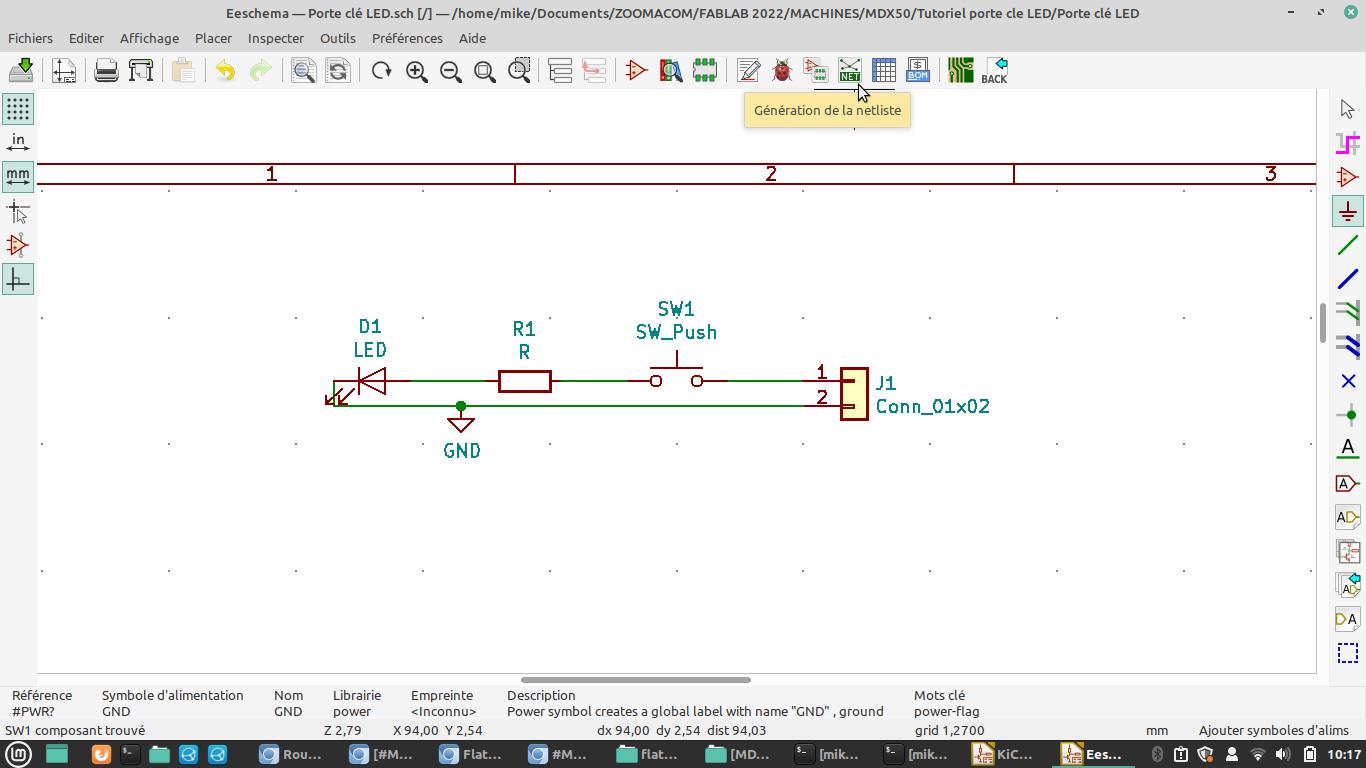
Nous allons réaliser le schéma électronique de cette carte en intégrant les composants suivant :
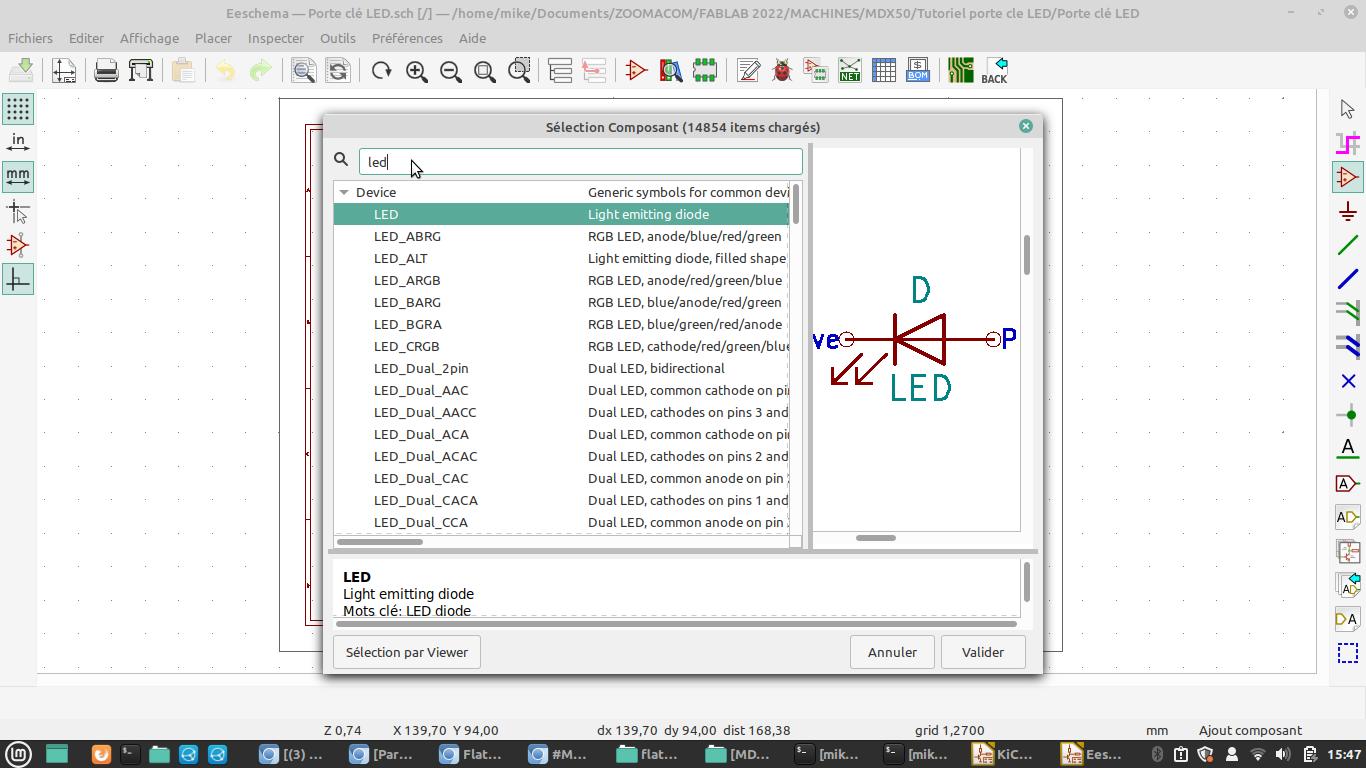
Une diode
Une résistance
Un bouton poussoir
2 connecteurs (pour brancher une alimentation, par exemple un boitier de pile)
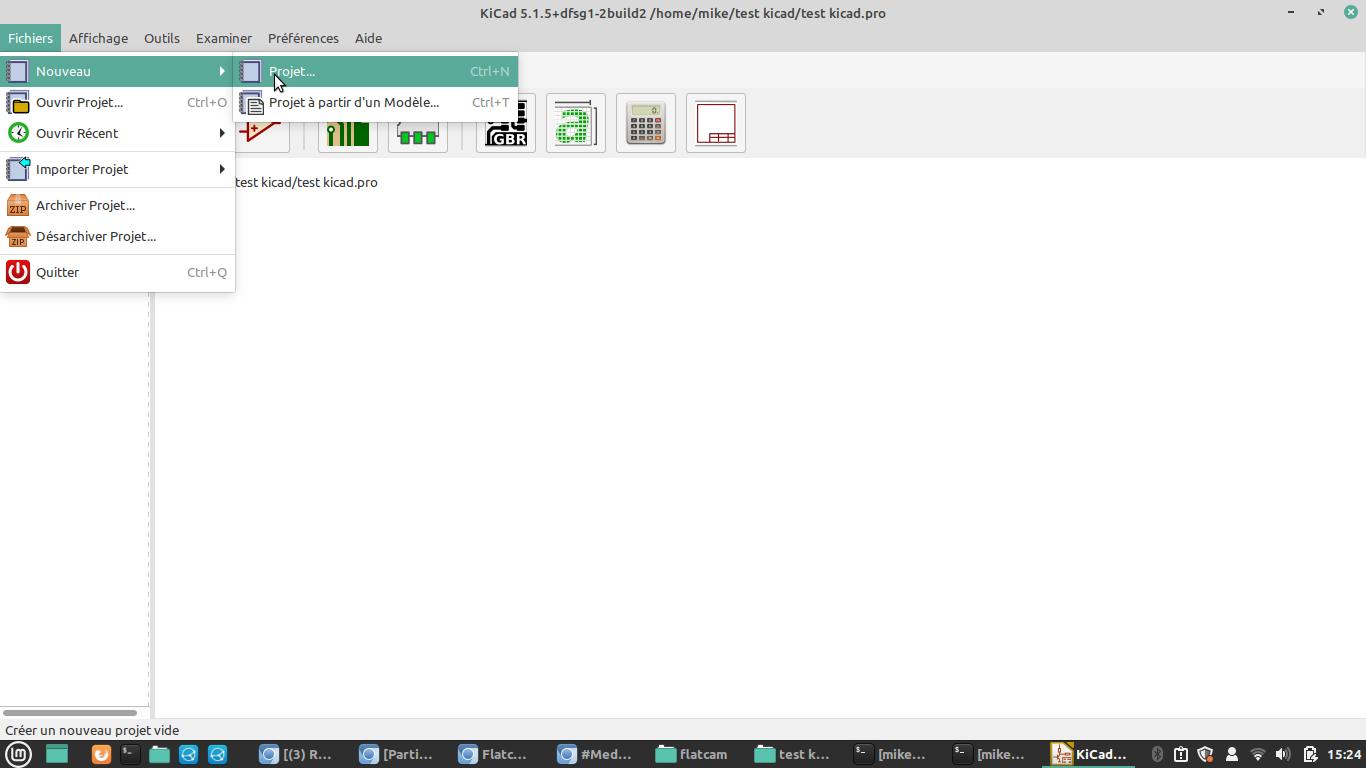
Démarrer un nouveau projet
Pour commencer un projet on va sélectionner dans le menu Fichier => Nouveau => Projet
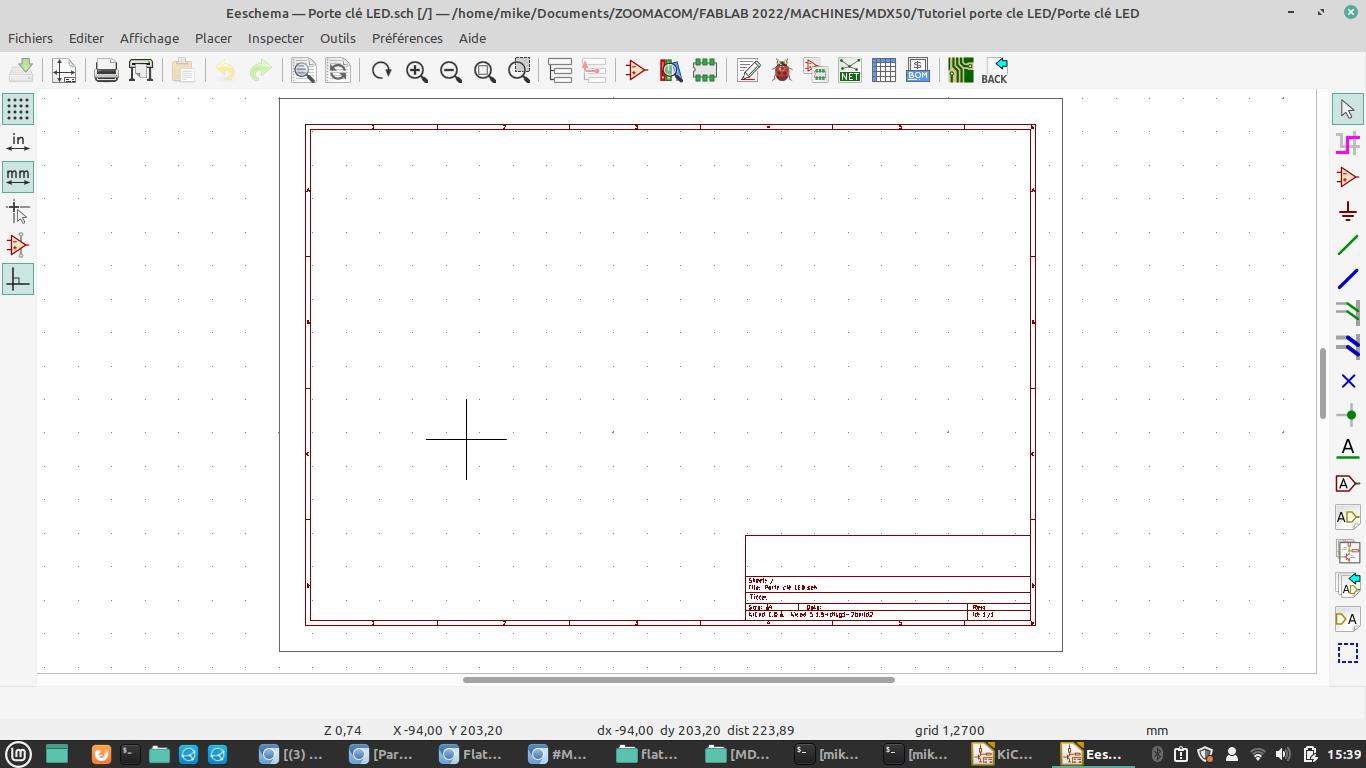
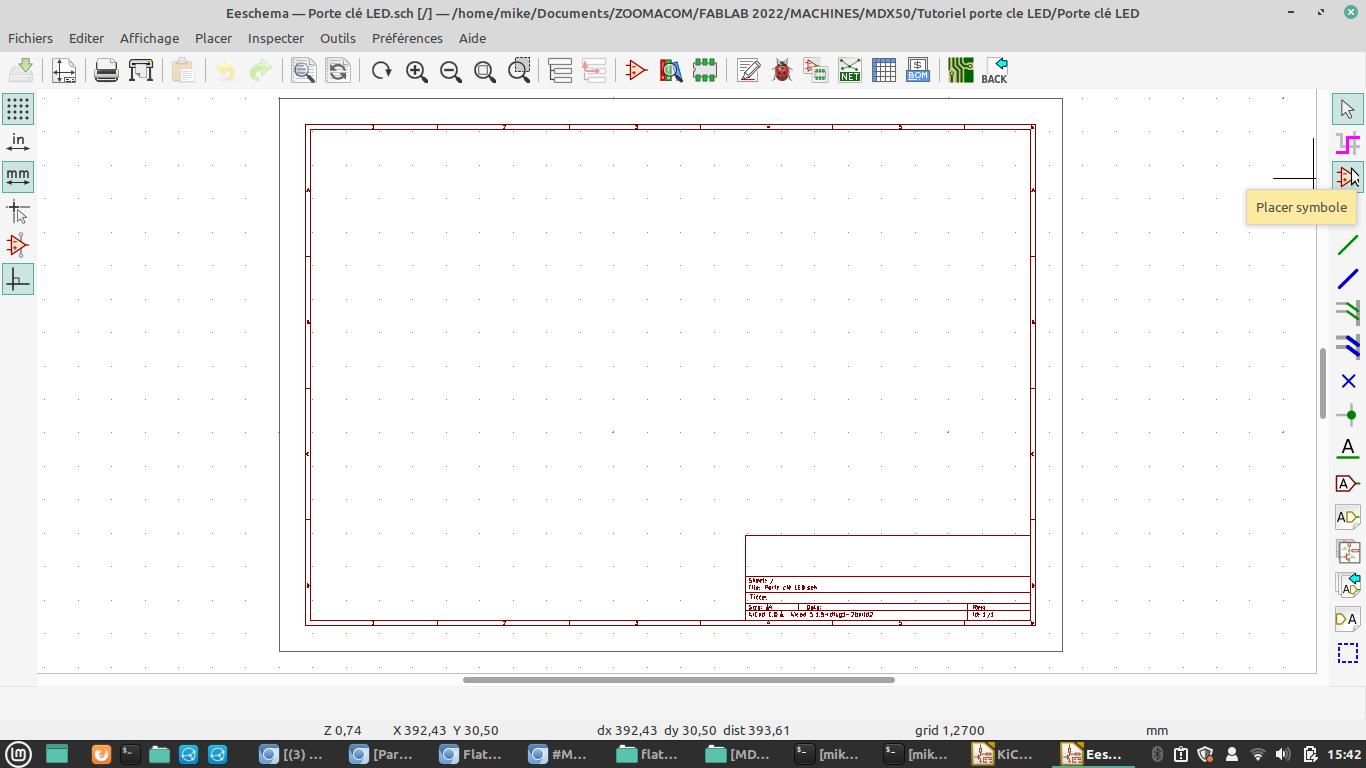
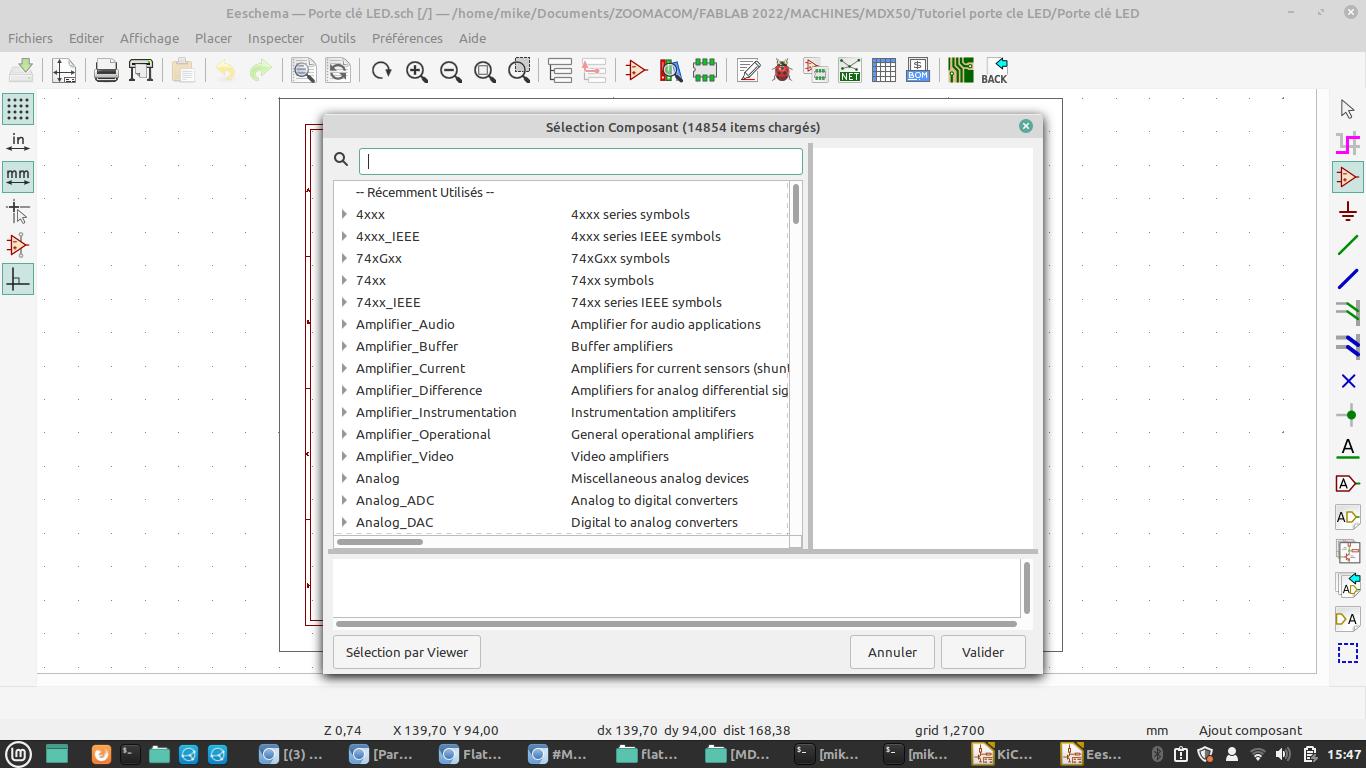
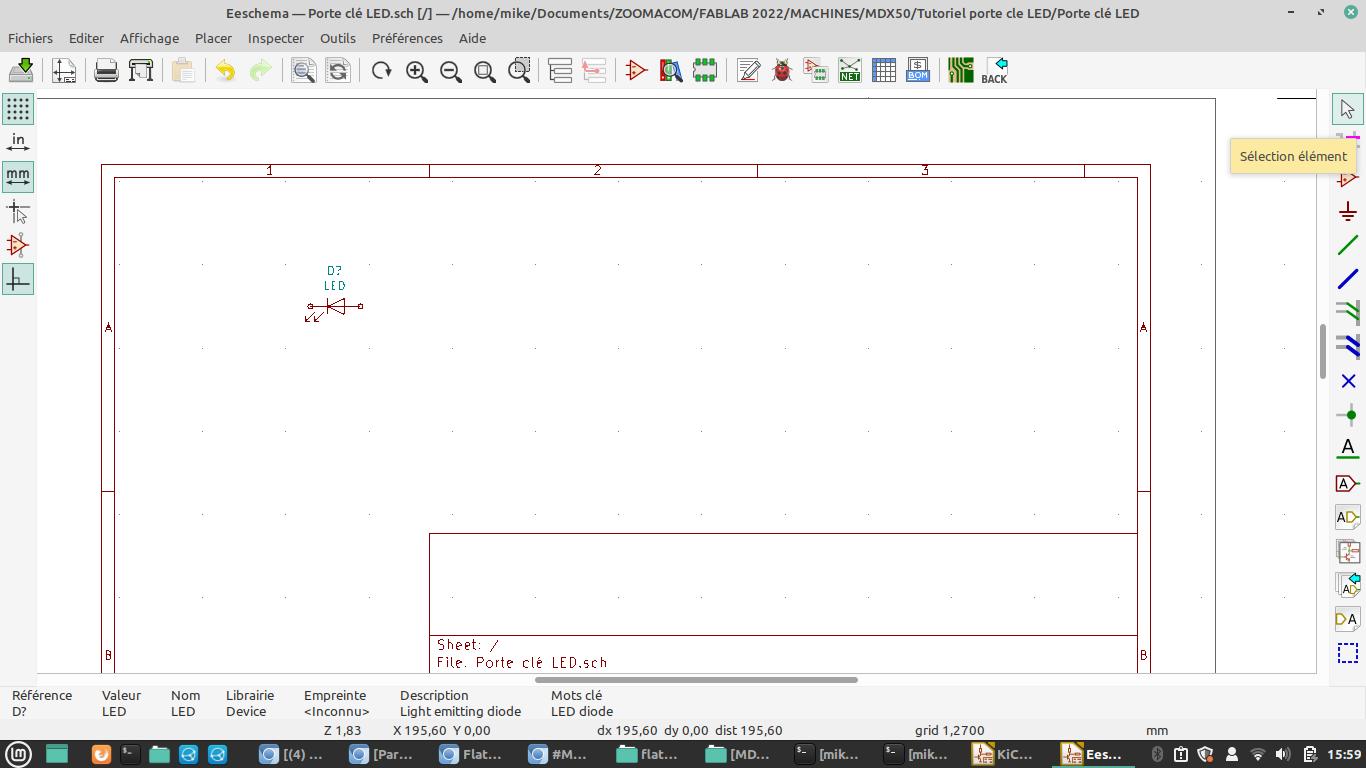
On va commencer par la diode. Pour placer un composant il faut cliquer sur le bouton du menu de droite appelé "Placer symbole"Placer symbole et ensuite on cliquera dans la zone de dessin du schém électrique, ce qui ouvrira les composants intégrés à notre logiciel
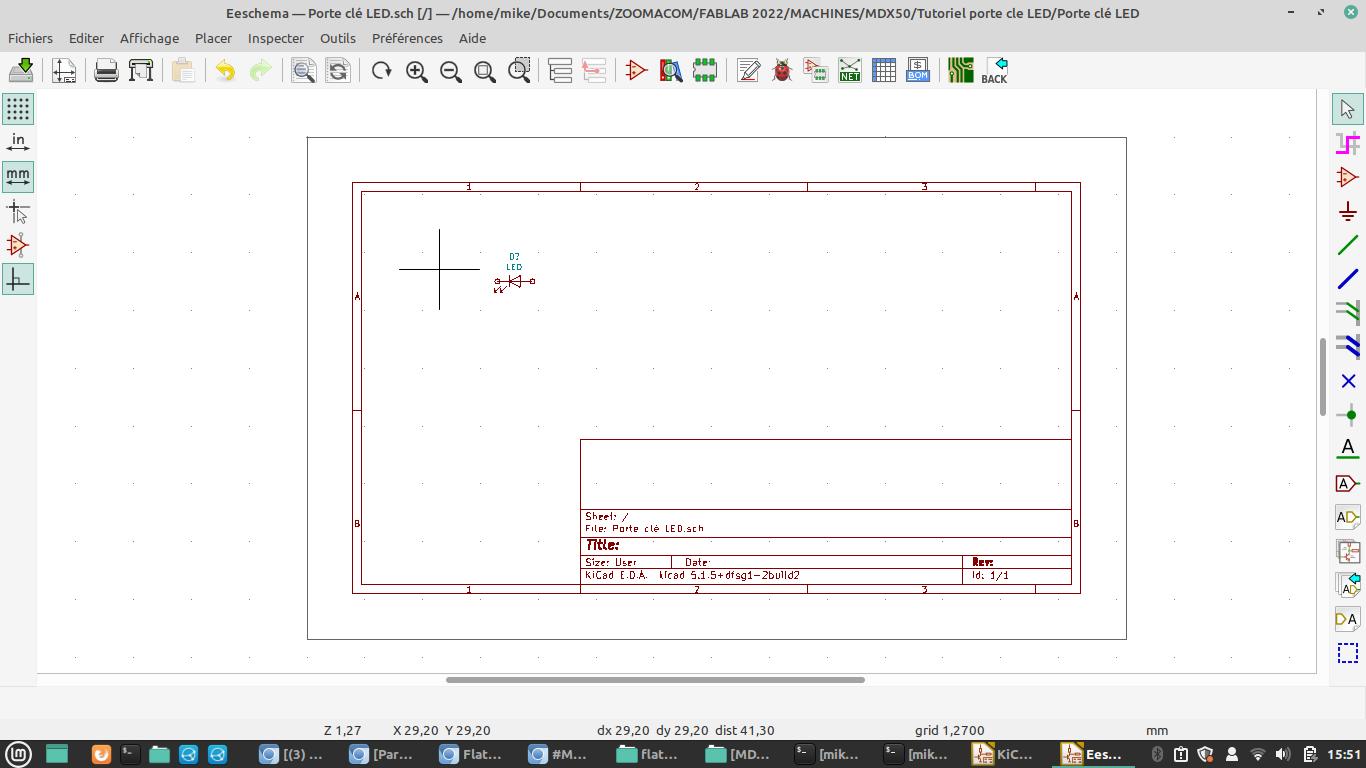
Ce qui nous positionnera l'élément suivant sur notre schéma (attention j'ai zoomé sur mon élément, il peut etre beaucoup plus petit lorsque vous le ferez)
LED positionnée sur le schéma
On peut faire une rotation d'un élément en sélectionnant un élément (menu de droite) en sélectionnant l'élément et en appuyant sur la lettre R de votre clavier. Sélectionner un élément
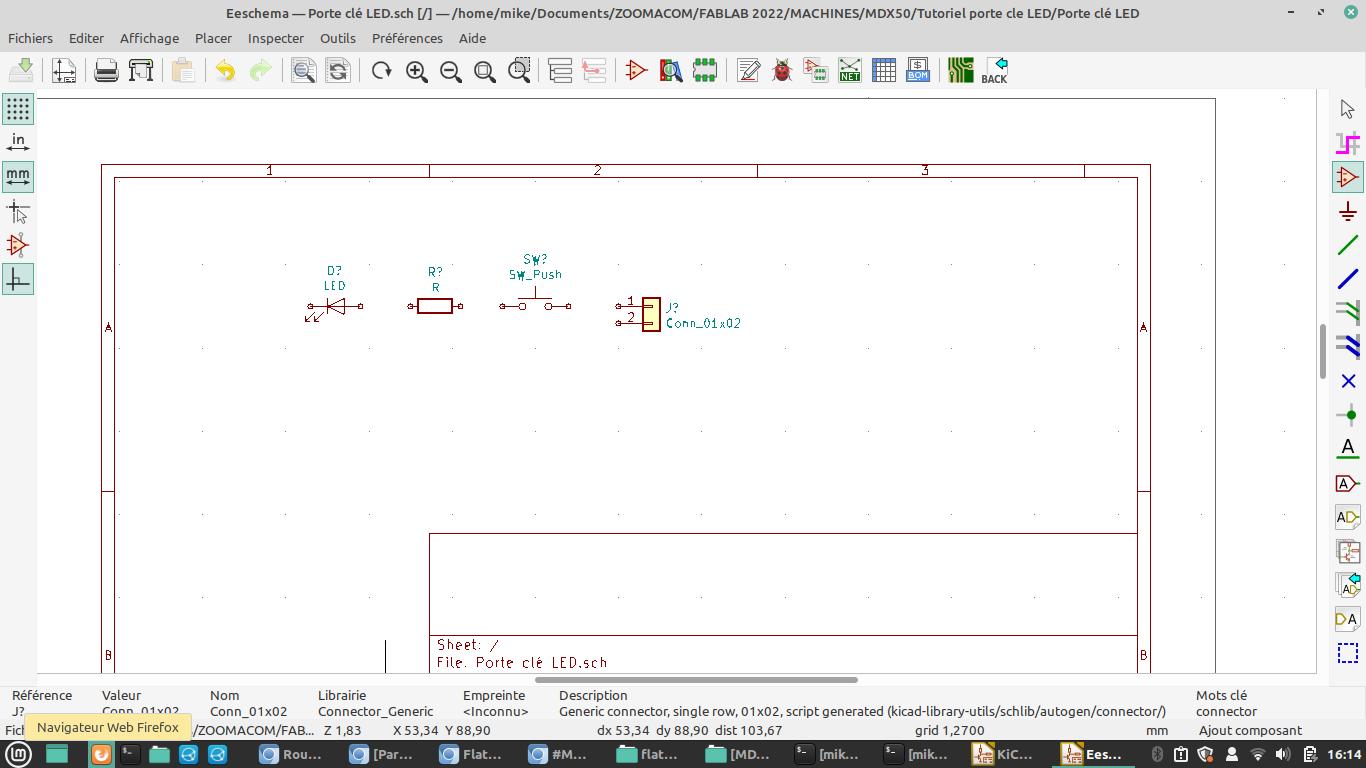
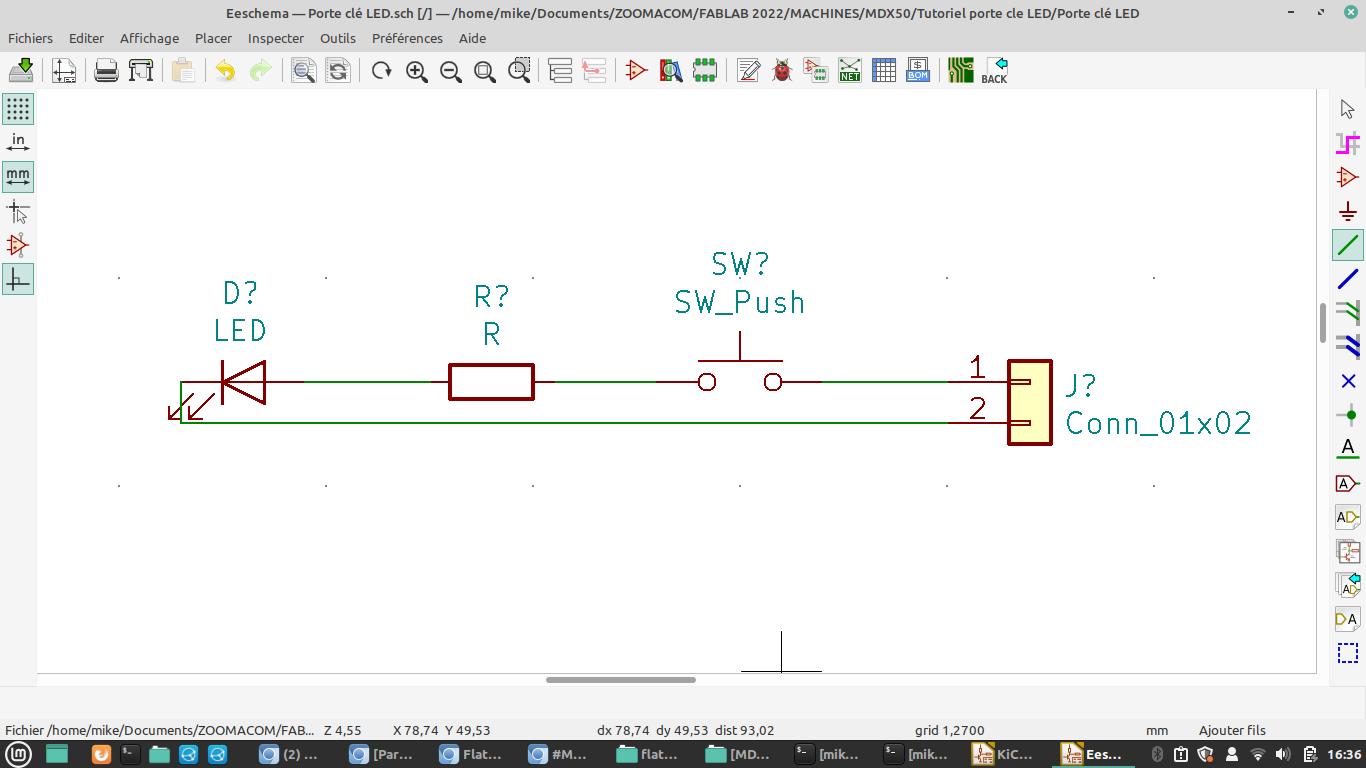
On va répéter cette opération pour placer les éléments suivants :
Une résistance (la plus simple de la bibliothèque appelée "R")
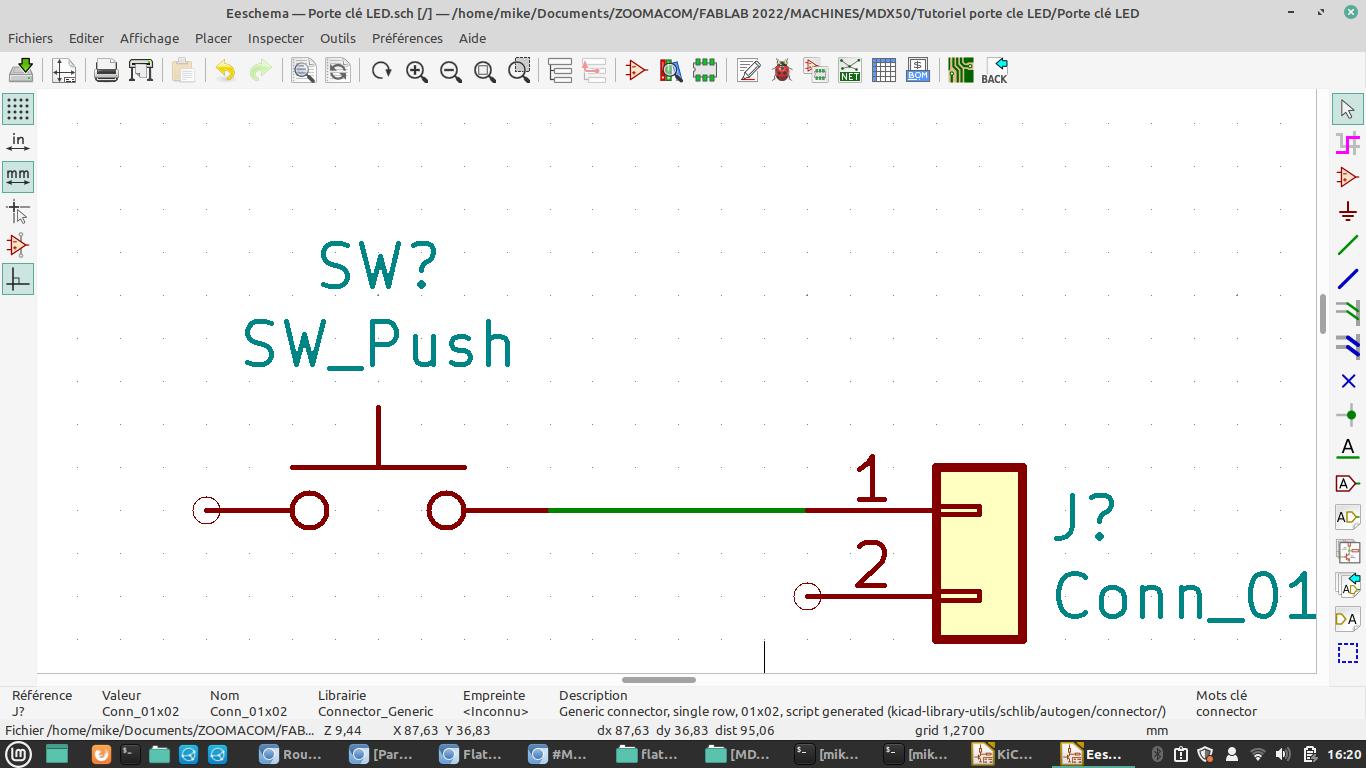
Un bouton poussoir (appelé "SW-Push" dans la bibliothèque)
Un connecteur générique (appelé "Conn_01x02" dans la bibliothèque)
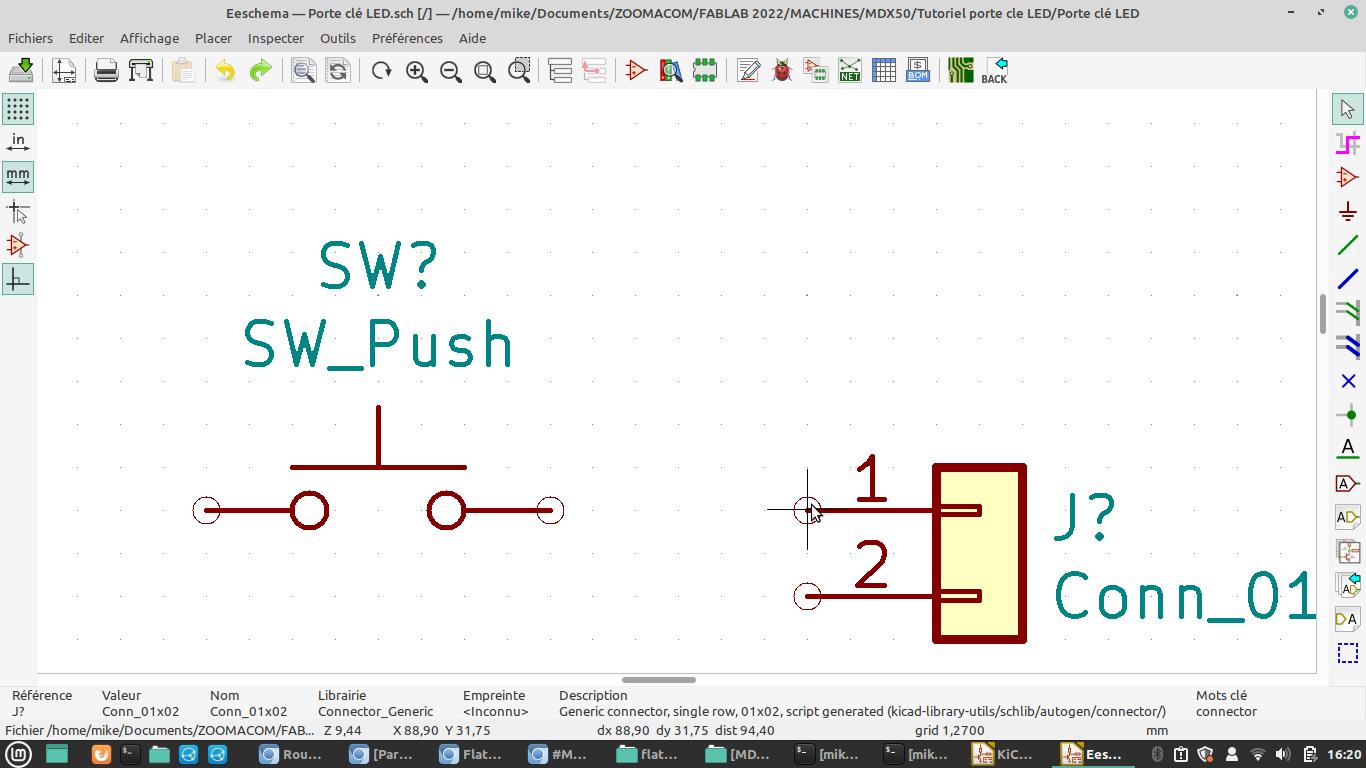
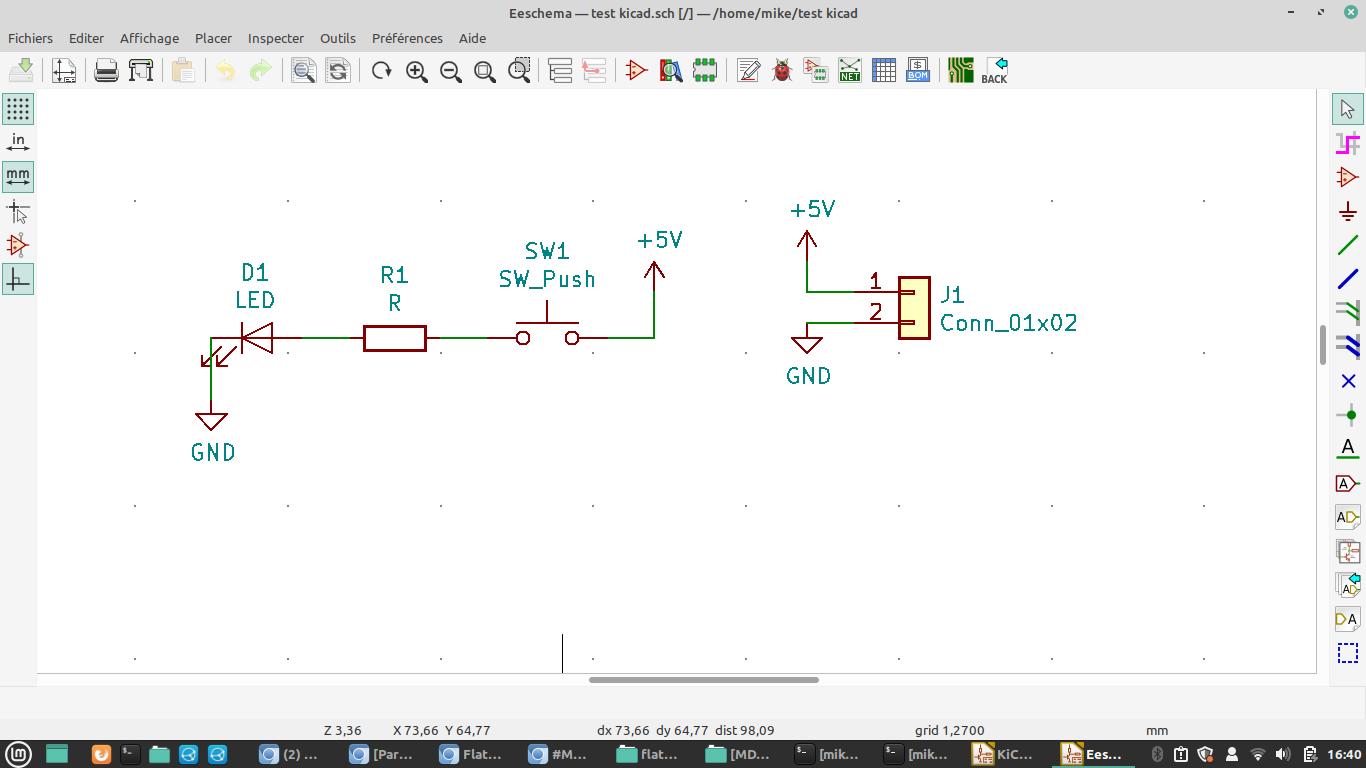
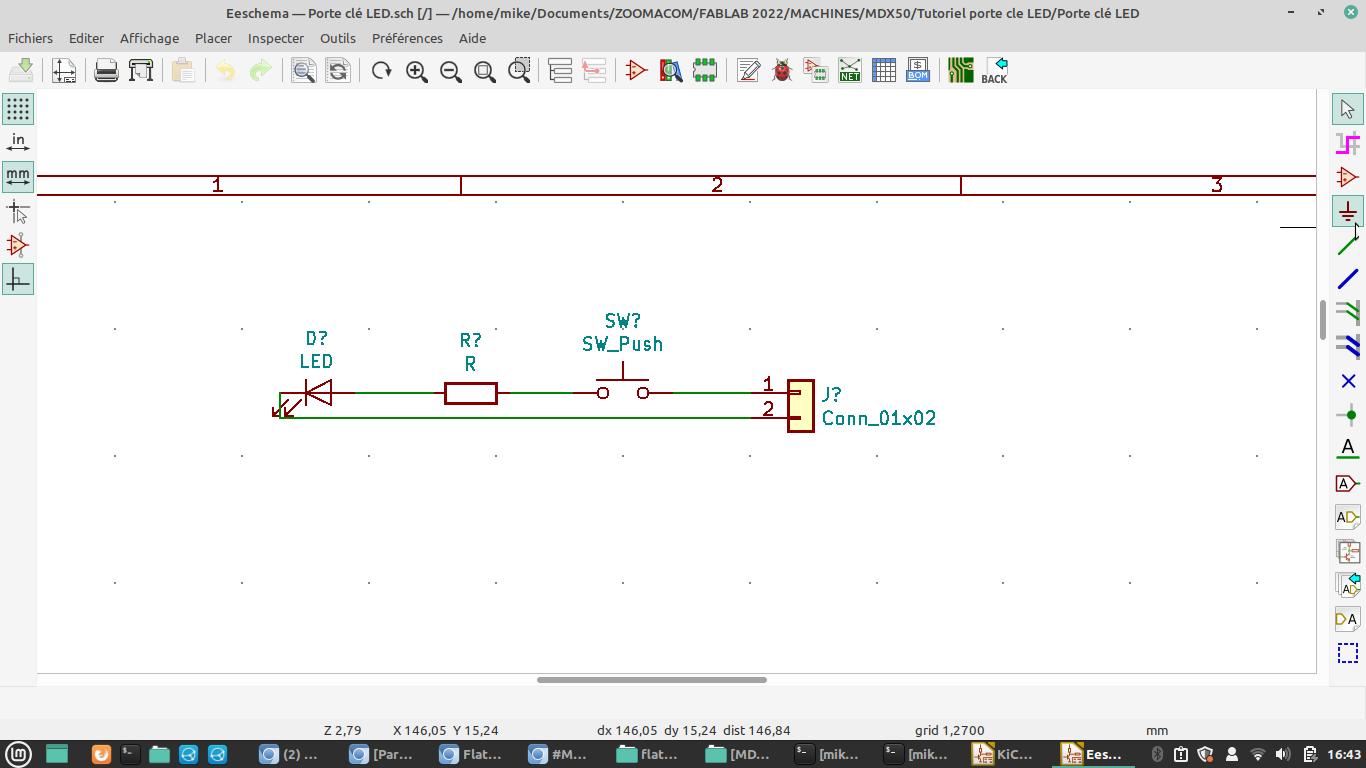
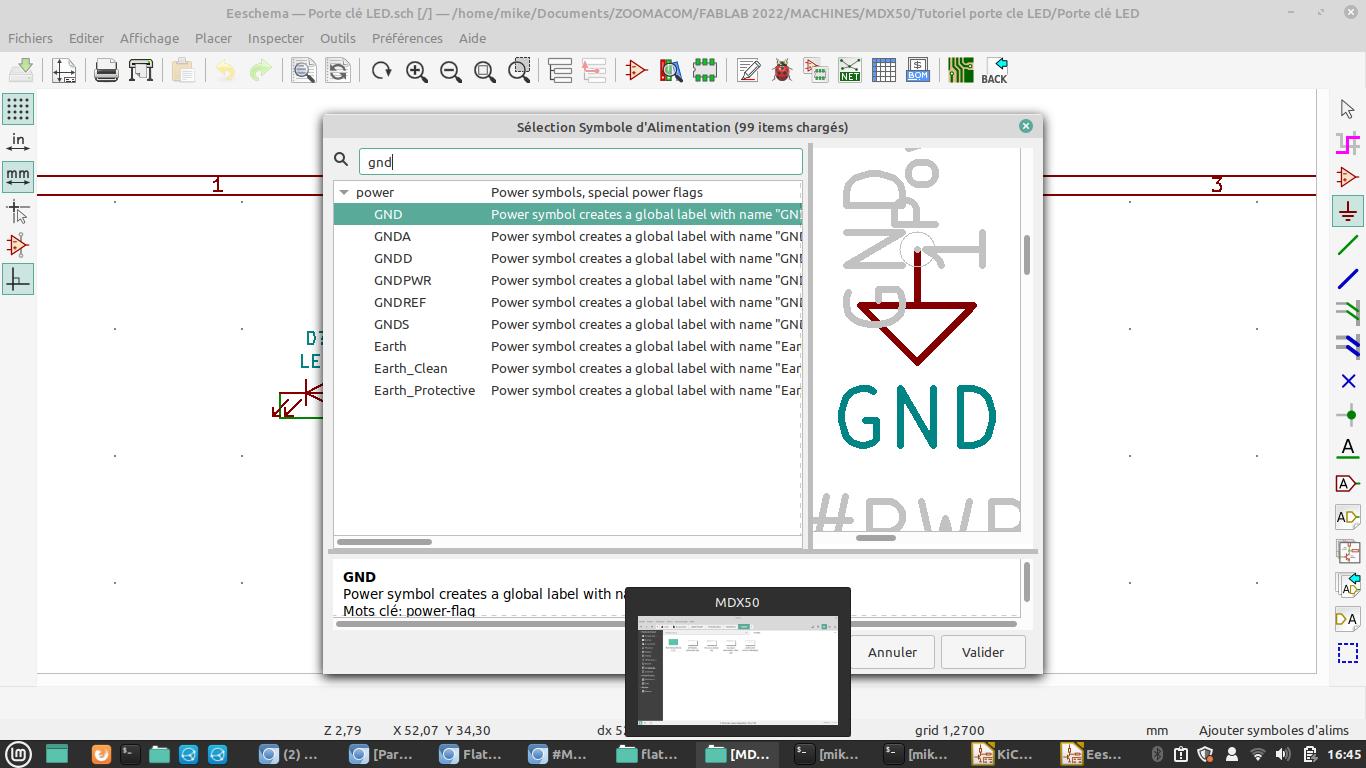
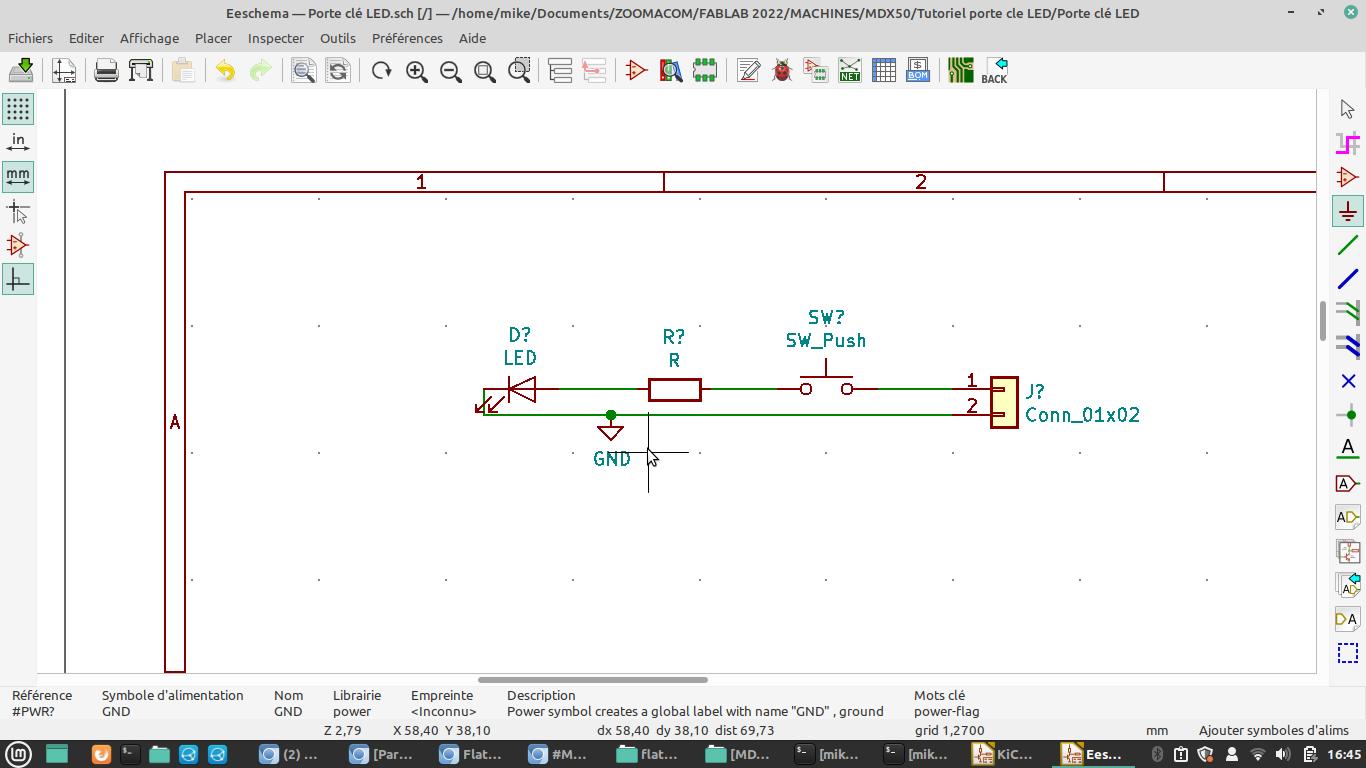
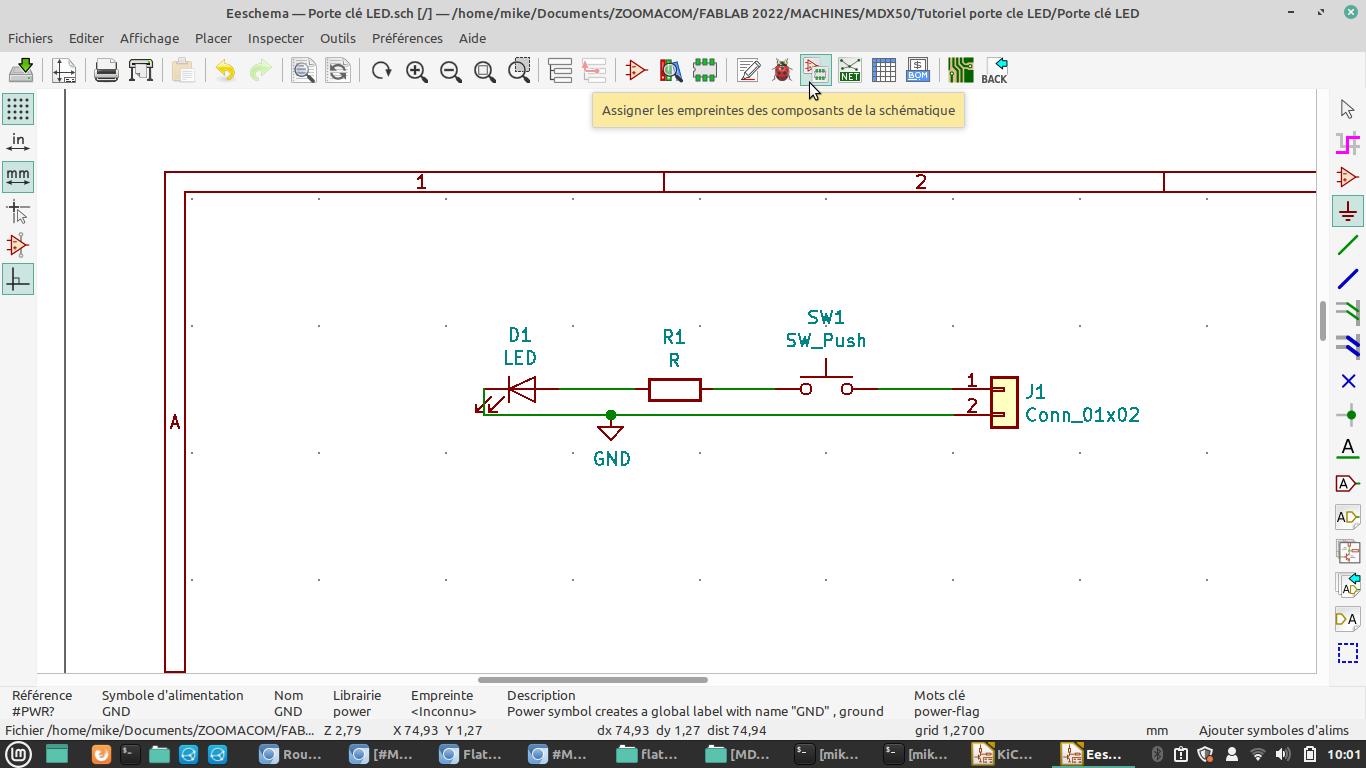
Lorsqu'on a des circuits électriques plus complexes on peut insérer des "Power Flag" Pour avoir des tensions et des masses en référence. Cela permet de mettre en décaler l'alimentation
Je clique ensuite sur un fil, une fenetre s'ouvre et je selectionne la tension choisie (ici la masse)
Sélectionner Power Flag GNDGND
Il faut reproduire la meme chose en installant un PWR FLAG (lorsqu'on n'a pas de composant alimentation, pour la masse comme pour le +5V )
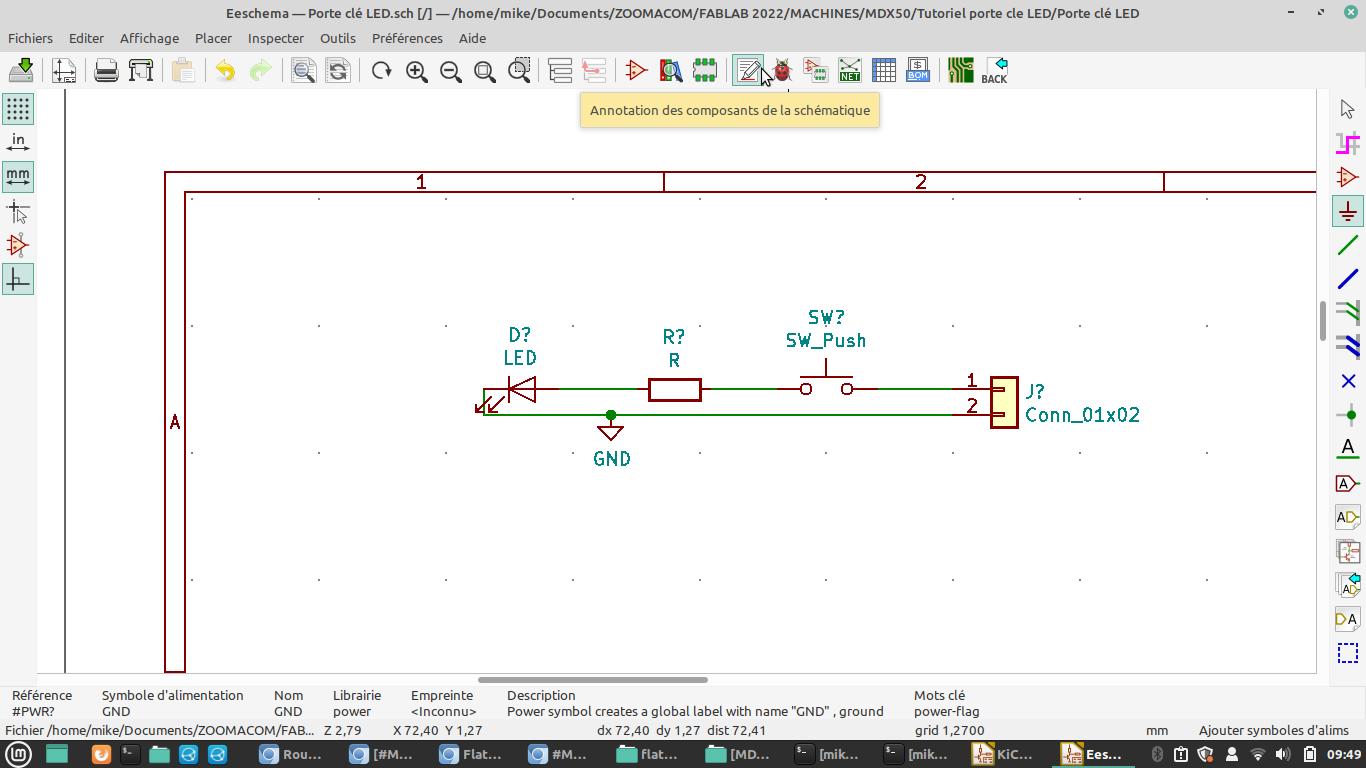
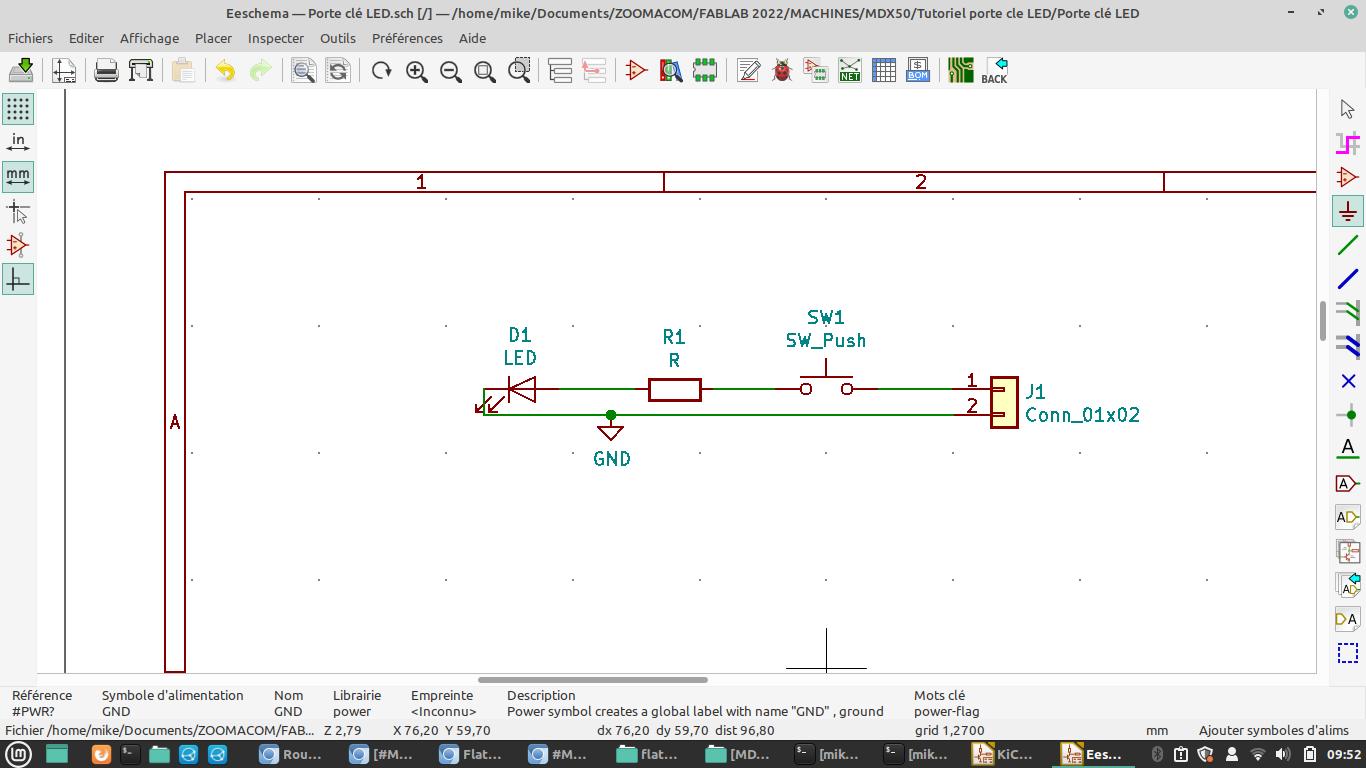
Maintenant on va attribuer les noms de nos composants (enfin c'est plutot des numéros en électronique, par exemple D1, R1, R2...). Pour cela on va utiliserle menu en haut avec la fonction "Annotation des composant de la schématique"
Ensuite, nous allons verifier les erreurs que nous aurions pu faire dans notre schéma. En cliquant sur le bouton du menu du haut "Execute le test des erreurs électriques"
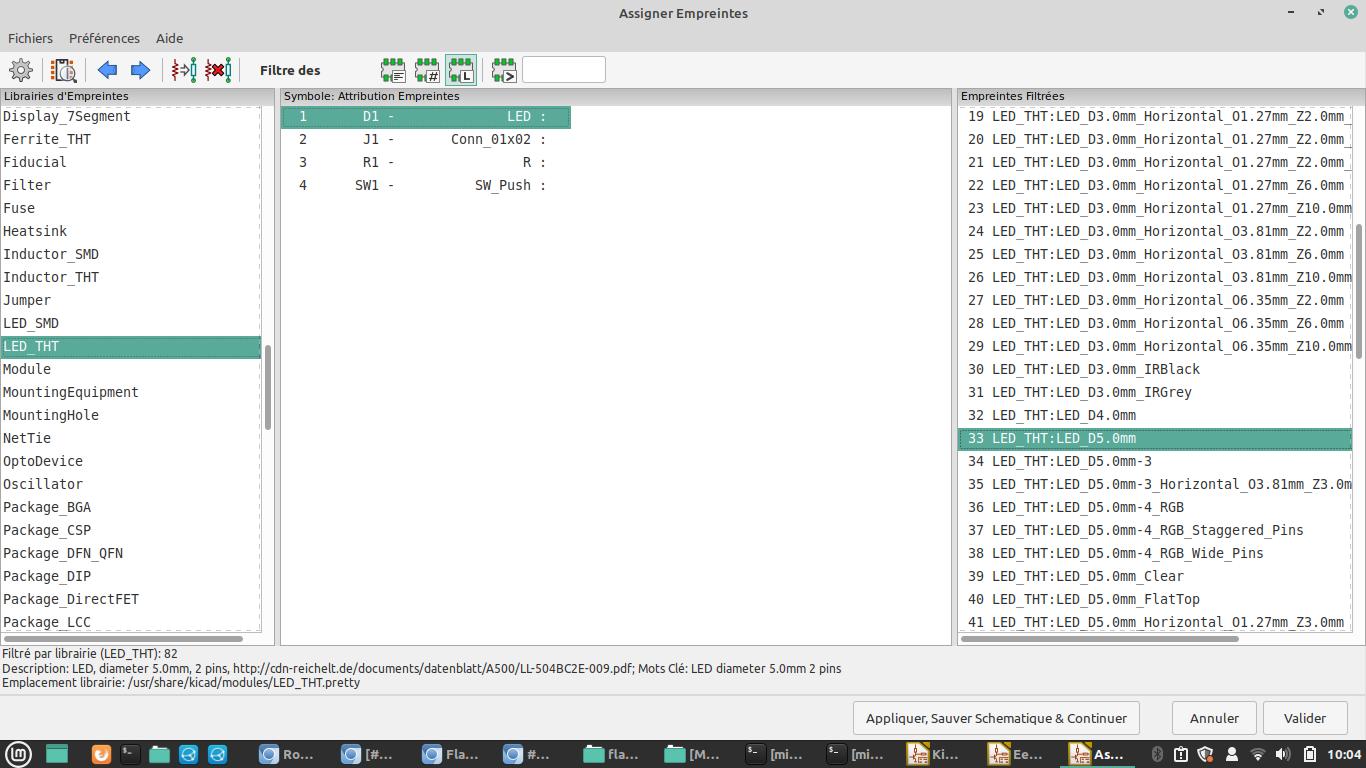
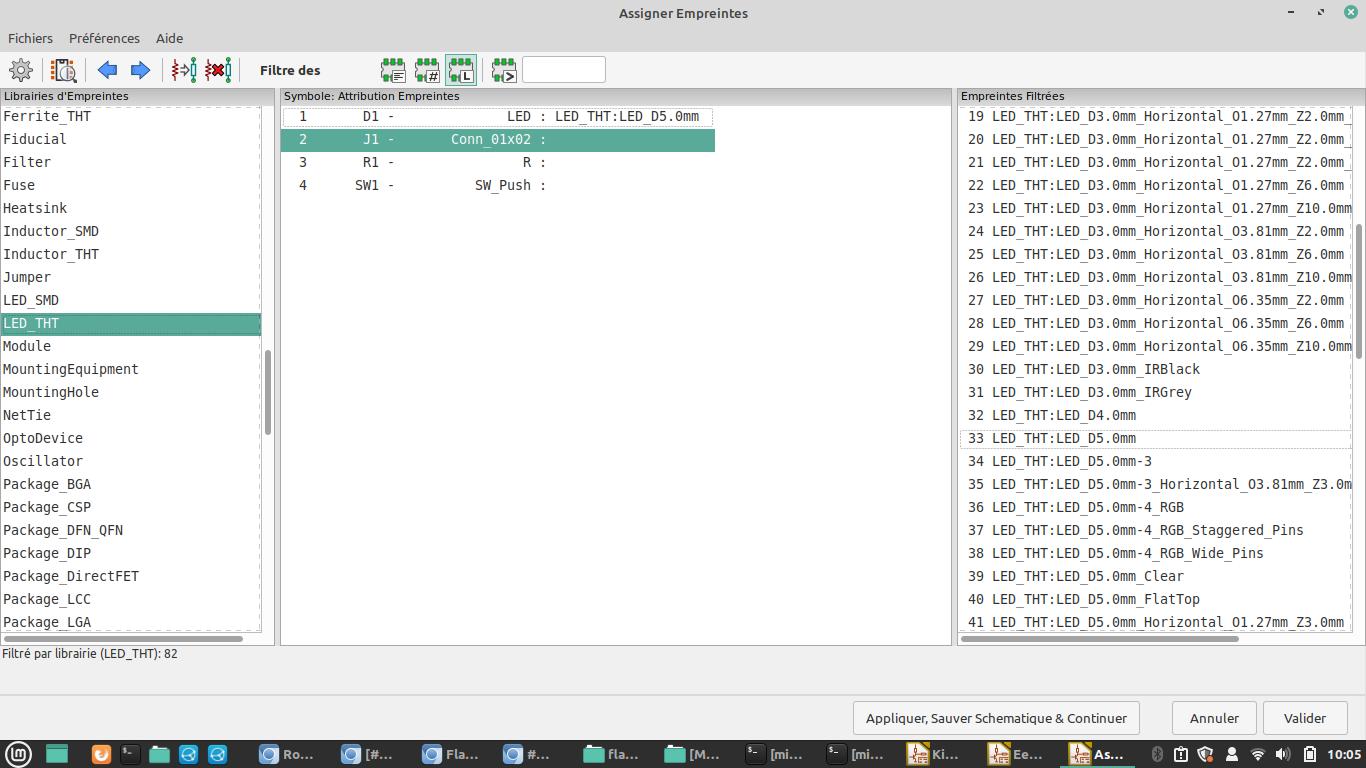
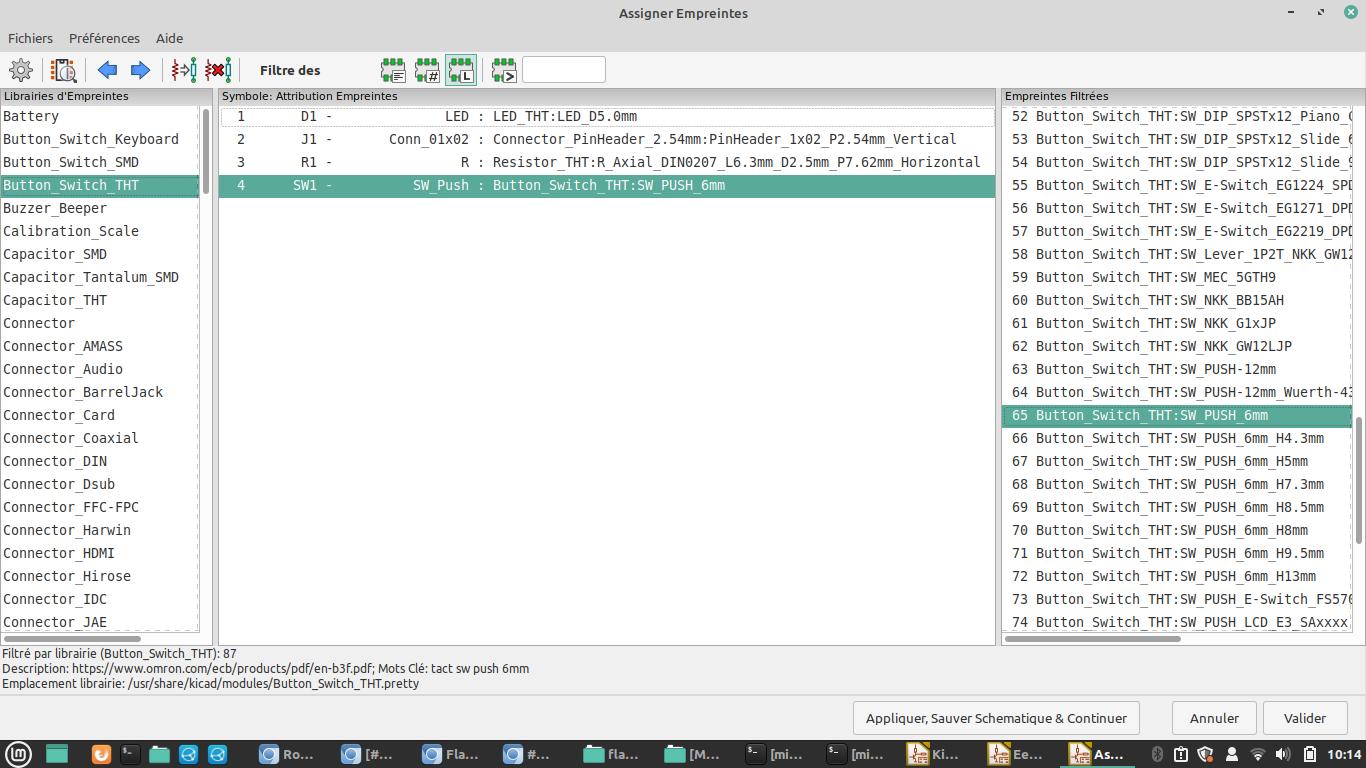
Une nouvelle fenềtre s'ouvre et je vais pouvoir aller chercher les éléments pour chacun de mes composants (en fonction des données constructeurs de mon composant ou des mesures effectuées sur celui-ci). Dans l'exemple on a une LED simple de 5mm. A gauche j'ai la bibliothèque de composants, au milieu les composants présents sur mon schéma et à droite les différents composants de la bibliothèque sélectionnées à droite
Une fois que j'ai trouvé le composant approprié dans la colonne de droite, je valide mon choix en double cliquant dessus (cela va mettre les informations dans ma partie centrale de la fenêtre)
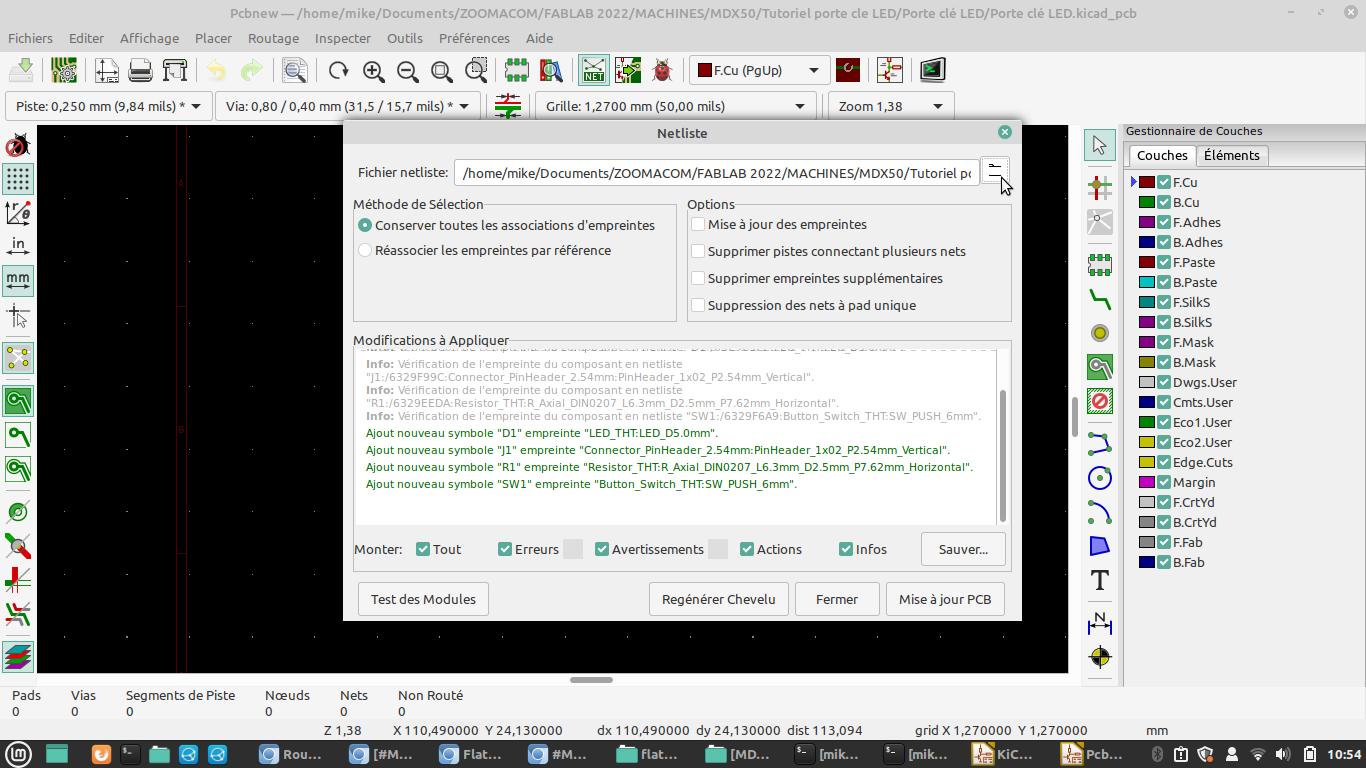
Enfin, on va générer la netliste (enveloppe) => cela va définir les liens des composants sur le schéma et leurs placements sur la carte PCB
Générer la netliste
Une nouvelle fenêtre va s'ouvrir et on reste sur le reglage PCBNew avec le format par défaut.
Cela va nous créer un nouveau fichier en .net (Porte clé LED.net) fichier généré netliste
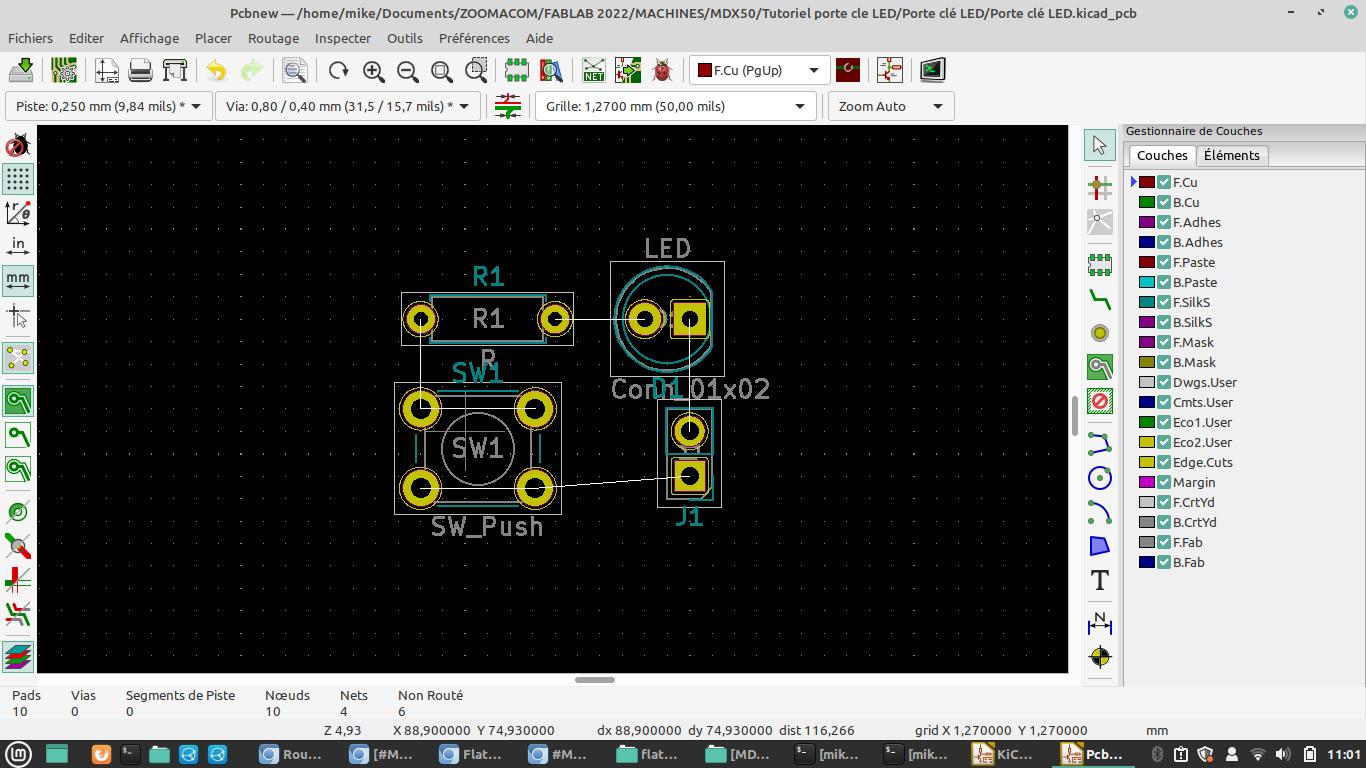
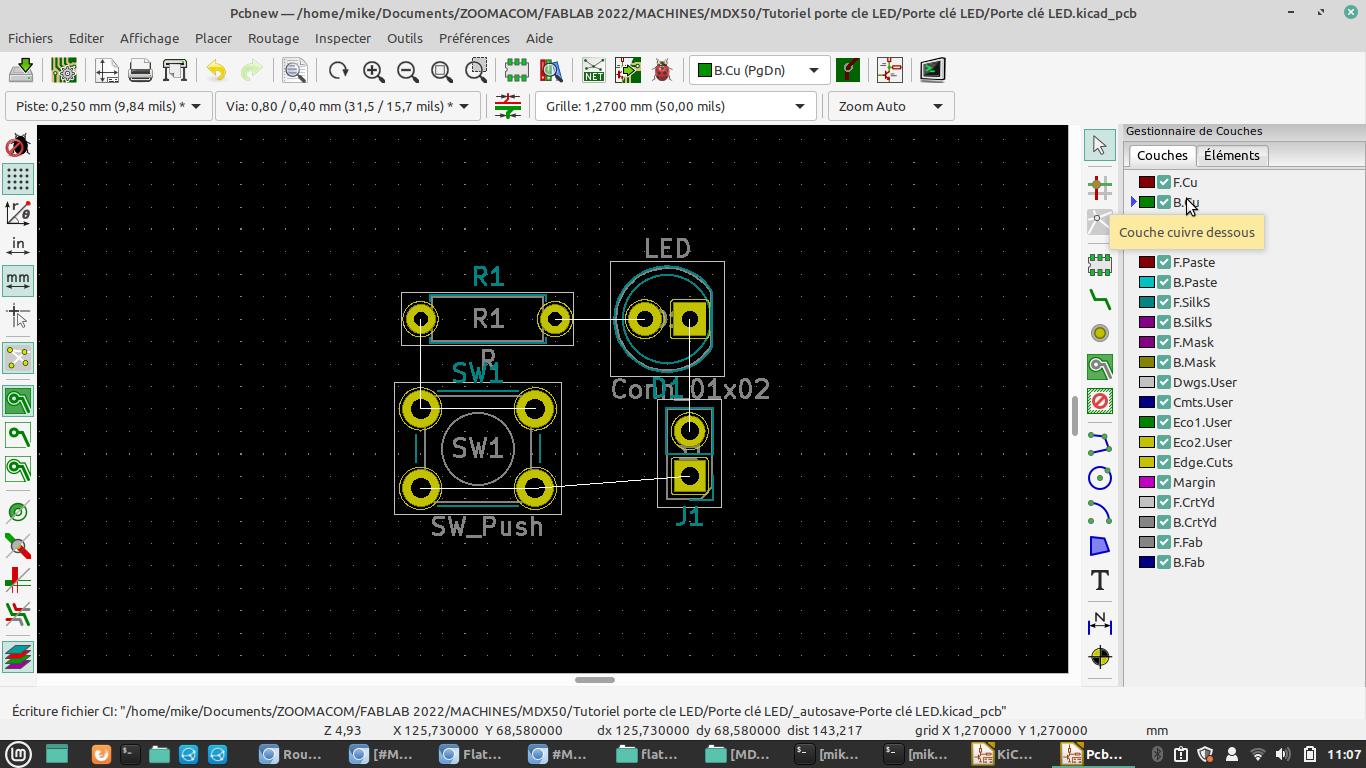
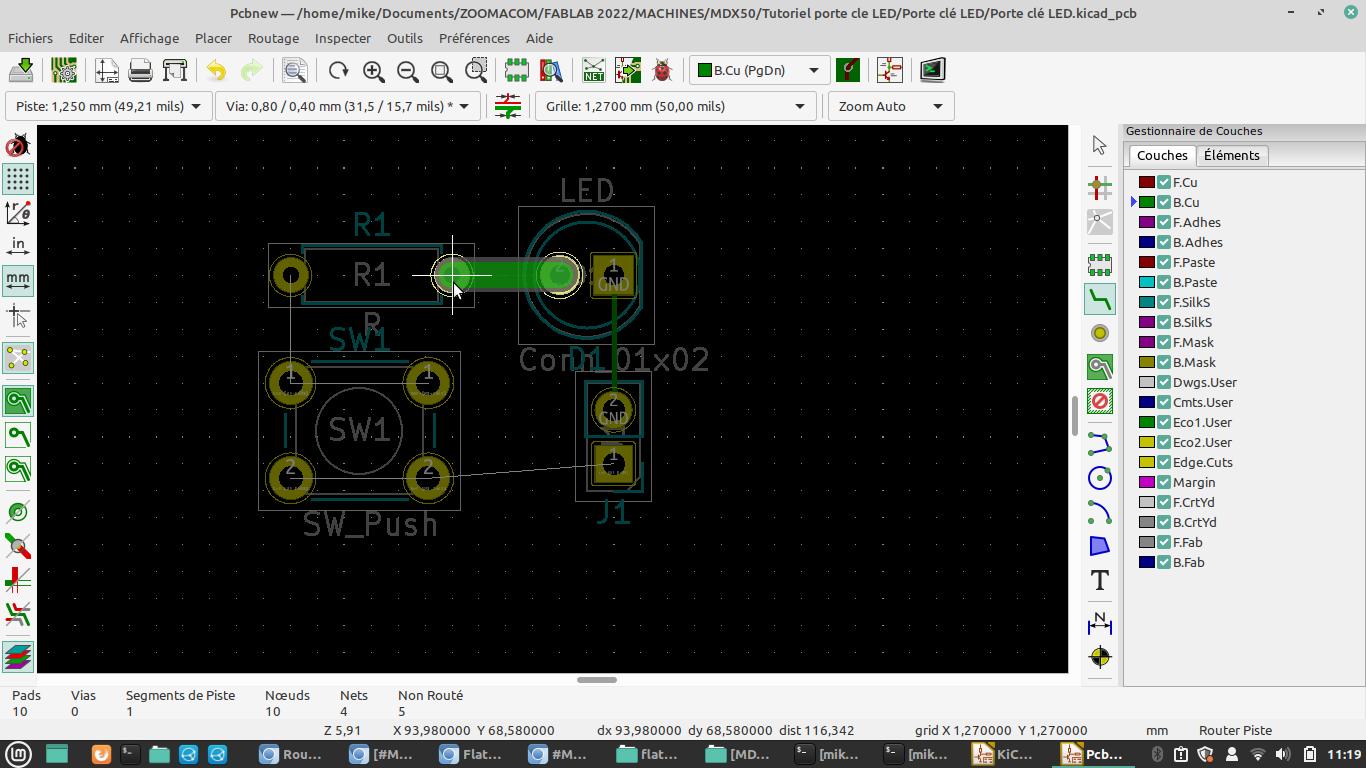
On va ensuite créer nos pistes et choisir la dimension de la taille de nos pistes
Dans notre exemple on créer un circuit avec des pistes sur une seule face, donc on va travailler sur la couche Bcu (en la sélectionnant dans le menu de droite). La couche Bcu est la couche de cuivre inférieure. Dans le cas d'un circuit en double couche on utiliserait aussi la couche Fcu qui correspond à la couche de cuivre supérieure. On va sélectionner des pistes qui auront une taille de 1mm (c'est le minimum, on peut les élargir un peu !)
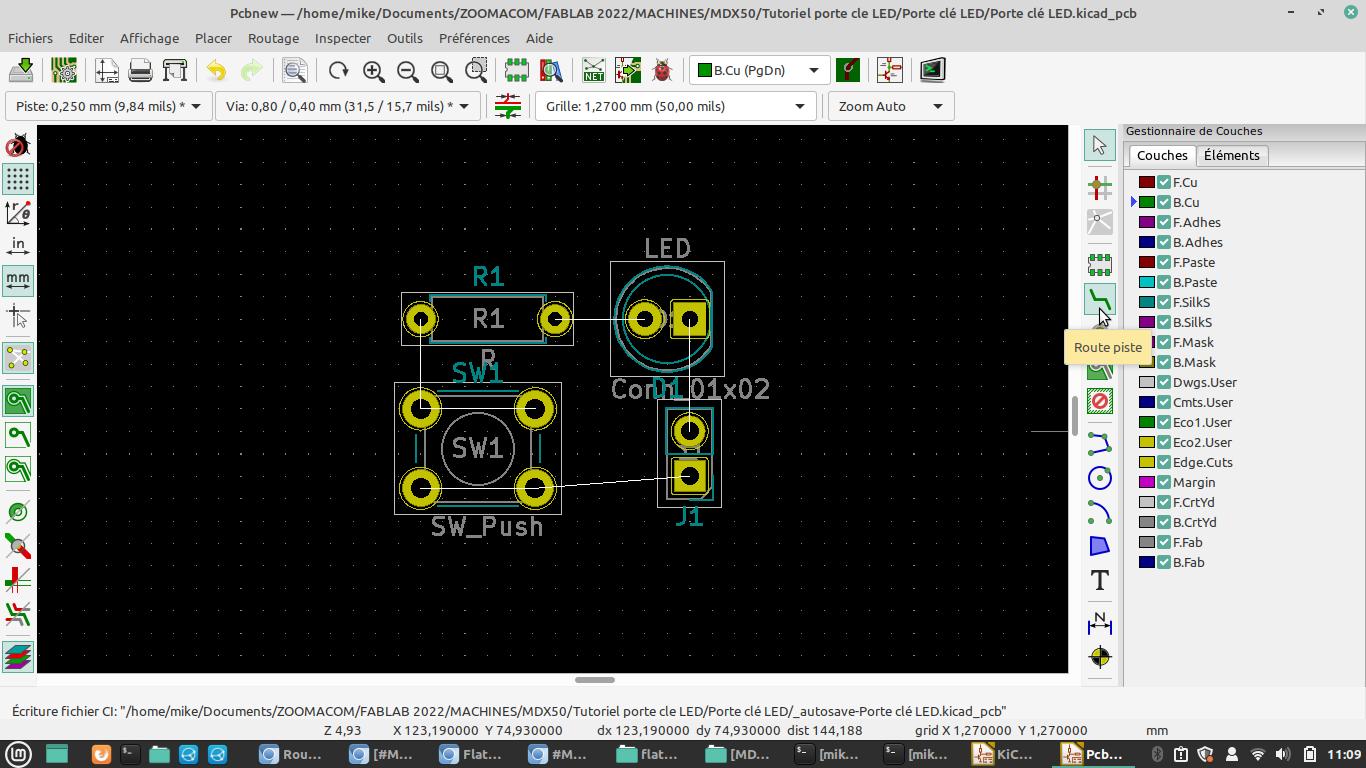
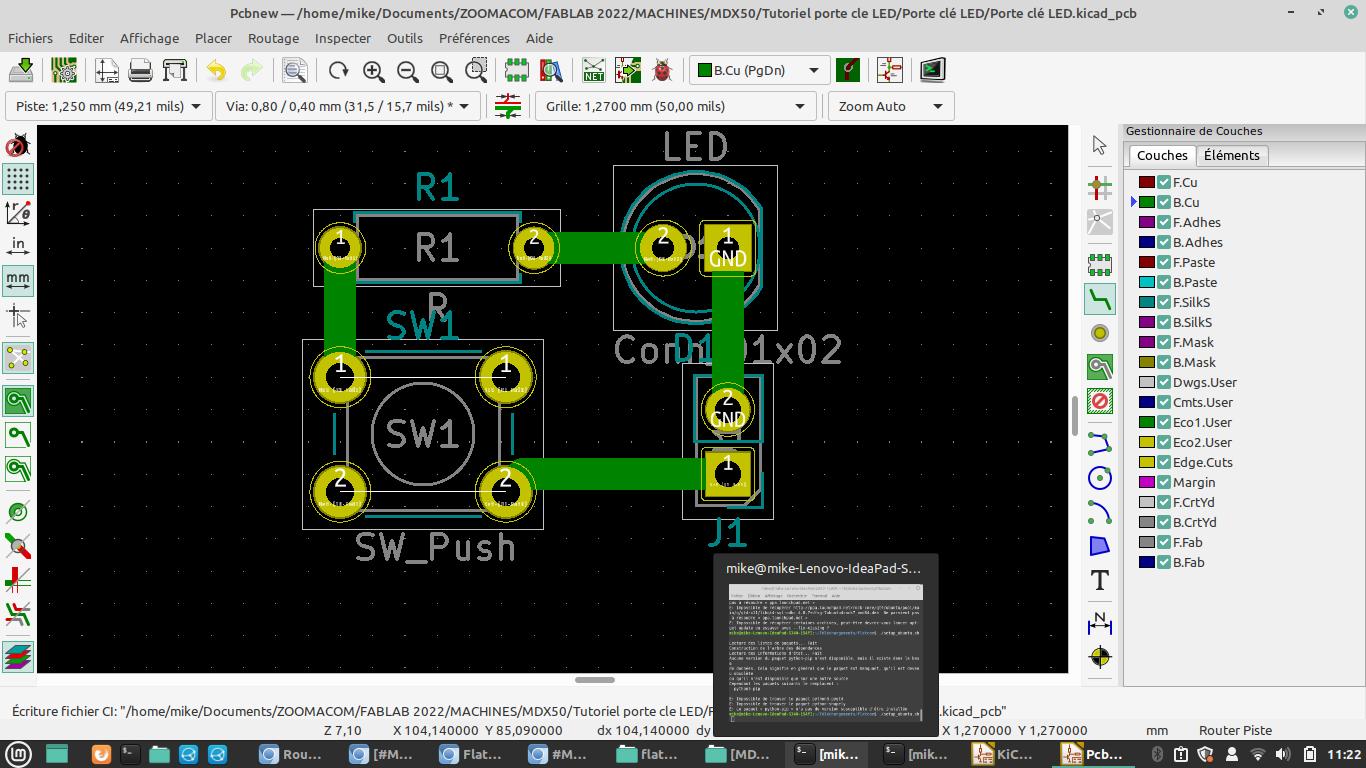
On va pouvoir dessiner nos pistes (par dessus les traits de liaisons fournis par le fichier netliste) en étant vigilant à ne pas faire d'angle droit ni de liaison de masse
avant de les dessiner on va régler leur taille
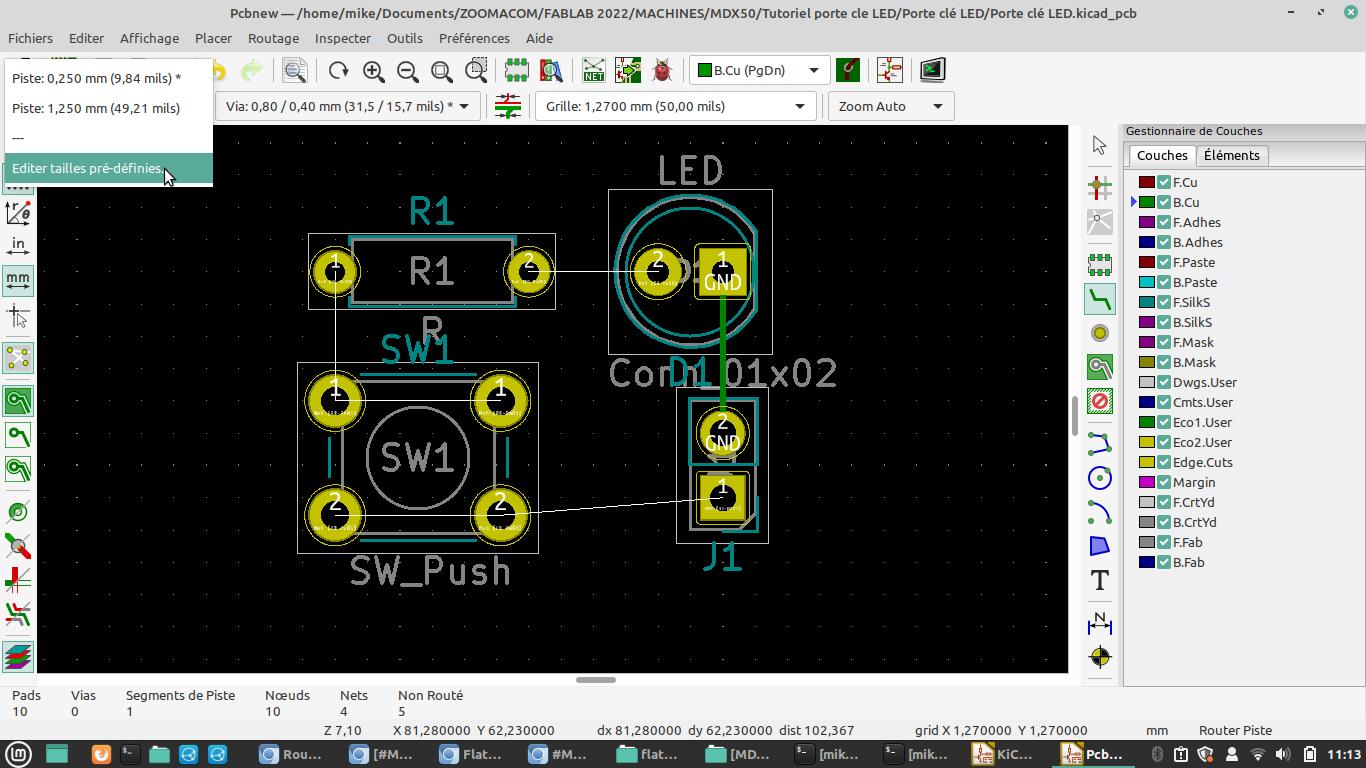
Editer la taille des pistes (menu)
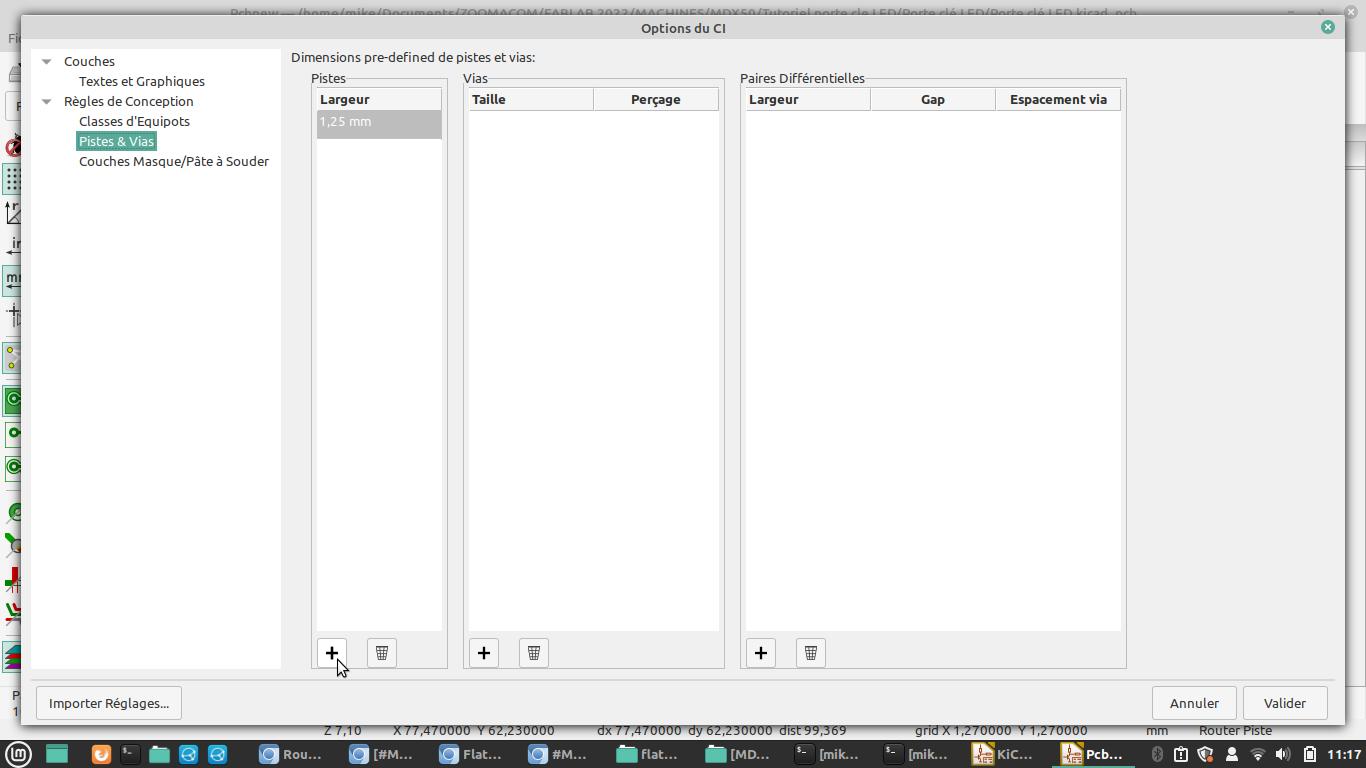
Cela nous ouvre une nouvelle fenêtre, dans la colonne largeur, on va cliquer sur le bouton + en bas de la colonne et on va lui donner une taille de 1,25mm.
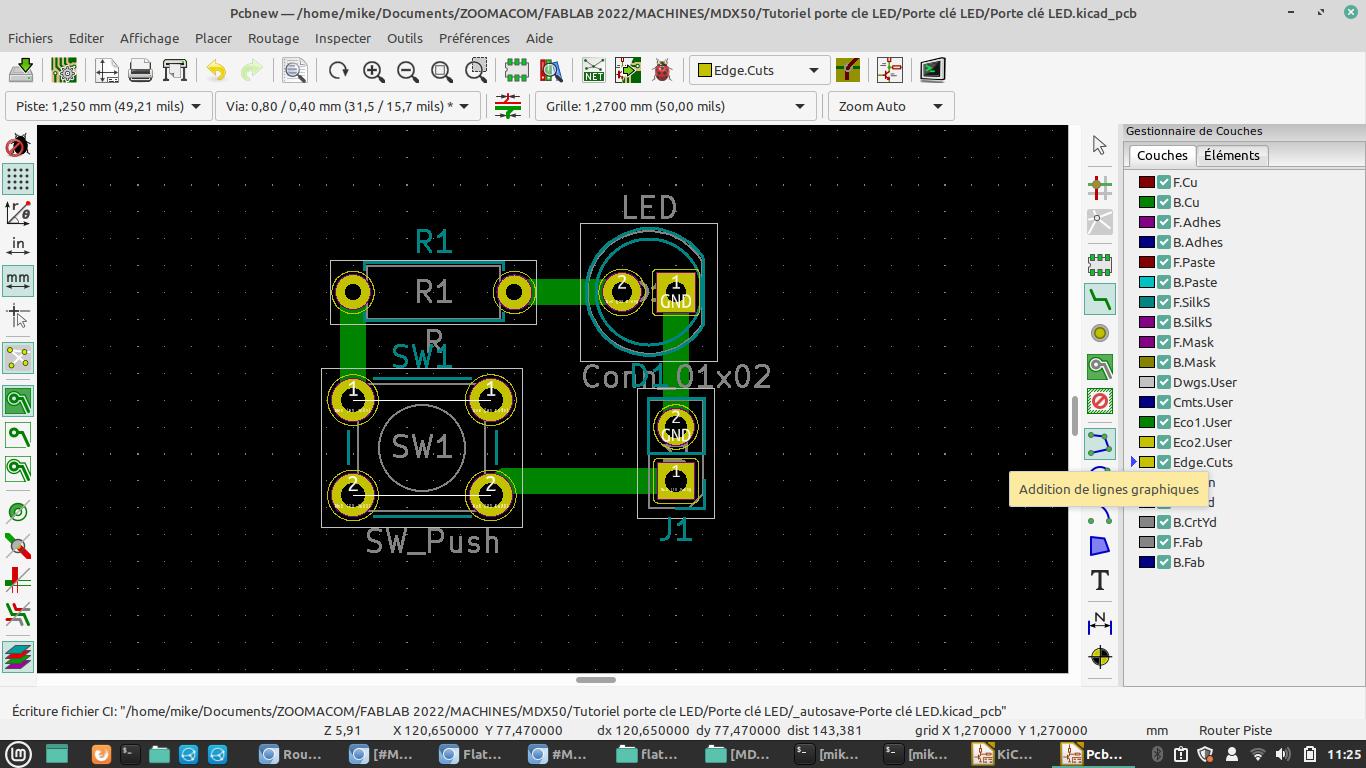
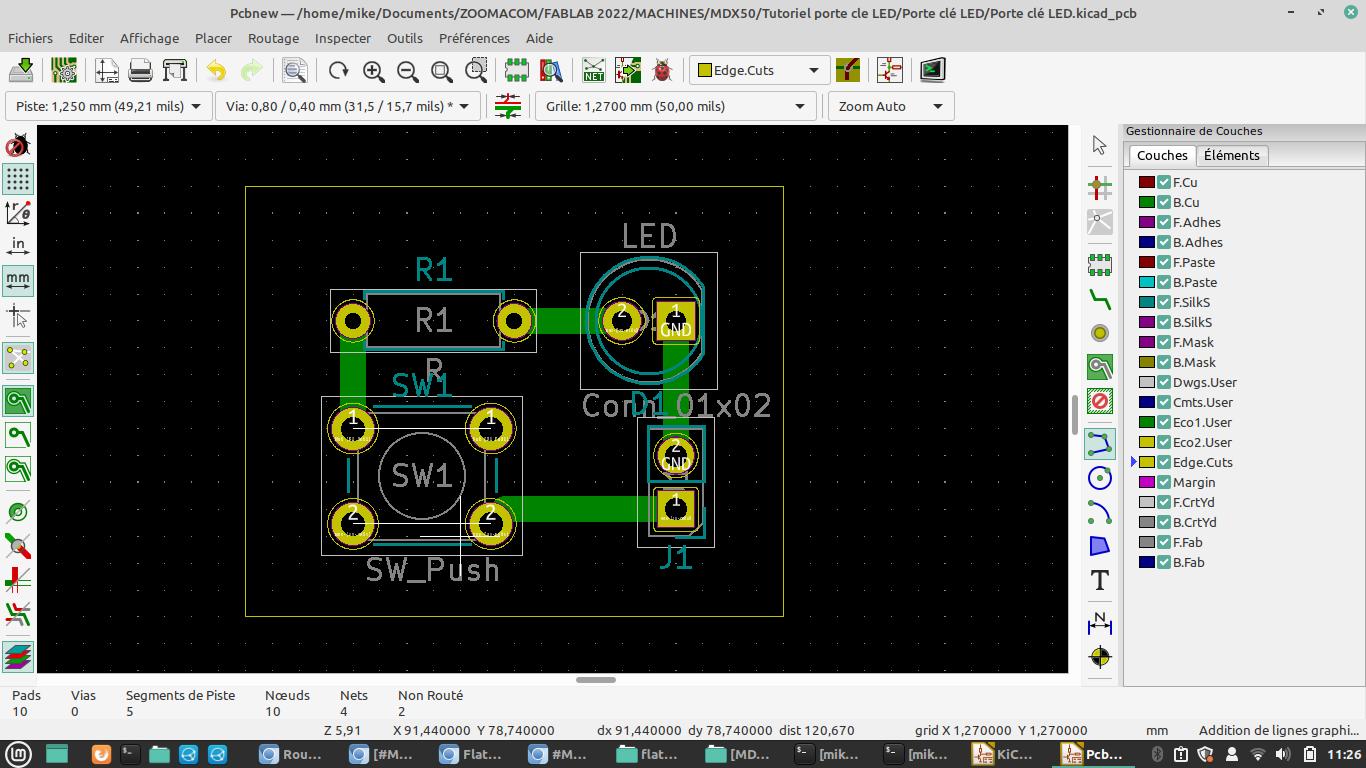
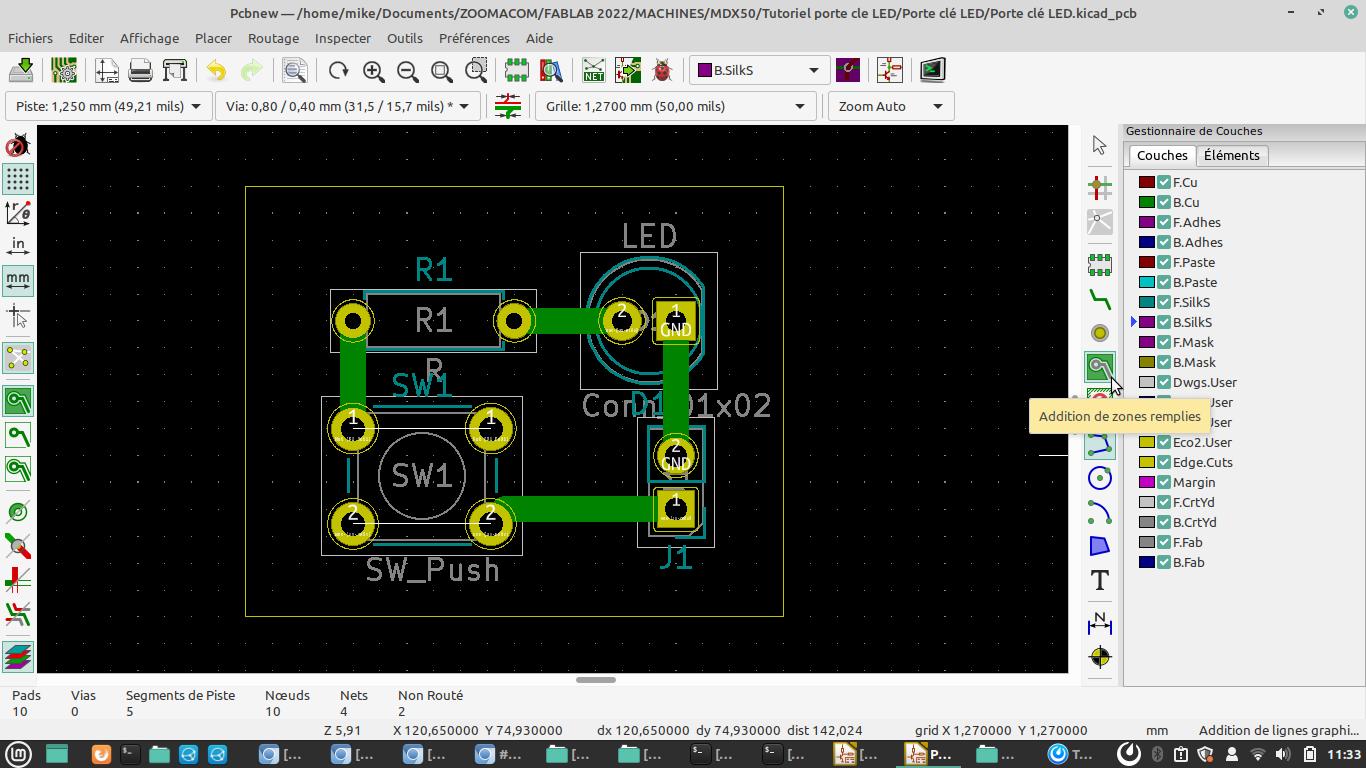
On va utiliser une 3eme couche. La "Edge cut" pour définir les contours de la carte (en sélectionnant l'outil "rectangle" ou "addition de ligne graphique", en fonction de la version de KiCAD)
On va ensuite ajouter notre plan de masse. Pour cela on va se remettre sur la couche Bcu. Dans le menu de droite, on va se mettre sur le bouton "addition de zone remplie"
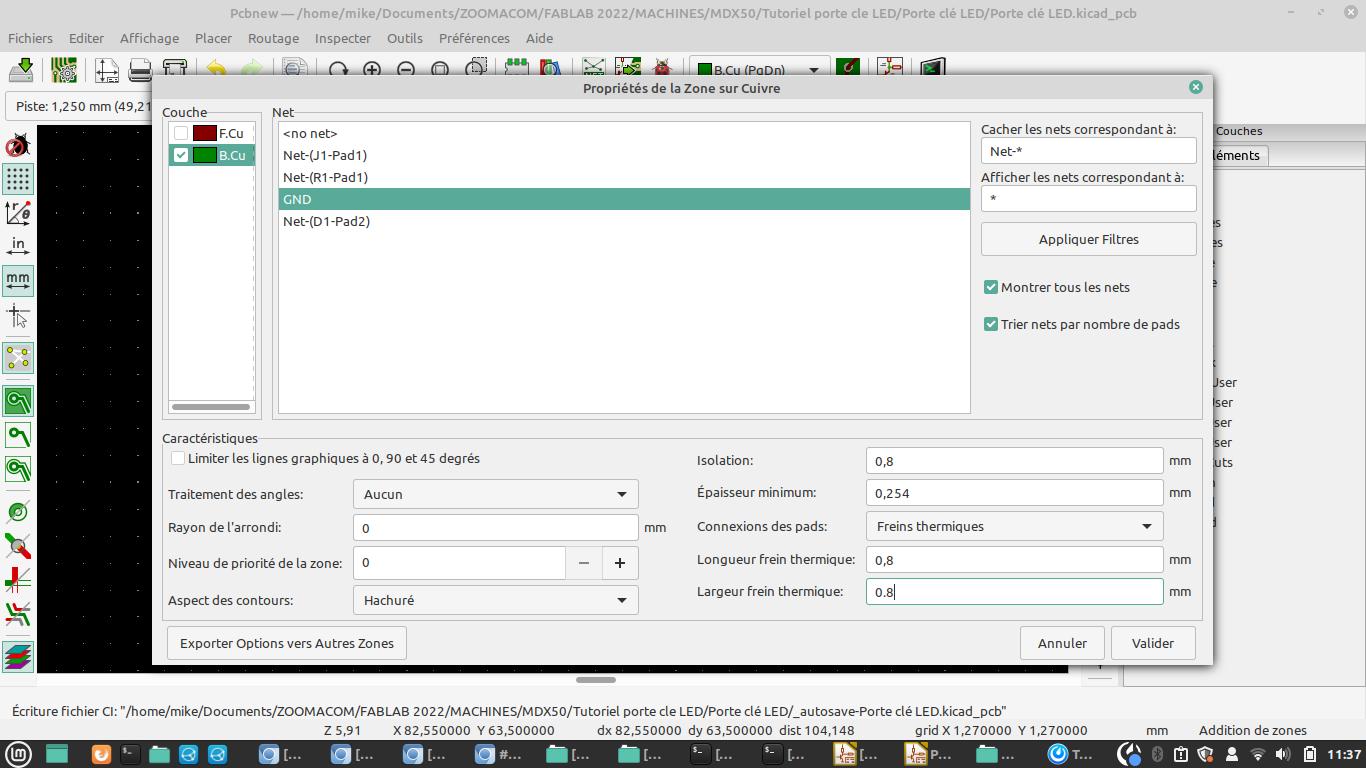
Ensuite je clique sur un des angles de mon contour et je vais régler les paramètres suivant dans la nouvelle fenêtre
sélectionner GND
isolation + longueur des freins thermique + largeur des freins thermique à 0.8mm
Paramètre du plan de masse
Et on valide
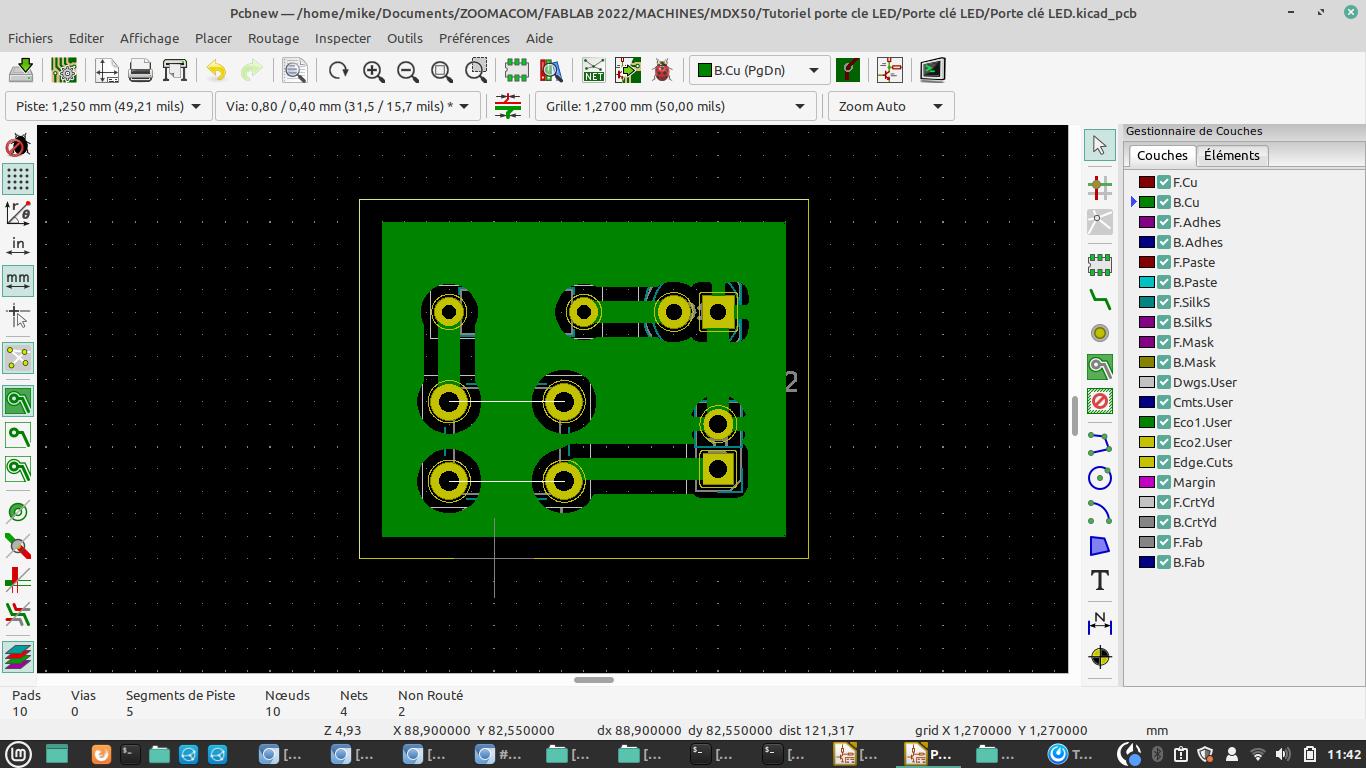
On sélectionne ensuite les 4 angles du contour de notre carte ce qui donnera le résultat suivant(Dans la version 6, il faut faire le menu edit => fill all zone pour remplir le plan de masse)
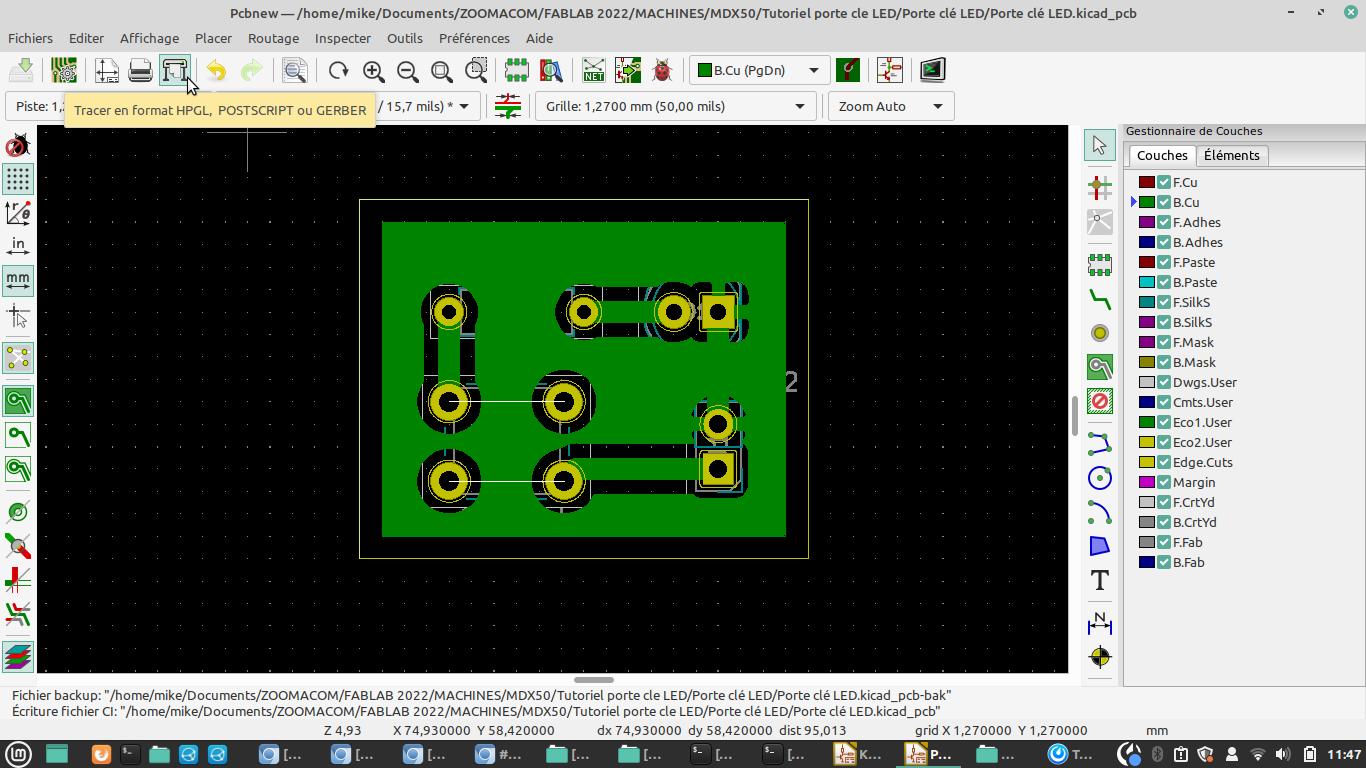
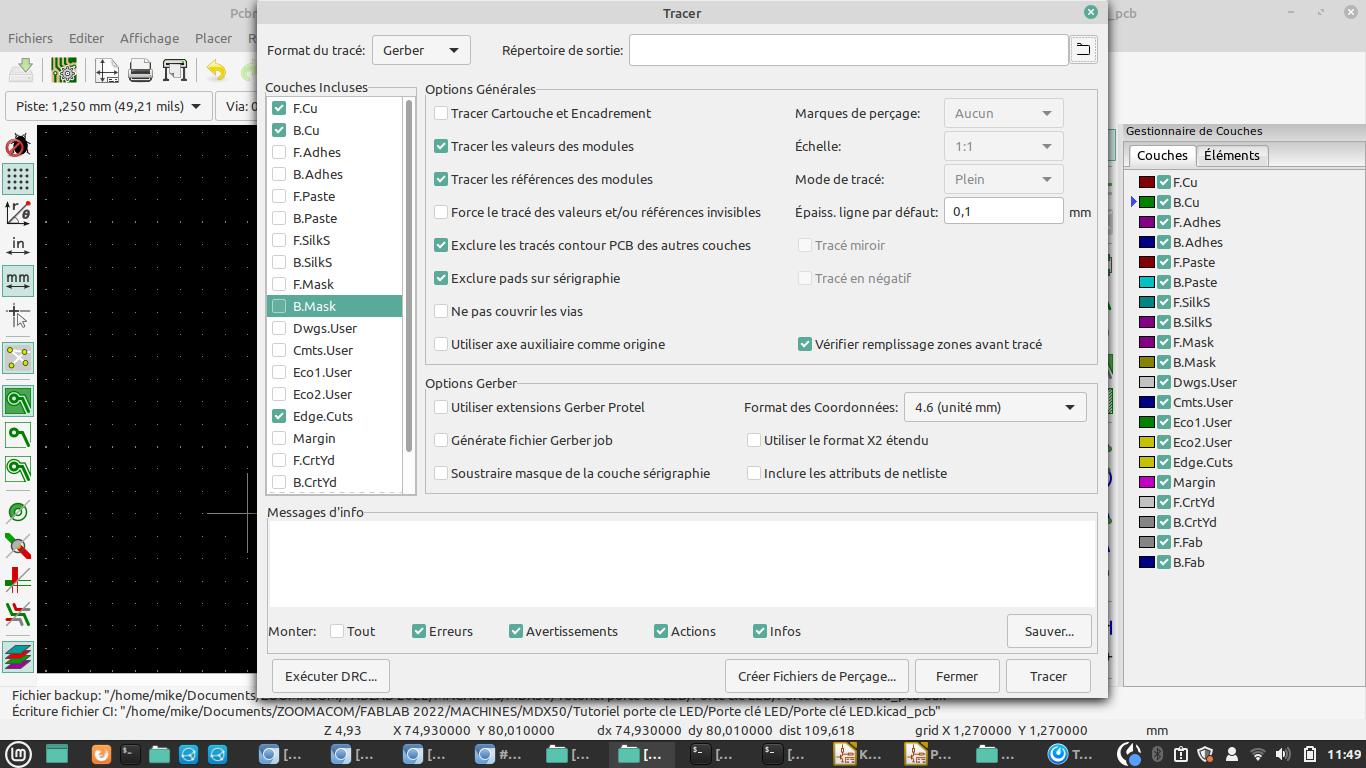
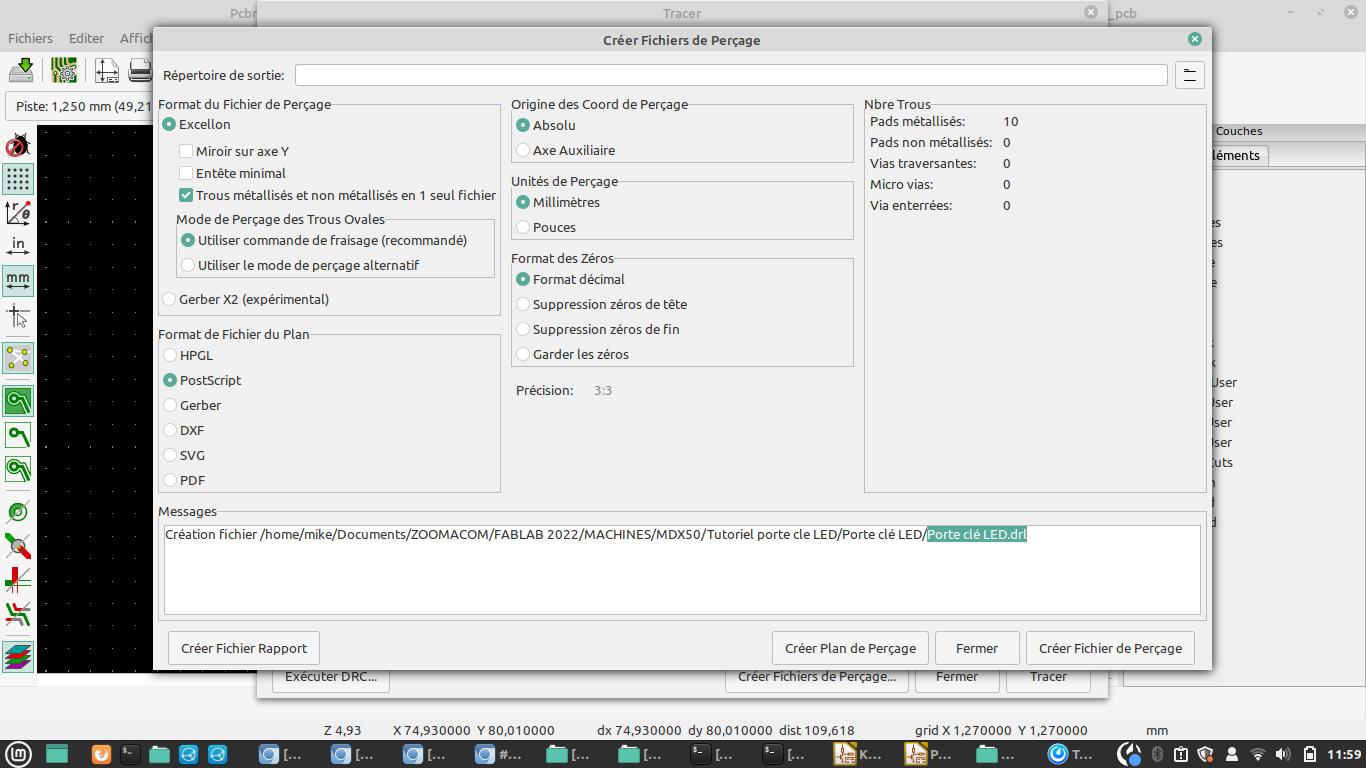
On va créer les perçages des trous avec la fonction Plot (ou en restant sur la dernière fenêtre). On clique sur le bouton "créer les fichiers de perçage" et on règle les parametres suivant :
unité de percage des trous : en millimetre
on coche trou metallisé ou non metalise en un seul fichier (pour la version 6 PTH ou NPTH...)
Et on valide en cliquant sur le bouton "créer un fichier de perçage" qui va généré un fichier en .drl (dans notre exemple Porte clé LED.drl)
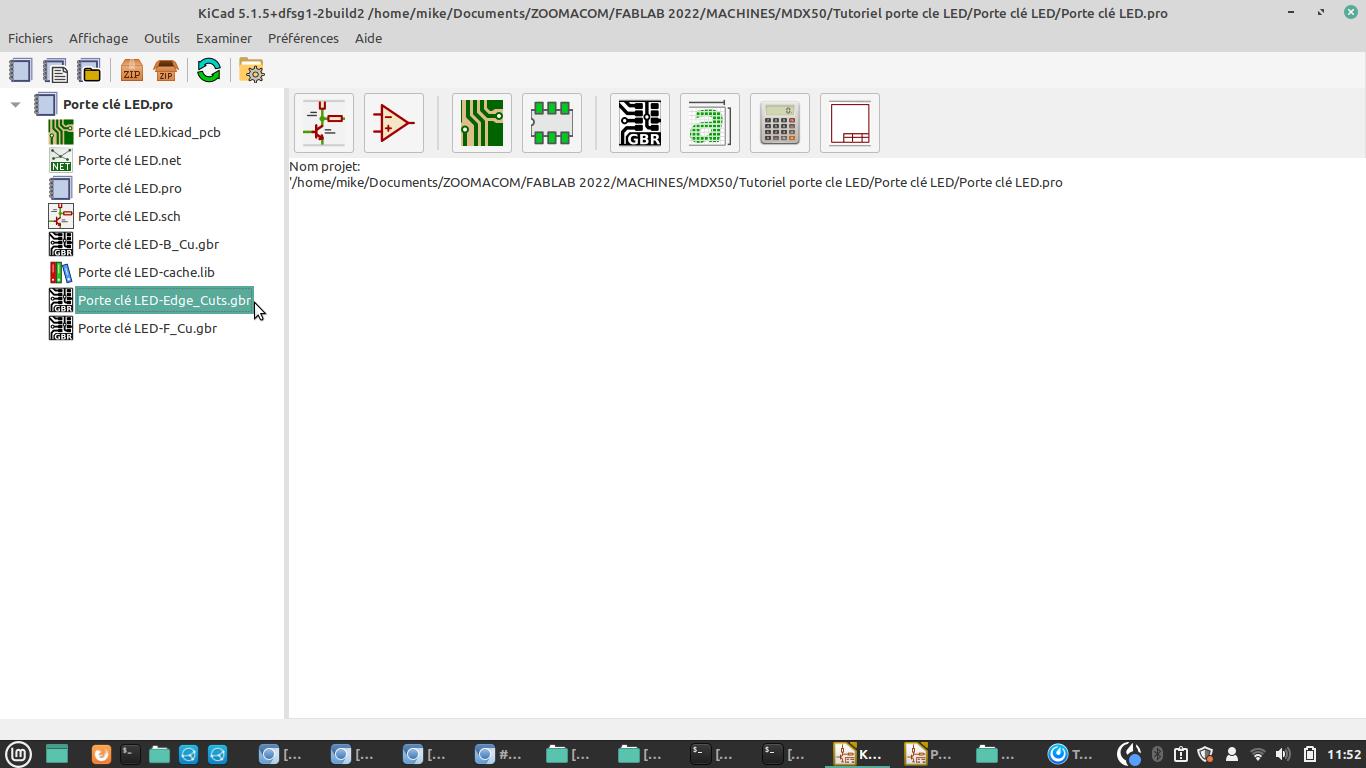
Cliquer su le bouton du menu opengerber et selectionner nos 2 fichiers en .gbr qui ouvre nos tracé
Cliquer sur le bouton Open excellon pour mettre les trous de perçage en sélectionnant le fichier en .drl
Attention a la vue dans le logiciel on voit de dessus et on va graver la face de dessous (penser à faire un flip en y dans menu edit en sélectionnant tous les éléments)
on peut régler l'origine avec edit => set origine
sélectionner le fichier BCU .gbr et allant dans propriété et chois des outils (en se referant aux parametres fournis dans la page wiki mdx50)
sélectionner le fichier excellon en .drl pour parametrer les reglages wiki mdx50 pour les trous en 0.8mm ou en dessous
sauvegarder gcode pour les trous de 0.8mm
refaire pour les percages de trous de 10mm
finir par le découpage de la carte prendre le fichier ech cute propriété et cutoutools
recuperer le fichier cutout => propriete (wiki mdx50) => generer et enregistrer
Présentation de la MDX50
ALLUMER LA MACHINE et appuyer sur entrée
Panneau de controle et affichage
- Affichage machine G54 systeme de position de la machine
NCcode => elle va gérer du gcode
position X Y Z
vitesse de deplacement jobgrade
vitesse de rotation parametree (a 12000 avec spindle)
overhide laissé à 100%
bouton XYZ et A pour l'axe rotatif
Origin pour définir l'origine a chaque coordonnée X et Y et Z fait avec le capteur
Menu :
deplacement des positions
choisir l'outil
parametrer la lumière et la soufflerie
En ouverture de porte la fraise se déconnecte et descend (attention a ne pas ouvrir quand elle est sur le plateau risque d'endommager le matériel) -
Outils
1 fraise de 2 mm pour decoupe
2 fraise javelot pour la gravure
3 foret de 0.8mm
4 foret de 1 mm
5 autre
6 test de hauteur
fixer la plaque avec du double face
se placer au milieu de sa zone de travail pour brancher le capteur Z attention a mettre le cable bien de coté
on sélectionne l'outil 6
on fait le Z zero sense
on retire le capteur
on referme le capot + entree
Logiciel Vpanel
(installable uniquement sous windows)
gravure a faire en 1
on selectionne l'outil 2
on selectionne cut + on ajoute un fichier (le .nc)
Contrôler la fraiseuse X-Carve avec Ultimate Gcode Sender et FreeCAD
Contrôler la fraiseuse X-Carve avec Ultimate Gcode Sender et FreeCAD
Pour pouvoir utiliser la fraiseuse avec plus de souplesse que celle permise par le logiciel Easel dans sa version freemium. On a décidé de trouver une alternative libre et open source pour pouvoir apprendre à réaliser les plans d'une pièce sous FreeCAD et d'envoyer le Gcode à la machine via Ultimate GCode Sender. Cette page doit permettre de pouvoir prendre en main l'usage de ses outils à travers un cas concret. Vous y retrouver les différentes étapes du processus:
1 => Convertir le fichier SVG que je souhaite usiné en Gcode avec FreeCAD
2 => Importer le Gcode dans UGS pour usiner la pièce sur la fraiseuse
Préparer son fichier SVG dans FreeCAD pour usiner une pièce sur la fraiseuse XCarve
Le fichier SVG ne permet pas d'etre manipulé tel quel dans FreeCAD, pour remédier à cela on va devoir créer le sketch (= une esquisse).
Dans FreeCAD, l'esquisse est un schéma qui décrit une forme à appliquer à une fonction afin de produire une forme. Soit une forme "positive" ou "additive": un bossage (pad) par exemple, ou une forme "négative" ou "soustractive": un creux (ou poche - pocket) par exemple.
Convertir le fichier SVG en sketch FreeCAD
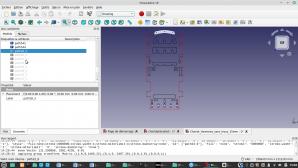
Je commence mon projet avec le fichier SVG ci-dessous qui comprend des zones à découper et d'autres zones à usiner partiellement en profondeur
Dans les étapes ci-dessous on va voir les différentes étapes à réaliser pour convertir notre fichier SVG en esquisse :
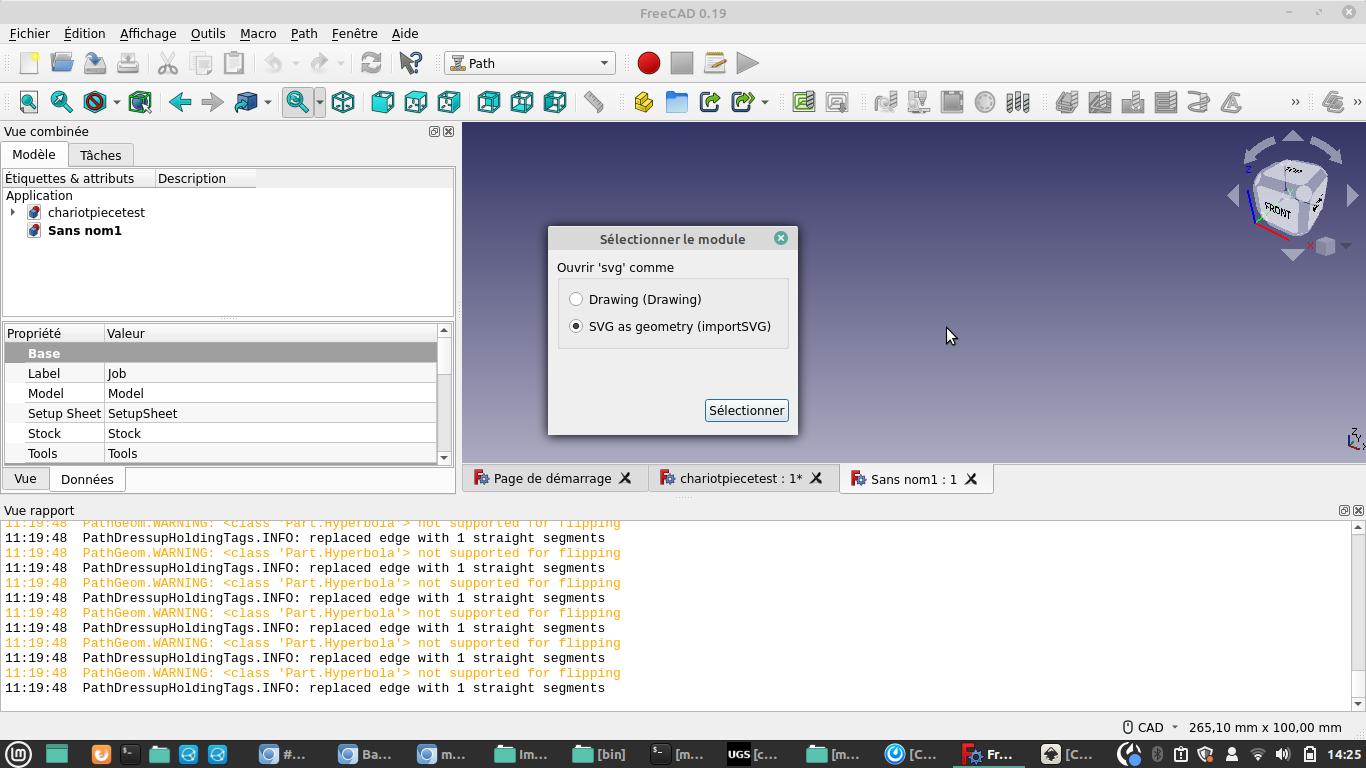
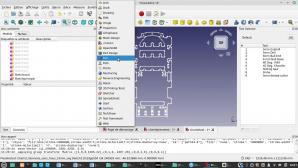
Lorsqu'on ouvre son fichier SVG une fenêtre apparait il faut sélectionner SVG as geometry (import SVG) Ouverture d'un fichier SVG
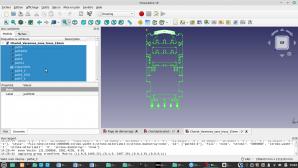
Ensuite il faut se positionner dans l'espace de travail "Draft" comme sur l'écran ci-dessous
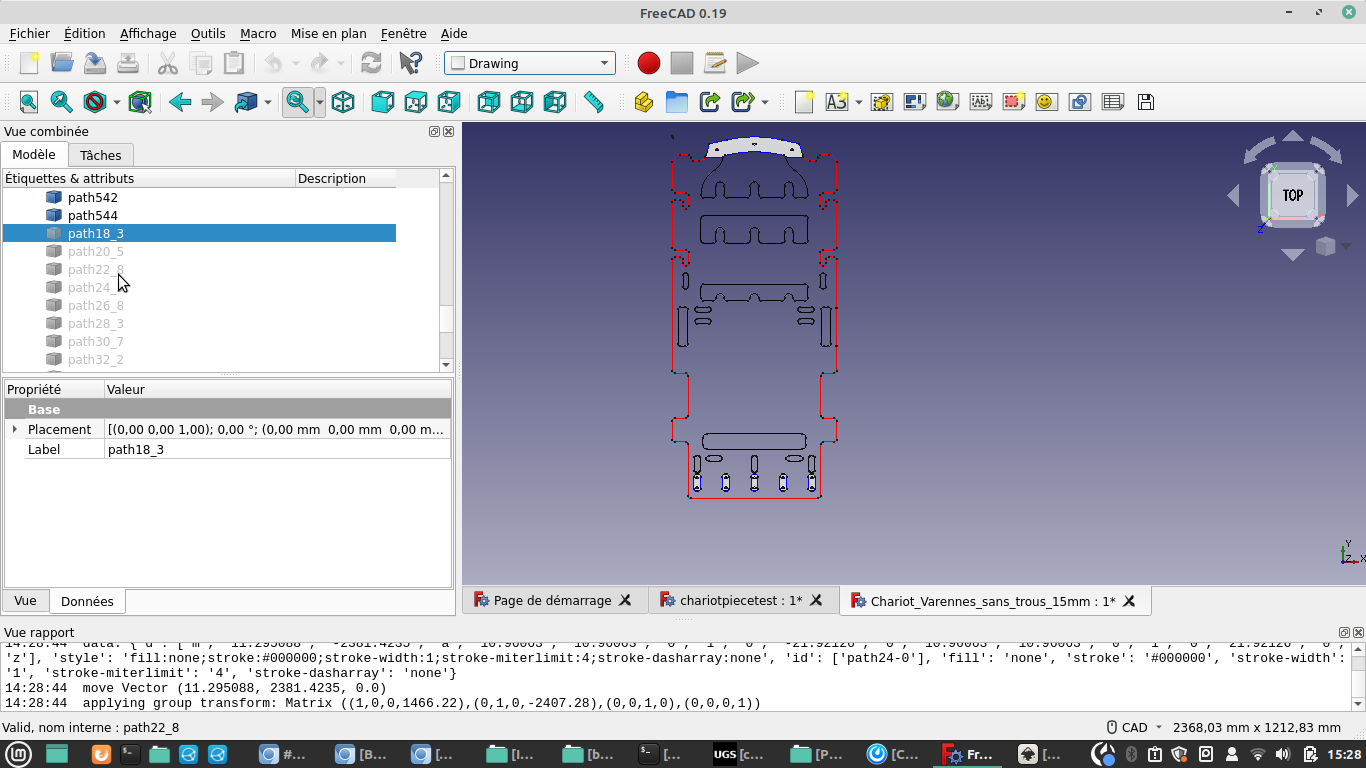
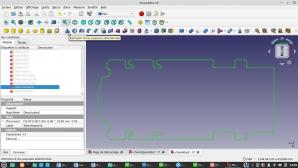
Dans la prochaine étape on va convertir tous nos chemins (=path) en esquisse (=sketch). Je vais en profiter pour faire disparaitre les chemins que je ne souhaite pas decouper cette fois ci (la poignée et les pieds qui sont en bas a droites de mon fichier SVG). Je vais donc cliquer sur un chemin et ensuite je clique sur la barre d'espace. Le chemin disparait de l'écran et le path associé est grisée dans le menu de gauche
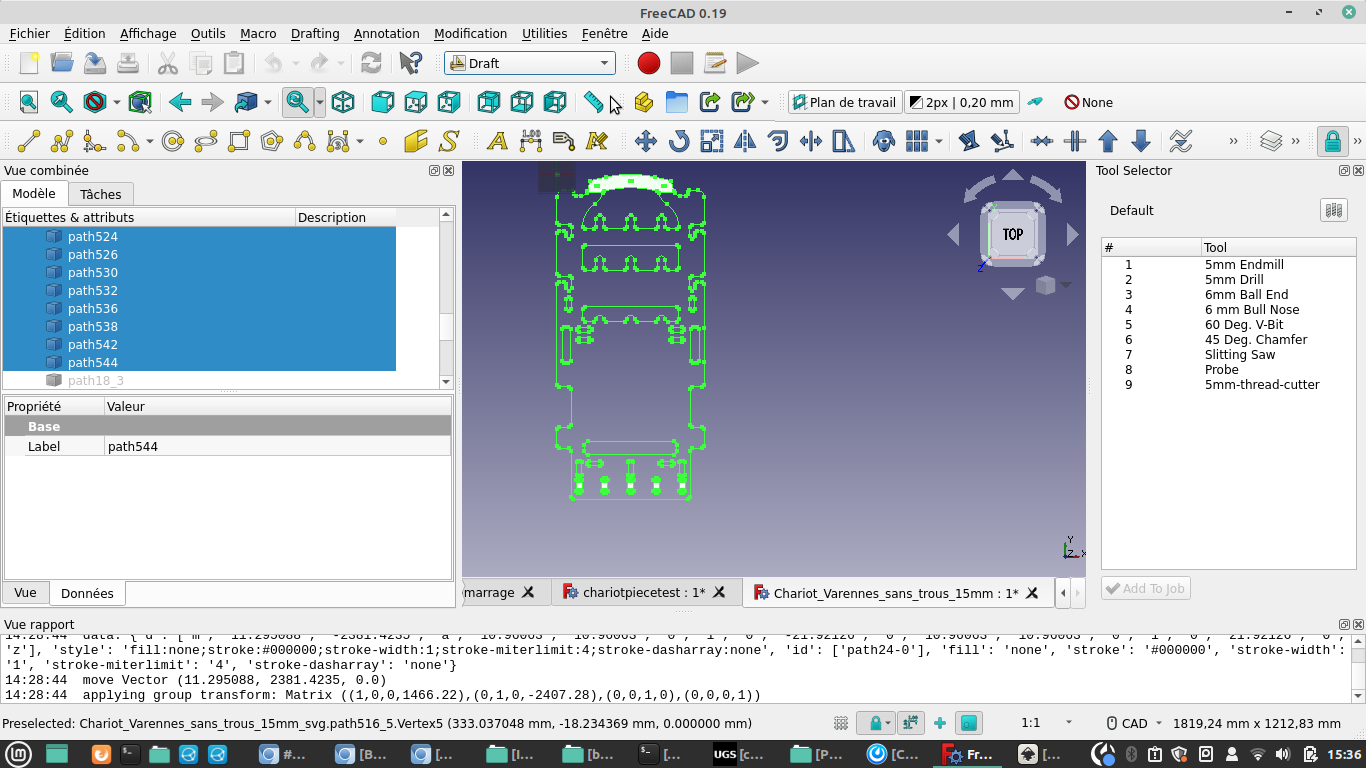
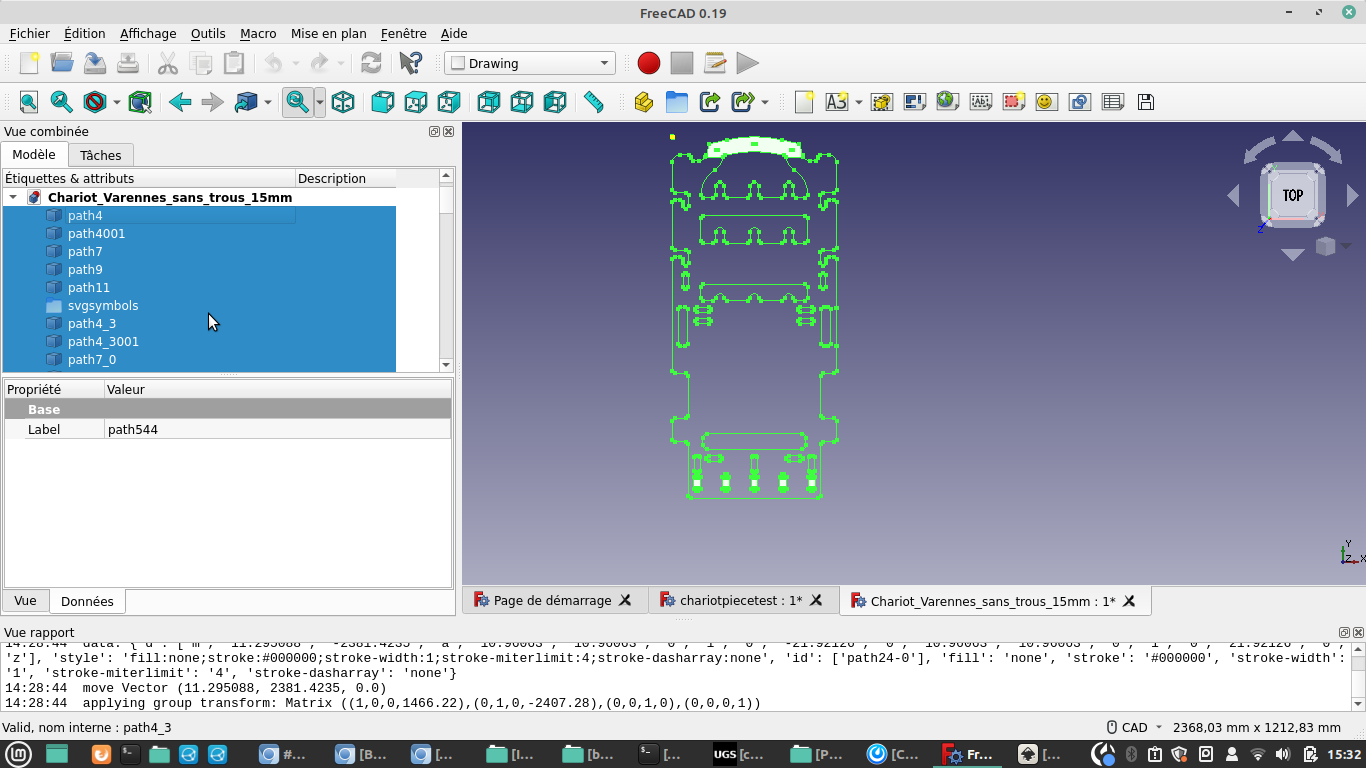
Ensuite, on va sélectionner tous les path (écit en noir qui correspondent à mes path que je souhaite sélectionner) de notre fichier. Astuce, je clique sur le premier path et j'enfonce la touche shift que je maintien appuyé en cliquant sur mon dernier path, cela me sélectionne l'ensemble des path souhaités.
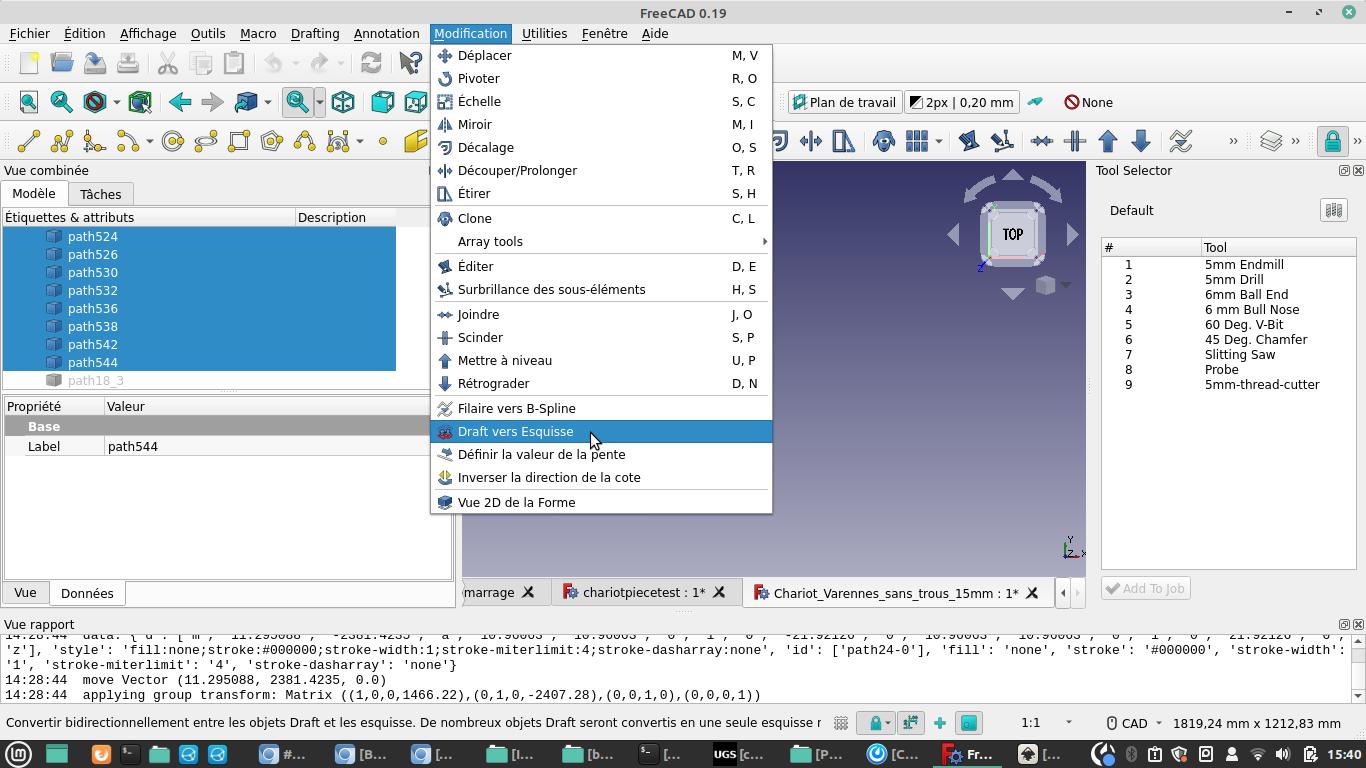
Enfin je vais créer les sketchs correspondants aux chemins que je précédemment sélectionnés en effectuant via le menu Modification => Draft vers Esquisse
Dans mon menu de gauche, en dessous de mes path, je trouverais maintenant des esquisses correspondant à l'ensemble de ma forme.
Fusionner mes sketchs dans FreeCAD
Pour cette partie on va travailler dans l'espace de travail appelé Sketcher
Comme je possède 3 formes qui sont englobé les unes dans les autres (en gros un rond qui est dans un rectangle qui est dans un autre rectangle) je vais devoir fusionner 2 groupes de sketch (on verra un peu plus tard comment on fusionnera nos 2 travaux d'usinage).
Dans mon cas, il s'agit des 3 ronds qui sont sur le haut pour fixer la poignée et des 4 ronds en bas qui sont dans un rectangle.
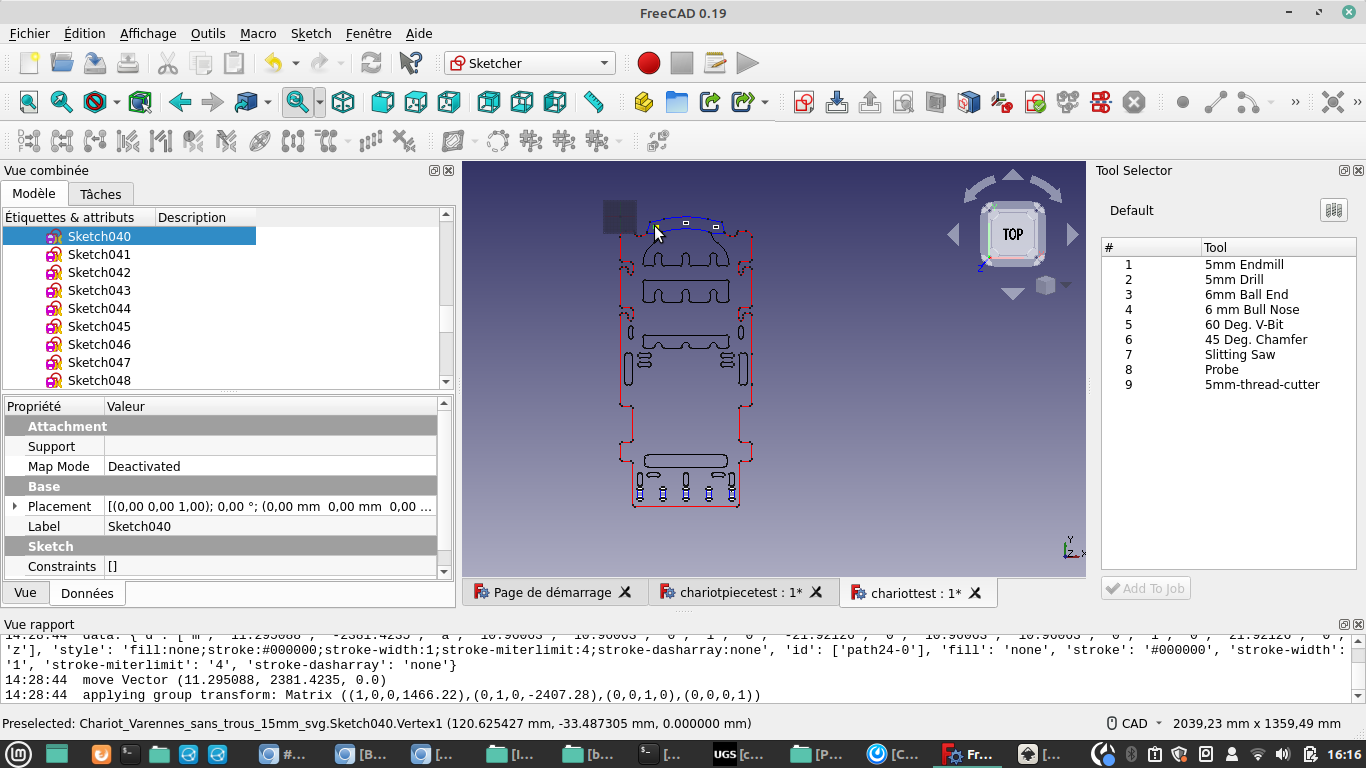
Pour repérer les ésquisses des éléments que je souhaite conserver dans le sketch des ronds je vais cliquer sur ma forme (elle devient jaune) et cela m'indiquera dans le menu à gauche le numero du sketch.
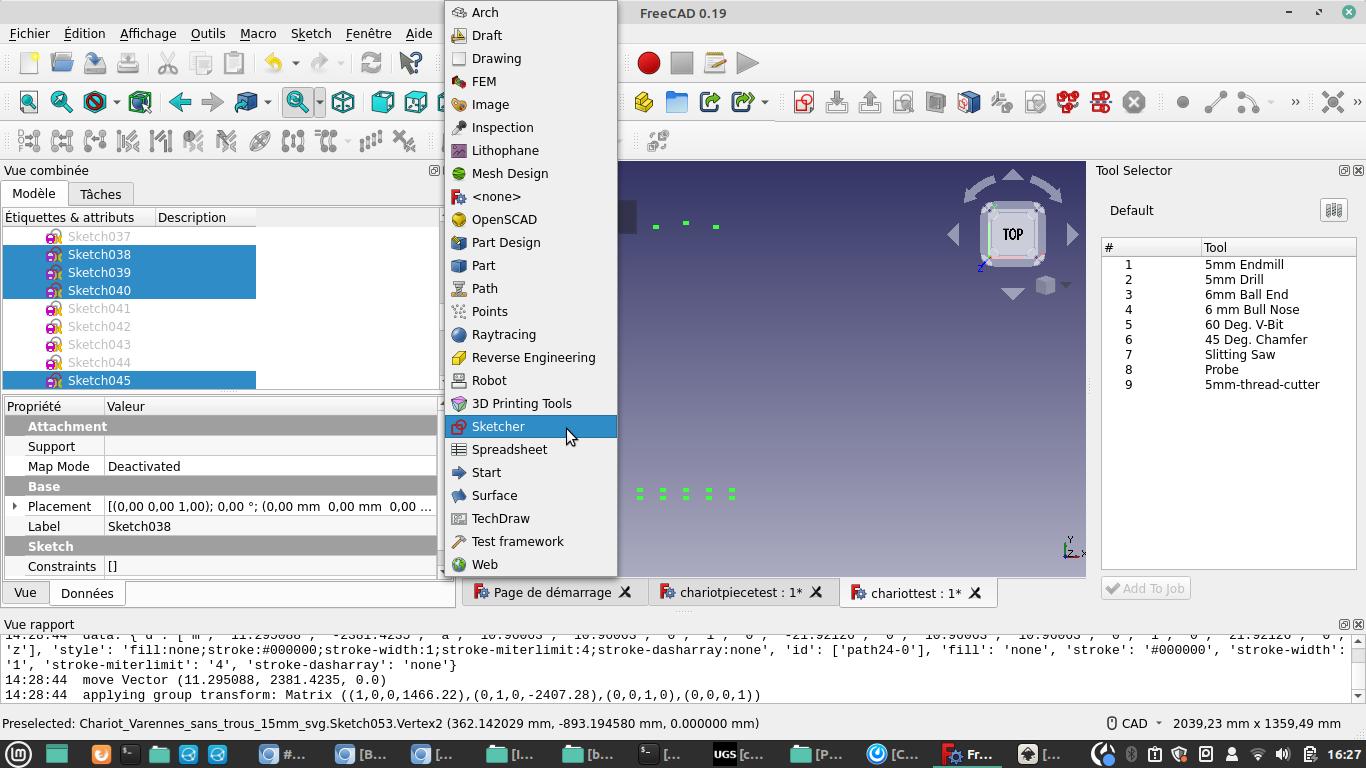
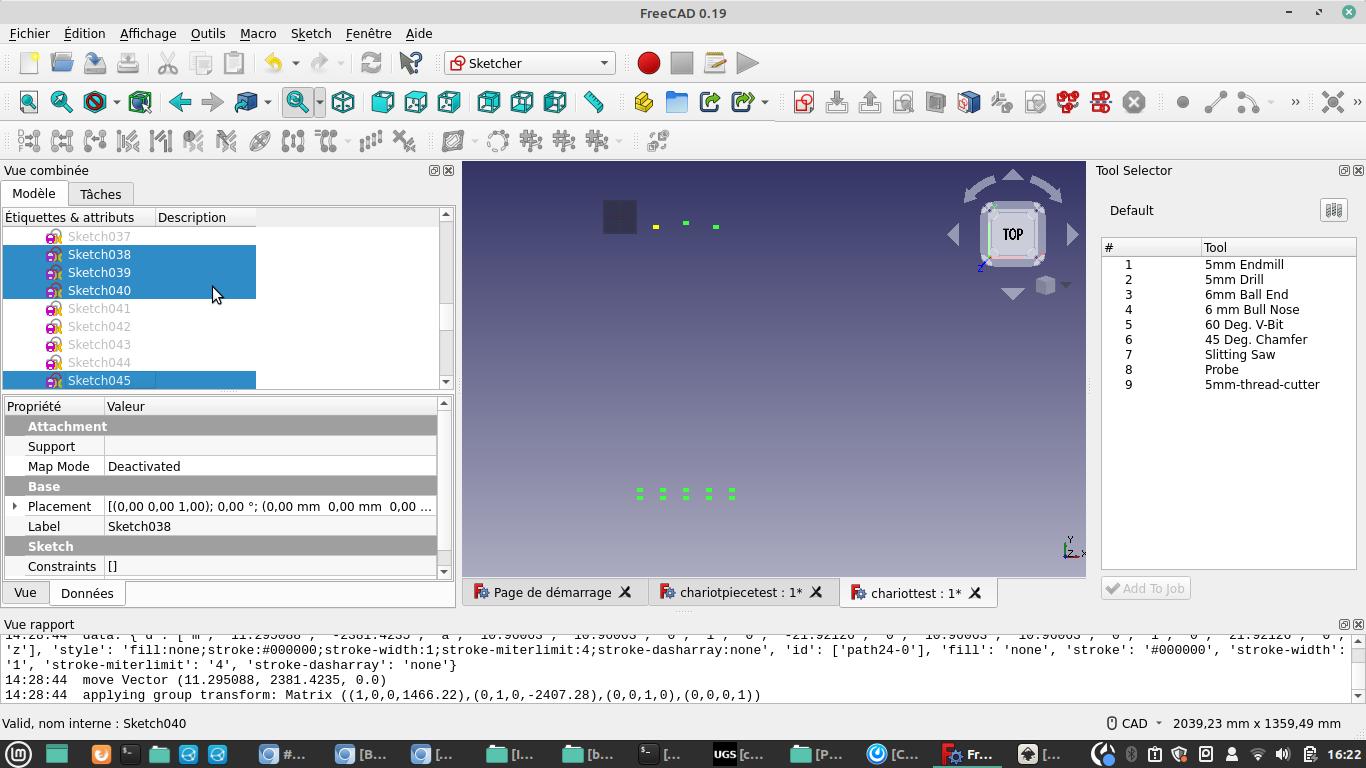
Je sélectionne ensuite tous les sketchs que je souhaitent fusionner ensemble. Ici les sketchs 38 à 40 et 45 à 54 en cliquant dessus et en maintenant enfoncé la touche Ctrl dans le menu de gauche
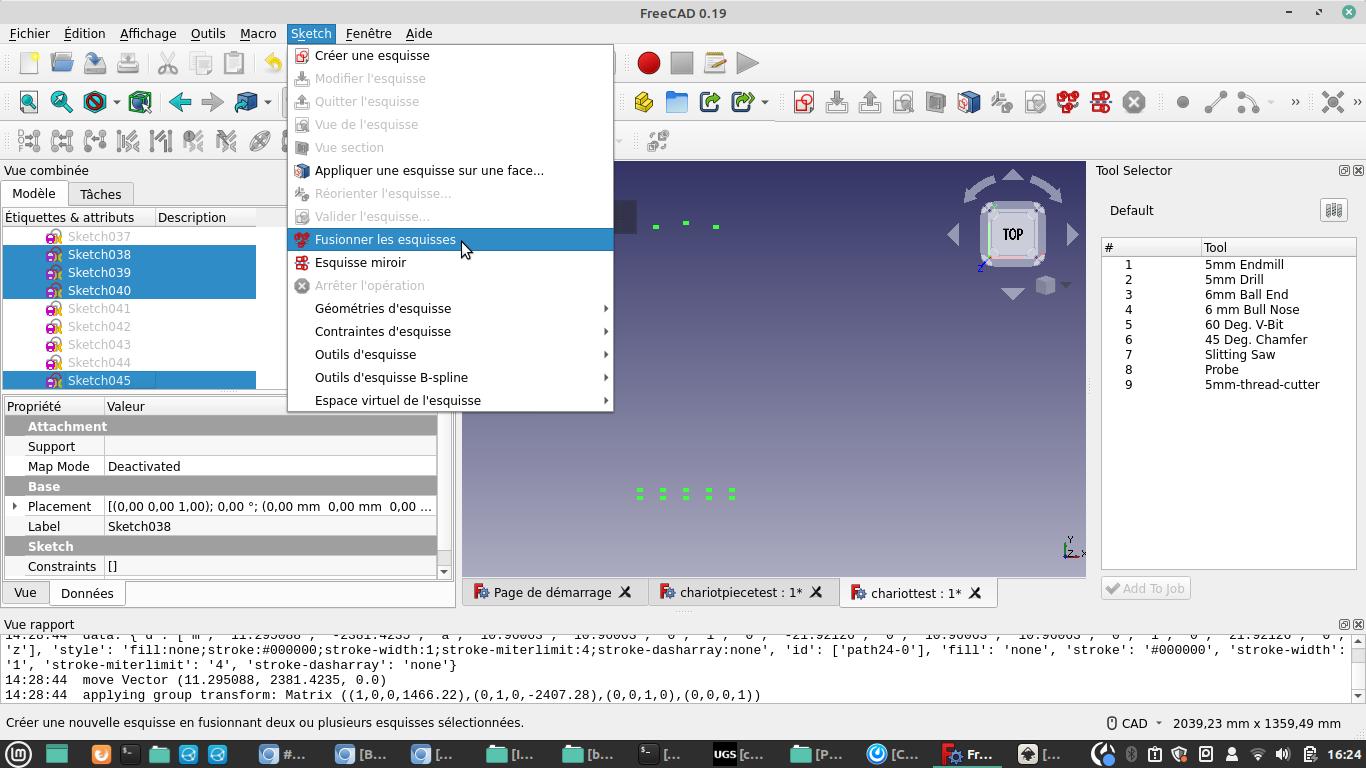
Je vais pouvoir les fusionner ensemble dans un seul sketch en effectuant via le menu Sketch => Fusionner les esquisses
Cela me créé un nouveau sketch (dans mon cas le sketch108) que je vais renommer en faisant un clic droit et en l'appelant sketch_rond
Je vais appliquer la meme procédure pour tous les autres sketchs et je l'appelerais sketch_principal
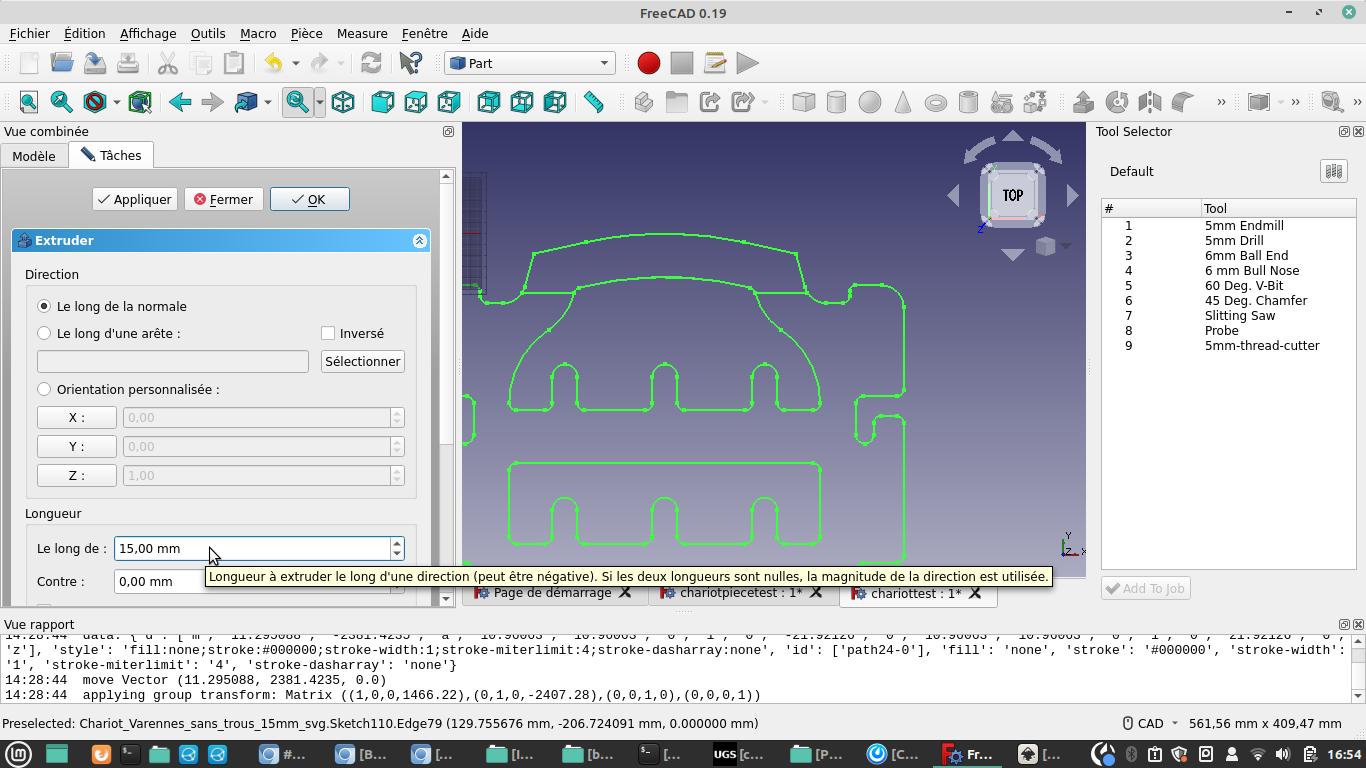
Extruder nos chemins pour former une pièce en volume dans FreeCAD
Pour cette partie on va travailler dans l'espace de travail "Part"
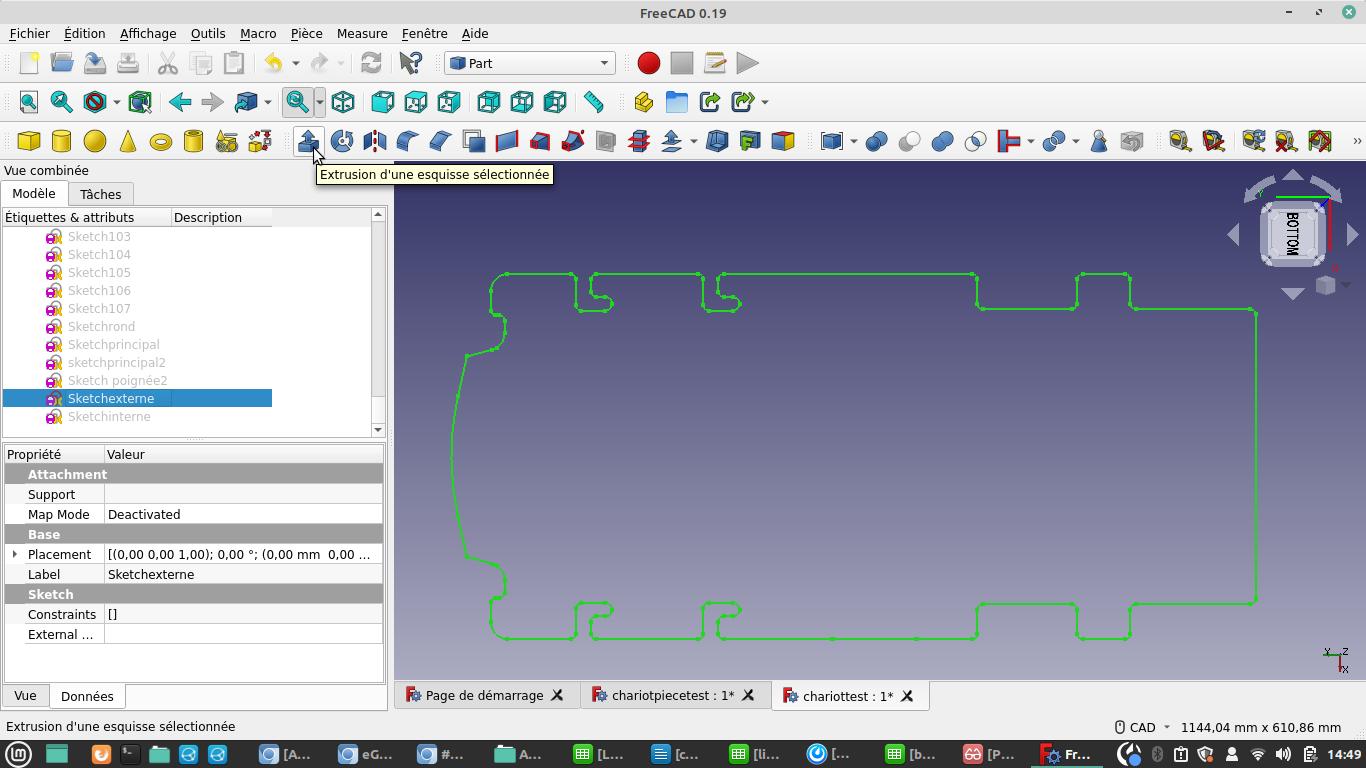
La première étape va consister à extruder la forme extérieure de ma pièce. Pour effectuer cette étape, je vais sélectionner le sketch dans lequel j'ai fusionné tous les sketchs des formes externes (ici "sketchexterne") et j'appuye sur le bouton extrude (indiqué par ma souris sur l'image)
Et je règle l'épaisseur de ma pièce, dans mon cas 15mm
Importer le Gcode dans UGS pour usiner la pièce sur la fraiseuse XCarve
La MDX-50 est une machine de fraisage multi-outils fabriquée par la société Roland.
Spécifications
Volume de travail : 400 (X) × 305 (Y) × 100 (Z) mm Axes : 4 (Il faut changer de plateau pour utiliser le 4ème axe) Diamètre tige outil : 6 mm Nombre d'outils : 6 Matériaux fraisables : ABS, POM, nylon, plastique, cire de modélisation, pâte chimique de bois, bois dur
Utilisation de la machine
La machine
VPanel
Logiciel permettant la gestion de la machine.
ClickMill
Logiciel permettant la réalisation de travaux simples.
Gravure de PCB
Matériel utilisé
- Pointe javelot 0.1 mm 30° (Gravure des pistes)
- Forêt 0.8 mm (Perçage des trous pour les composants)
- Forêt 1.0 mm (Perçage des trous pour les gros composants)
- Fraise "coupe diamant" 2.0 mm (Découpe de la plaque)
FlatCAM
La logiciel FlatCAM est un logiciel libre utilisé pour générer les fichiers G-Code à partir des fichiers Gerber (Tracé des pistes) et Excellion (Position des trous).
Tutoriels
[[https://www.youtube.com/watch?v=--Cb11heuHc Tuto FlatCAM PCB simple-face]] (en anglais)
Tuto FlatCAM PCB double-face (en anglais)
Activer le sous menu Utilities Milling Diameter : 2.00mm
Cliquer sur Mill Drills
Geometry Object
Cut Z : -2.400mm Multi-Depth : 0.400mm Preprocessor : Default_no_M6
Fraisage des pistes
Insolation routing
Tool Dia : 0.2304mm Passes : 3 (ou 4 suivant le rendu) Overlap : Entre 35% et 65% (suivant le rendu, si la valeur est haute il faut peut être augmenter le nombre de passes)
Séparer les trous >0.9mm de ceux <=0.8mm. (On utilisera respectivement les forets de 1.0mm et de 0.8mm)
Drilling Tool
Cut Z : -1.700mm Preprocessor : Default_no_M6
Découpe de la carte
Cutout Tool
Tool Dia : 2.000mm Cut Z : -1.800mm Multi-Depth : 0.4mm Gap size : 2.0mm Gaps : 4
Geometry Object
Cut Z : -1.800mm Multi-Depth : 0.4mm Preprocessor : Default_no_M6
Séquence de travail
PCB simple face
1. Gravure de la face inférieure (Pointe javelot 0.1mm) 2. Perçage des trous de 1.0mm (Forêt 1.0mm) 3. Perçage des trous de 0.8mm (Forêt 0.8mm) 4. Découpe du contour de la carte (Fraise diamant 2.0mm)
PCB double-face
1. Perçage des trous d'alignement (Fraise diamant 2.0mm) 2. Gravure de la face supérieure (Pointe javelot 0.1mm) 3. Retournement de la carte 4. Gravure de la face inférieure (Pointe javelot 0.1mm) 5. Perçage des trous de 1.0mm (Forêt 1.0mm) 6. Perçage des trous de 0.8mm (Forêt 0.8mm) 7. Découpe du contour de la carte (Fraise diamant 2.0mm)
Astuces & autres
Fixation des cartes sur le plateau avec du scotch double-face.
Ne pas oublier les trous d'alignements pour la réalisation de PCB double-face.
* Bien définir la vitesse de rotation au maximum sur la machine avant le premier travail, elle ne le fait pas automatiquement pour le G-Code.
Réglages du logiciel Easel pour la fraiseuse X-CARVE
Réglages du logiciel Easel pour la fraiseuse X-CARVE
La XCarve est une machine de fraisage, vendue en kit par la société Inventables. Elle permet le fraisage de matériaux tendres (bois, aluminium) et reste modulable grâce à sa structure en profilé Open Source.
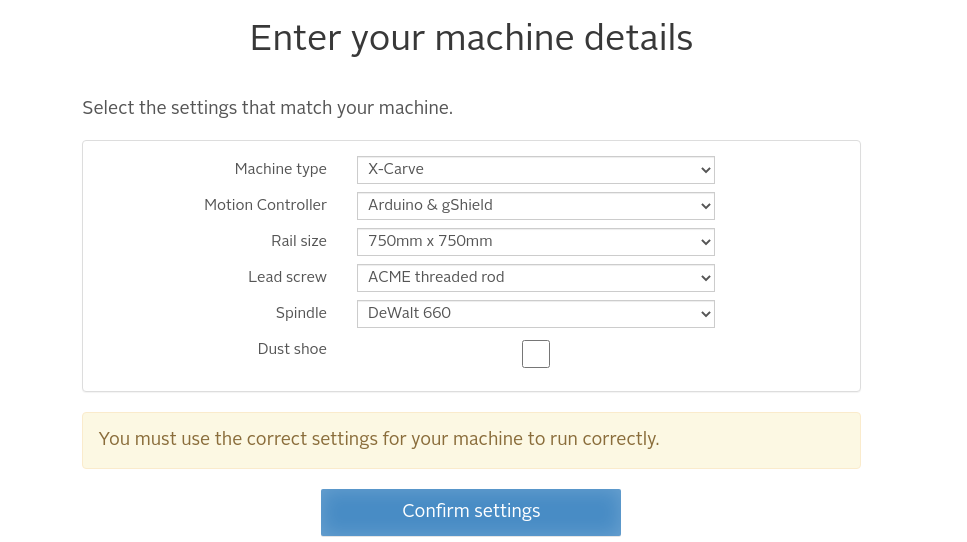
Installation des drivers et configuration
Pour piloter la fraiseuse X-Carve, nous devons utiliser le logiciel en ligne Easel, en accédant à leur site et en y créant un compte.
Easel est une application en ligne crée par Inventables (Les concepteurs des CNC X-carve) qui vous permet de designer vos pièces et de les graver avec votre CNC. Il remplace vos logiciel CAD et CAM en les regroupant dans une seule application. (Benmaker)
Pour découvrir ce logiciel et ses fonctionnalité, un tutoriel a été réalisé par Benmaker . Il faudra effectuer quelques modifications dans la partie configuration Easel pour la CNC 3018 car nous avons une X-Carve. Voici les modifications à apporter :
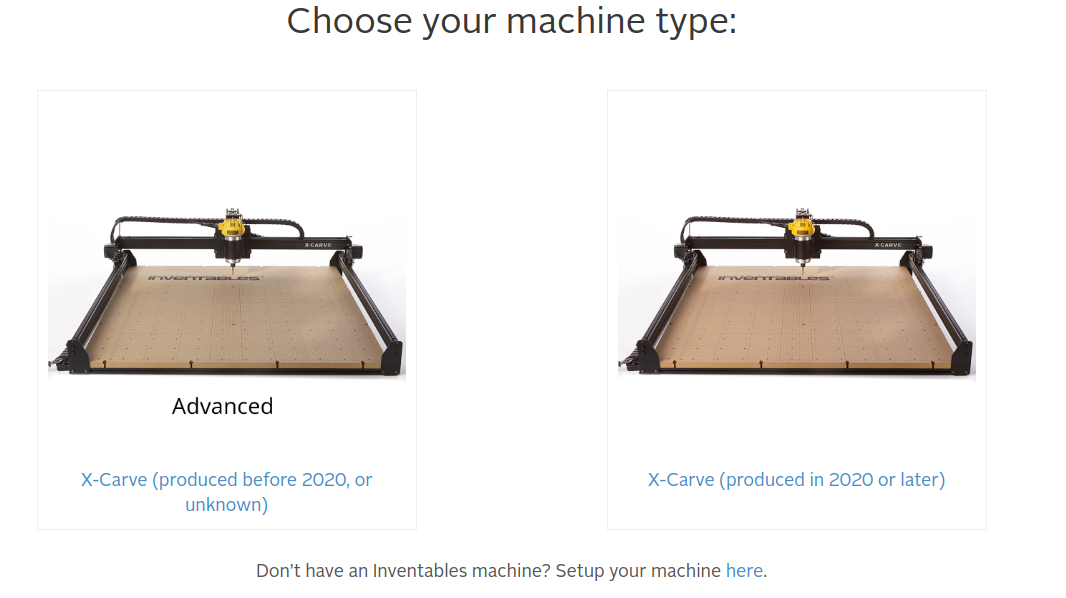
Sélectionner tout d'abord les réglages pour X-Carve Advanced
Ensuite, vous devez brancher le cable USB à votre ordinateur (lors de la première connexion à la machine il vous sera proposé d'installer les drivers).
Dessins
Pour réaliser votre pièce, il est nécessaire d'importer un fichier dans lequel le dessin apparait (= que nous nommons "fichier vectoriel"). Le fichier peut être de source partagée ou auto-produite.
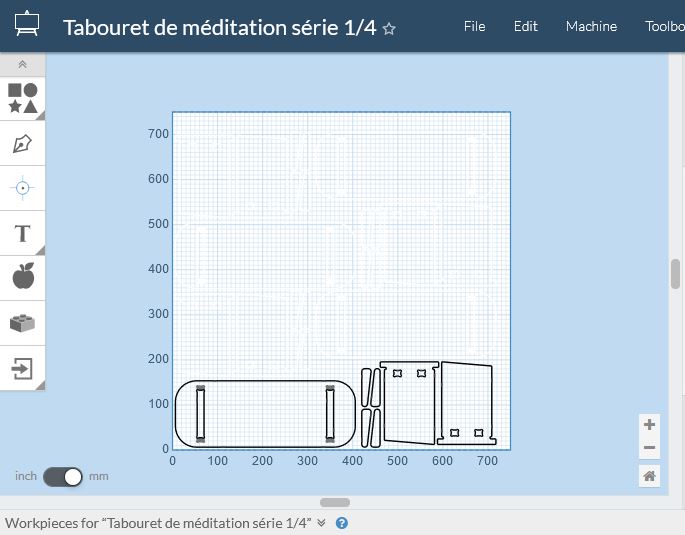
L'application web Kiri:Moto est un slicer pour Impression 3D FDM, SLA, découpe laser et Usinage CN. Elle est mise à disposition par Grid Space, une plateforme de mise à disposition d'applications gratuite, Open Source pour Makers.
Le module Commande Numérique est celui qui nous interesse aujourd'hui, il permet de répondre à une demande d'un module plus complet qu'Easel sur la fraiseuse X-Carve (Prise en charge du 3D, réglage plus fin,...)
Interface
L'interface est composée de 5 parties : Bandeau supérieur, Menu Objet, Menu Controle d'opération, Barre des Opérations et Espace de Travail
Bandeau supérieur
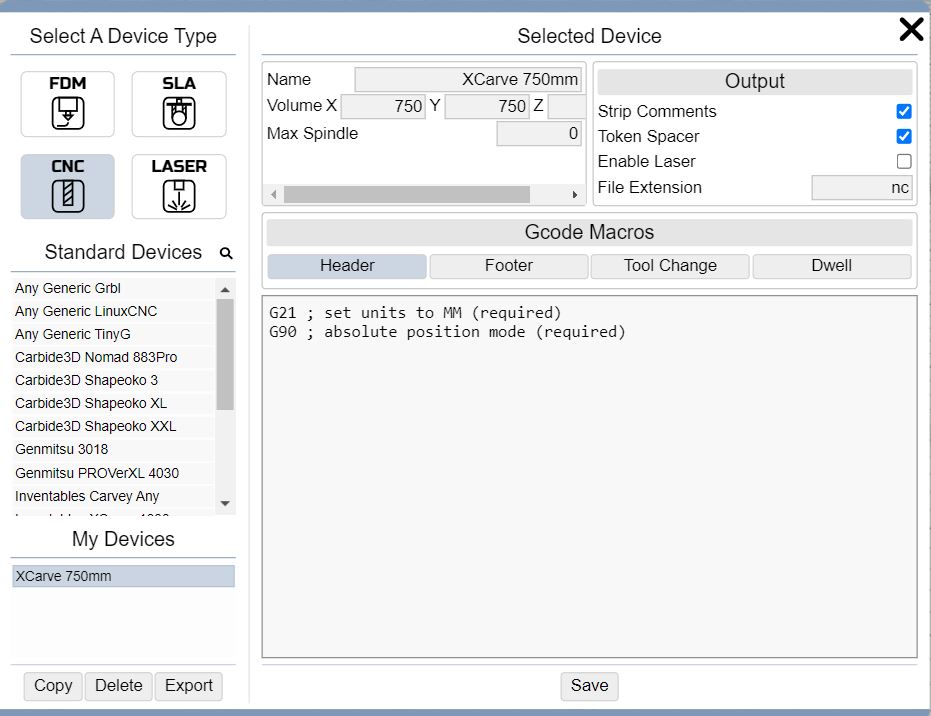
Le bandeau supérieur comprend à gauche un bouton pour changer de mode de fabrication (CNC, SLA, FDM ou Laser) ainsi que la machine employée, la taille de son plateau et des options pour changer le footer et header du G-Code généré.
Menu Objet
Le menu objet est le menu situé à la droite de l'écran, il comporte 6 boutons lorsqu'on se trouve sur le mode CNC.
Setup : Permet de modifier les paramétres machines, créer ou nommer de nouveaux outils ou modifier les options d'interface.
Files : Permet d'importer de nouveaux fichiers 3D (format OBJ, STL ou 3MF), de nouveaux fichiers 2D (SVG, JPG, PNG) qui sont extrudés en volumes 3D automatiquement et d'avoir accès aux anciens fichiers traités.
View : Changer la vue, supprimer les objets ou les réarranger.
Starts : Générer une vue du passage de l'outil et exporter le fichier au format G-Code (possibilité d'avoir accès au temps d'usinage)
Render : Afficher le volume 3D en plein, filaire ou transparence.
Tools : Effectuer sur l'objet des rotations ou déplacement.
Menu Controle d'opération
Le menu de contrôle d'opération est situé à la gauche de l'écran, il comporte 7 boutons.
Tabs : Création d'attaches pour maintenir les pièces à leurs places à la fin de l'usinage.
Stocks : Pour définir le brut d'usinage.
Limits : Pour définir les paramètres de vitesse d'avance ou de zone de dégagement.
Output : ???
Origin : Définir l'origine du programme.
Expert : ???
Profile : Sauvegarder le profil de paramétres.
Barre des Opérations
C'est la barre récapitulative des opérations réalisées et de leurs ordres dans l'usinage.
Revu rapide des fonctions :
Flip : Opération manuelle pour retourner la pièce, elle permet de créer un recto et un verso sur une pièce sans avoir à avoir une fenêtre ouverte pour chaque opération.
Register : Opération de percage pour une mise en position sur une pièce nécessitant une opération des deux cotés
Drill : Opération de percage de trou.
Level : Opération de surfaçage.
Trace : Opération qui permet de suivre un tracé généré, souvent utilisé pour de la gravure de texte.
Gcode : Option d'injection de G-code
Rough : Opération d'ébauche d'une forme
Outline : Opération de finition d'une forme
Contour : Opération de finition pour suivre une courbe (lisser une courbe ébauchée avec Rough)
Pocket : Opération de création de poche dans de la matière (nécessité d'avoir une surface de fond)
Espace de Travail
L'espace de travail correspond à la partie centrale de l'écran, c'est ici qu'après l'import on retrouvera le modèle 3D. Les deux droites, rouge et bleue, correspondent respectivement à l'axe X et Y. Leurs intersections marquent l'origine du programme d'usinage (par défaut en bas à droite de la pièce).
Application
L'application KiriMoto peut effectuer toutes les opérations réalisées par Easel (détourage, poche, découpe) mais en y ajoutant des fonctionnalités de suivi de courbe 3D, option d'usinage doubles faces, surfacage, insertion de G-Code,...
KiriMoto est une application Web de Fabrication Assisté par Ordinateur, elle permet de générer le Gcode nécessaire à l'usinage sur la X-Carve de pièce en 3D, de gravure et de découpe en 2D.
Le tuto s'intéresse à 5 cas d'applications :
Prise en main du logiciel sur une pièce simple
L'usinage d'une pièce sur deux faces (en construction)
Utilisation d'un fichier SVG en 3D (en construction)
Usinage d'une pièce avec une surface courbe (en construction)
Etape 1 : Import et préparation de l'espace de travail
Une fois arrivé sur la plateforme il est nécessaire de renseigner les spécifications machine de la fraiseuse ainsi que le paramétrage des outils avant de commencer à travailler sur l'objet.
Pour ouvrir le panneau de configuration de la machine, il faut cliquer sur l'icone Mode CNC.
On accède ensuite à l'interface de modification des paramètres machine, c'est ici qu'on peut renseigner la machine qu'on utilise ou renseigner une nouvelle machine (ex:X-Carve 750mm) et selectionner l'option CNC.
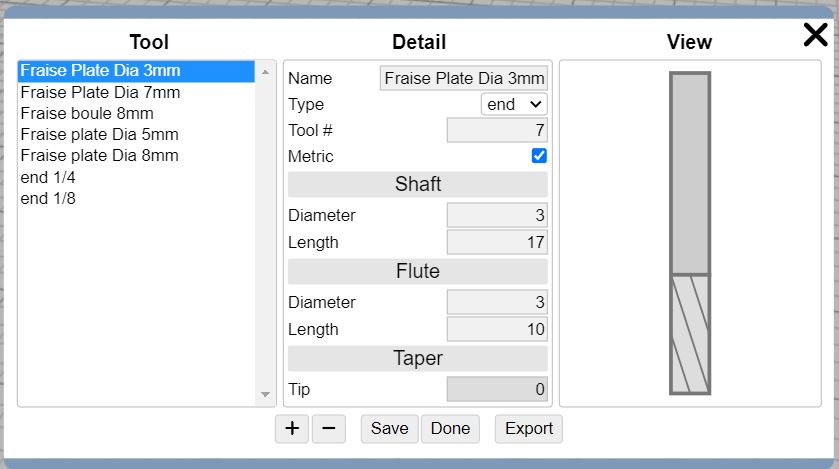
On ouvre ensuite la page de création et de modification des outils (raccourci clavier O).
C'est ici qu'on peut créer de nouveaux outils.
Petite explication des paramétres :
Type : Forme de la fraise (Ronde=Ball, End=Carré, Taper=pointe), chaque type d'outil à une fonction différente lors des opérations d'usinage.
Tools : Ne pas modifier, c'est juste le numéro que va prendre l'outil dans le Gcode (peut être intéressant si magasin d'outil automatique)
Metric : Quand coché les mesures sont en métrique et non en impérial.
Shaft : C'est le corps de la fraise, la partie supérieure qui ne comprend pas les lames.
Pour l'exercice on prendra une fraise plate de 8mm de diamètre.
Import de fichier
Pour importer un fichier on peut soit utiliser le raccourci clavier I soit aller dans Files et Import.
Une fois le fichier importé, la barre de droite permet d'intéragir avec l'objet.
La barre du bas sert à ordonner et définir les opérations d'usinage qui seront réalisées. Pour notre exemple seul deux nous seront nécessaires:
Rough : Opération d'ébauche pour enlever un maximum de matière
Outline : Opération de finition
Pour ajouter ces deux opérations on clique sur le plus, puis on vient sélectionner Rough en premier et on refait la manipulation pour Outline en second.
Ensuite on va définir les paramétres des opérations :
Pour Rough on va définir
la fraise sur "Fraise Plate 8mm"
speed rate (vitesse d'avance) : 1000 (mm/s)
plunge rate (vitesse d'avance en Z) : 250 (mm/s)
step down (profondeur de coupe) : 1 (mm)
step over (Espace entre chaque passe) : 0.7 (70%)
Leave stock (laisser une surépaisseur) : 0.5 (mm)
Et on va sélectionner clear voids et inside only
Pour Outline on va définir :
la fraise sur "Fraise Plate 8mm"
speed rate (vitesse d'avance) : 800 (mm/s)
plunge rate (vitesse d'avance en Z) : 250 (mm/s)
step down (profondeur de coupe) : 1.5 (mm)
Et on ne sélectionne rien
Etape 3 Création des tabs
On peut maintenant ajouter les supports d'accroches (ou tabs) pour sécuriser la pièce lors de son usinage. Ce sont des petits espaces où la matière ne sera pas enlevée pour permettre à celle-ci de rester en place à la fin de l'usinage.
Pour les créer il faut aller dans la barre opération de gauche et cliquer sur Tabs, puis cliquer sur le +. À partir de là on peut aller sur le modéle 3D et définir où est-ce que l'on souhaite voir un Tabs (pour bien sécuriser la pièce, il est conseillé d'en mettre 3/4 réparties sur le tour).
Une fois les tabs positionnés on peut venir recliquer sur Tabs et sur 🗸 pour valider l'opération.
Etape 4 Génération du G-code
Après avoir définit tous les paramètres, on peut vérifier le chemin de la fraise pour voir si elle fait ce qu'on veut qu'elle fasse. Pour cela, rien de plus simple, on va sur Start dans la Barre objet de droite et on sélectionne Slice.
Si toute la configuration s'est bien déroulé on devrait avoir la vue ci-jointe.
Si le chemin correspond, on peut alors générer le G-code associé, pour cela on clique sur start dans la Barre objet de droite puis sur Export, une fenêtre s'ouvre avec un encart pour changer le nom du fichier, le temps d'opération et un bouton pour lancer le téléchargement du fichier (download).
Le fichier G-code est alors généré et on peut passer à l'usinage !
L'usinage d'une pièce sur deux faces
Les fonctions réutilisées de l'exercice précédent ne seront pas explicitées dans celui-ci.
L'usinage sur deux faces permet d'ouvrir un champ des possibles assez interessant mais en contrepartie c'est une pratique qui demande beaucoup plus de préparation et de reflexion pour avoir un résultat convenable.
Le premier défi est donc d'arriver à avoir la même origine programme sur les deux faces. Lors de la reflexion de ce tutoriel plein d'alternative ont était étudié et testé mais une seule reste facile et répétable.
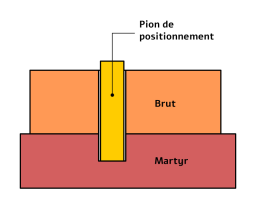
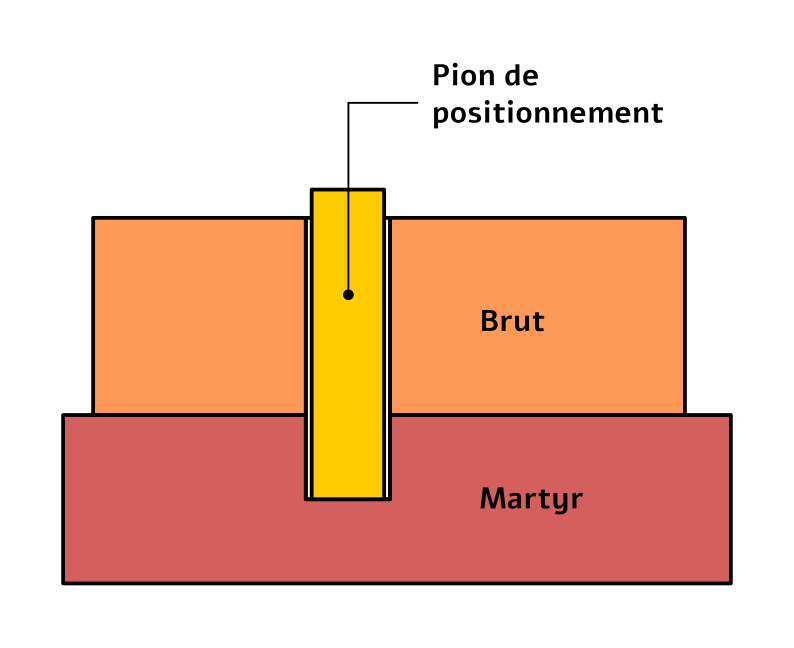
La méthode présenter ici est celle des pions de positionnement. La théorie de base est de créer deux points qui traversant sur la plaque usinés pour créer un système de coordonées et de position commun aux deux faces.
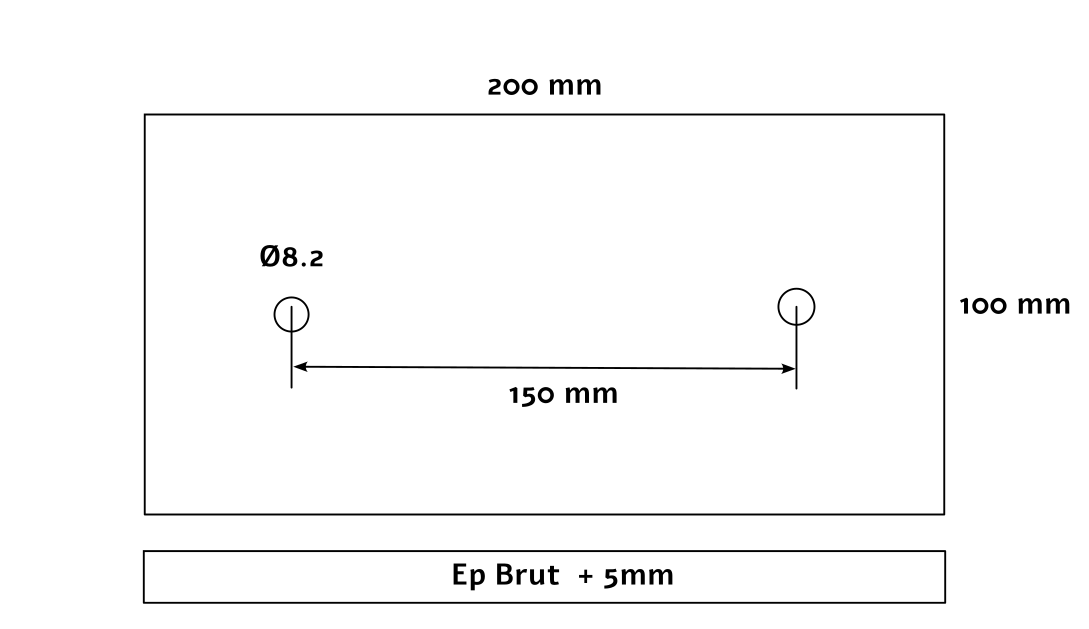
Pour cela nous allons percé avec la fraiseuse numérique deux trous traversant au niveau de la plaque et qui vont aller usiné le martyr (comme présenter sur le schéma joint).
Fabrication de l'empreinte
Créer la mise en position
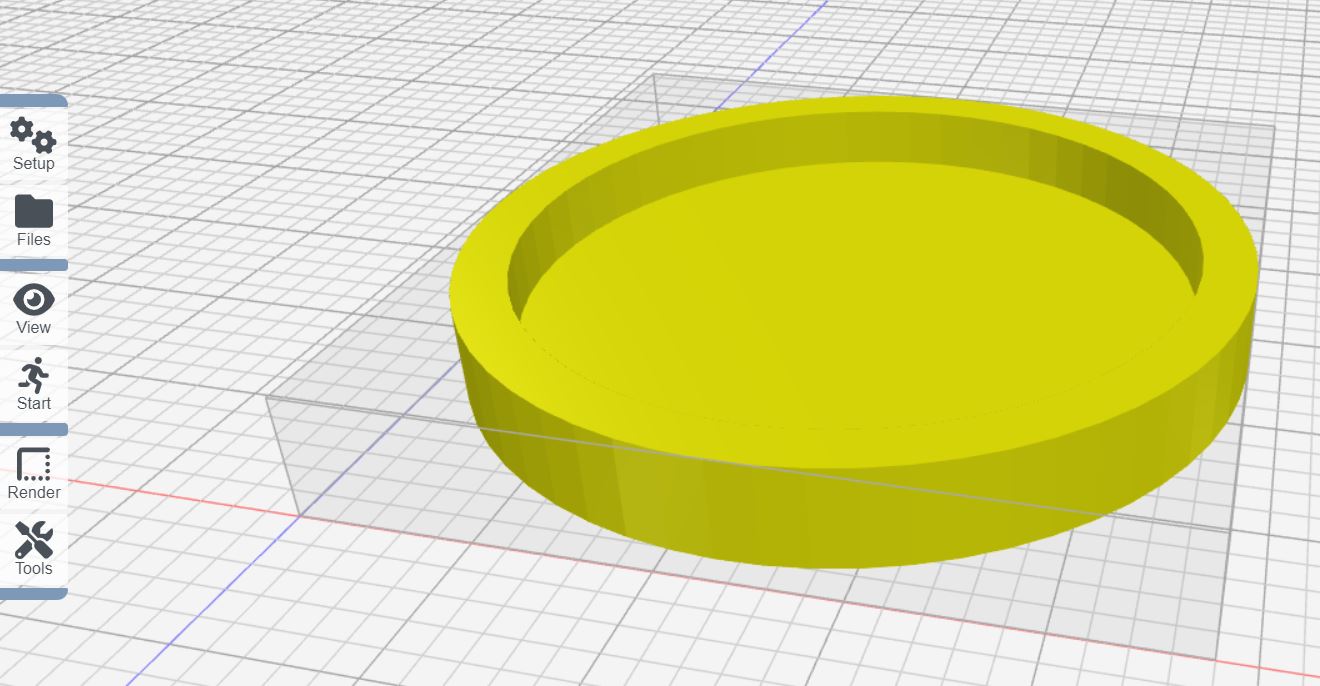
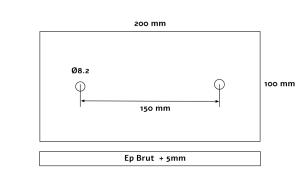
Pour créer ces percages nous créons un modéle 3D d'une plaque comprenant deux trous distant de 150 mm (la distance et le positionnement des trous peuvent changer suivant la pièce que l'on veut fabriquer).
L'épaisseur de cette plaque doit correspondre à l'épaisseur de notre plaque brut + la profondeur à laquelle on souhaite enfoncé nos pions de positionnement.
Attention les trous doivent être centré sur le volume, cela permettra d'avoir un centre commun avec les pièces usiné ensuite.
paramétrage
Une fois le modéle 3D fait nous l'importons dans Kiri:Moto
Une fois les outils renseigner (revoir le premier tuto pour rrensigner de nouveau outils) nous pouvons commencer le paramètrage.
Plusieurs paramètre sont a modifié avant de choisir les opérations à appliquer :
- Verifier que le "stock" est à zéro (Width = 0, Depth = 0, Height = 0)
- Dans Outline coché "Origin Top" et "Origin Center": Cela permet de mettre le zéro programme à la surface de la planche à percé et au centre de celle ci
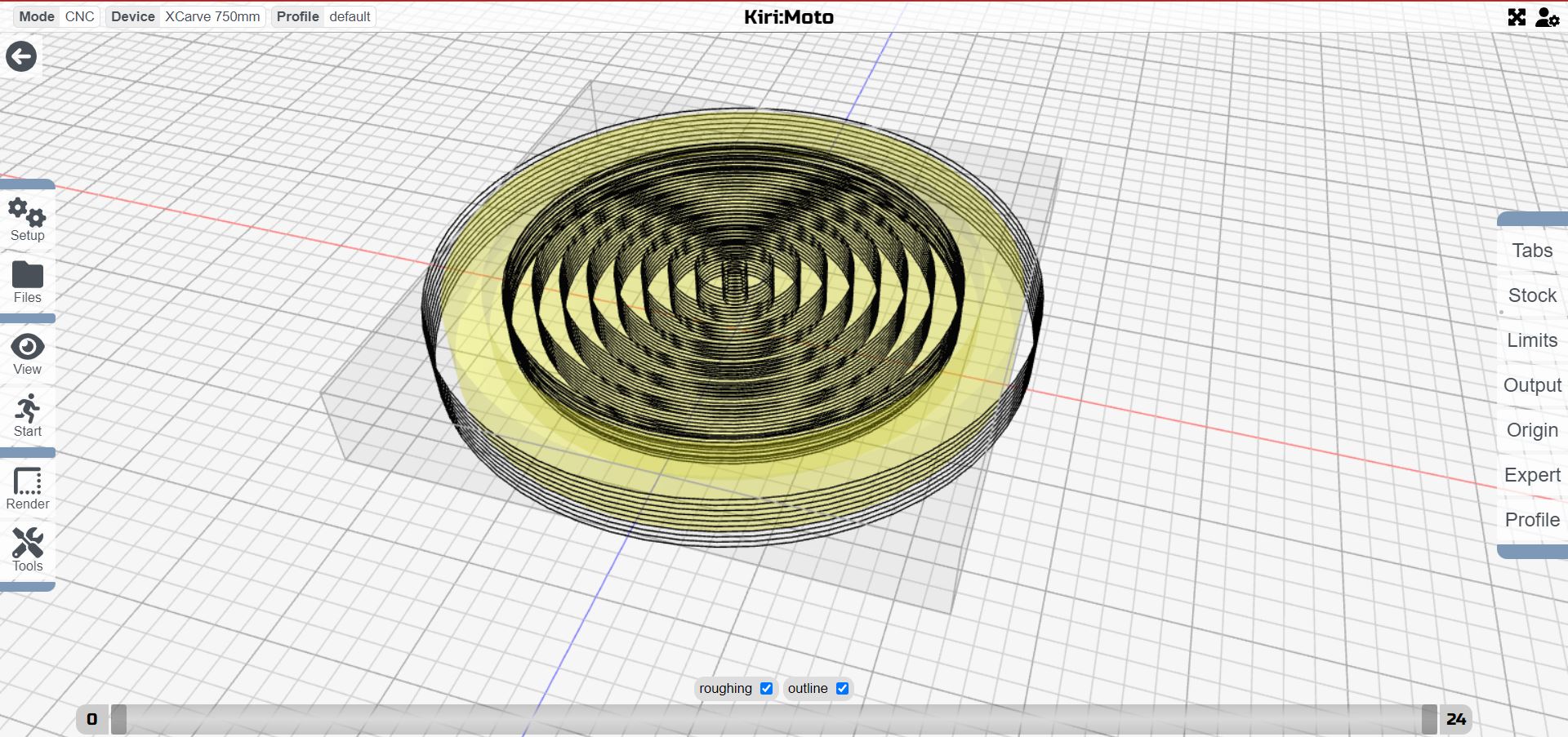
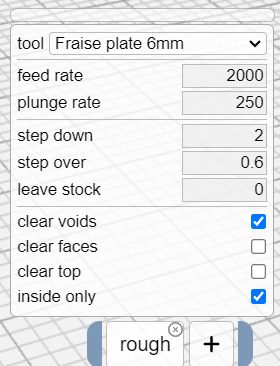
Une fois les paramètres changés passons aux opérations :
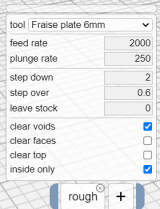
Avec une fraise de 6mm de diamètre il faut utiliser la fonction "Rough" avec le paramètrage ci joint :
Conseil d'usinage
Il est conseillé d'utiliser une fraiseuse numérique ayant un système de déplacement rigide (vis à bille, roue et vis sans fin,...).
N'hesitez pas à vous faire accompagner lors de ce projet/exercice, on touche du doigt des fonctions assez complexe sur le fraisage.
Usinage face 1
Importation et paramètrage
Une fois l'importation du modéle 3D de cassette fait on viens en modifier la taille (X=100, Y=15) en pensant à dissocié les échelles (petit case à cocher en dessous des X,Y et Z).
Pour accéder au changement d'échelle il faut aller dans outil>échelle.
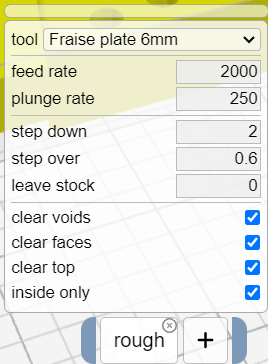
Une fois la mise en position faite on s'intérésse aux paramètrage générale :
- Mettre un stock de hauteur (height) 3 mm
- Venir cocher dans Limits un Z-Anchor Middle
- Definir dans Limits un Z Thru de 0.5mm
- Venir décocher dans Outline le Origin Top
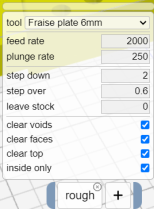
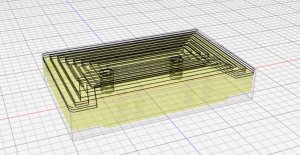
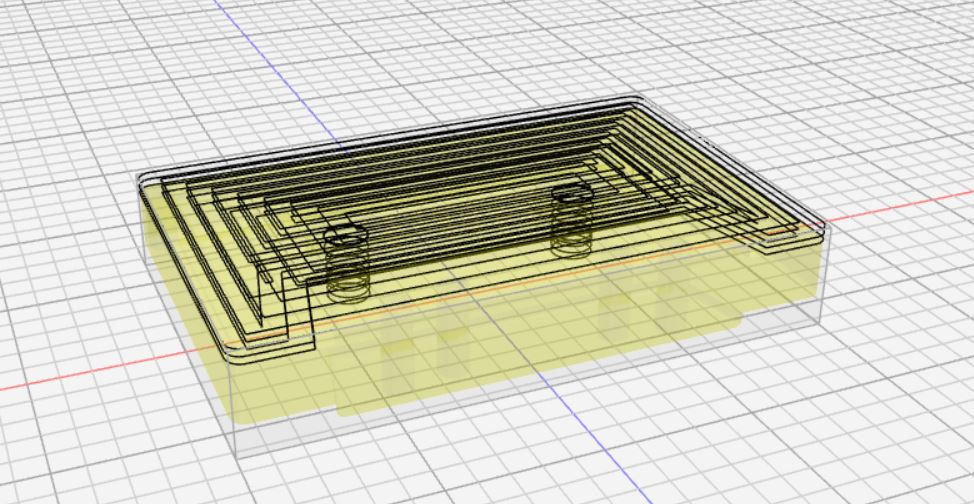
Une fois ce paramètrage réaliser on peut definir les opérations nécessaire, ici on se contentera d'une opération de rough avec les paramètres ci joint :
Les chemins généré devrait ressembler à l'image suivante :
Coût matière : Environ 30€ (Moitié de plaque de 250x122)
Coût machine : Environ 7€ (1h)
Commentaire pour amélioration
Les poignées de la caisse ne laissent pas assez d'espace pour les doigts et mériteraient d'être légérement plus basses.
Matériaux plus épais et caisse plus petite serait cohérent
Contexte de création
Lorsque j'ai créé cette caisse l'idée pour moi était plus de faire un Proof of Concept pour étudié la faisabilité de créé du mobilier avec cette technique d'assemblage par tenon mortaise sans clou ni vis
Il est cependant possible (et encouragé) de se servir de plaque récupérer et revalorisé ou de chute de plaque pour faire ces caisses !
L'aspect caisse en bois "stackable" et personnalisable au niveau de la taille pourrait aussi permettre de faire un jeu de caisse de différentes tailles qui s'imbriques. (exemple ici)
[Aide mémoire] Utilisation des fraiseuse CNC Technologie
[Aide mémoire] Utilisation des fraiseuse CNC Technologie
Cette page est une aide-mémoire et n'a pas vocation à être un support d'autoformation.
Lexique
Fraise
La fraise est l'outil tournant qui va enlever la matière lors de l'usinage
Queue
La queue est la partie de la fraise qui va être pris en étau par le mandrin
Longueur utile (de coupe)
Elle correspond à la longueur de coupe possible de l'outil, elle s'arrète quand il n'y a plus de dents
Usinage CN
L'usinage Commande Numérique est un usinage controlé par un programme informatique
Gcode
Le Gcode est un language de programmation et de conversation homme-machine
Sécurité
Porter les éléments de sécurité (casque, lunettes de protection) lorsque la machine est en marche
Vérifier le serrage de la pièce et de la fraise dans le mandrin avant toute opération
Vérifier le tracé du programme avant de le lancer (ne pas hesitez à le lancer "à vide" pour vérifier)
Toujours être à proximité de la machine avec un accès direct au bouton d'arrêt d'urgence
Mettre la vitesse d'avance à 5% dans les premiers instant de l'usinage pour éviter toute mauvaise surprise puis augmenter progressivement la vitesse.
Création du fichier
La création du fichier peut se faire sous deux formes en fonction de vos besoins et de votre compétence sur la machine.
2D : La première, en 2D, se fait à l'aide d'un logiciel de dessin vectoriel 2D (Inkscape,...). Ce dessin représentera alors le tracé de la fraise sur notre machine. Il est important de se représenter le tracé correspondant à chaque opération. Une fois le dessin fait il faut exporter le fichier sous le format .DXF, c'est un format vectoriel qui permettra de récupérer les tracés sur le logiciel de conversion en Gcode.
3D : Pour ce qui est de la 3D on peut utiliser des logiciels CAO (Conception Assistée par Ordinateur) fait pour de la 3D, tels que FreeCAD ou Blender. Le format de fichier utilisable est le .STL, c'est un format de fichier courant au sein des fablabs car il est aussi utilisé sur les imprimantes 3D.
Le logiciel de conversion est un logiciel qui va nous permettre d'affilier une opération à chaque tracé ou courbe créées à l'étape d'avant.
Pour rafraichir ses connaissances sur l'utilisation de CamBam référez vous à la section ci-dessous:
CamBam fonctionne avec des extensions de document en .DXF, ce format vectoriel permet de garder les tracés en vecteurs entre le logiciel de conception et le logiciel de Fabrication Assisté par Ordinateur.
Une fois avoir lancer le logiciel CamBam vous pouvez ouvrir le document préraré en amont sous le bon format. Pour cela cliquer sur fichier (en haut à gauche de l'écran), puis ouvrir et selectionnez le fichier souhaité.
Une fois le fichier ouvert sur CamBam vous avez la possiblité de le redimensionner ou de le changer de position. Les deux traits en bas à droite de la fenêtre de visualisation correspondent à l'origine de votre programme.
Il est possible que votre esquisse soit subdivisée en traits plus petits que les formes générales, pour joindre ces traits il suffit de les sélectionner et de faire crtl+J ou d'aller dans Edition puis Joindre.
Pour changer la position de votre esquisse, appuyer sur Shift puis vous pouvez cliquer (clic droit) sur la forme et la changer de position en restant appuyé.
Pour redimmensionner votre esquisse aller dans Edition puis Transformer puis Echelle.
Il est possible de créer directement une esquisse sur CamBam pour des formes simples.
Une fois l'esquisse téléchargée et prête, on peut passer à l'affiliation des opérations.
Une fois le document ouvert et positionné on peut affecter des opérations à chaque trait de notre esquisse.
En usinage CN il y as 5 opérations disponibles :
Poche : Il s'agit d'une opération qui évide la matière en suivant un tracé extérieur sur une certaine profondeur
Contournage : C'est une opération qui permet de découper l'intérieur ou les cotés d'une pièce
Suivi de profil 3D : C'est une opération réservée à l'utilisation de volume 3D dans CamBam, elle permet de suivre une courbe 3D
Gravure : Cette opération permet de faire suivre un outil suivant un trait.
Perçage : Permet de programmer des cycles de percage
Pour affecter une opération, sélectionnez le trait auquel vous voulez la rattacher puis cliquer sur l'opération sur le bandeau supérieur.
L'opération va alors apparaitre sur le bandeau de gauche. Une fois l'opération sélectionnée vous aurez accès aux paramètres de contrôle de votre opération.
Les paramètres important sur lesquels vous devez influer sont les suivant :
Outil : Le choix de l'outil se fait en fonction d'une bibliothèque déjà existante, vous pouvez y accéder par le menu déroulant à droite de la ligne.
Vitesse de rotation : C'est ici que vous aller pouvoir reporter la valeur de F calculée (pour la calculer se référer à la section suivante).
Vitesse d'avance : C'est ici que vous aller pouvoir reporter la valeur de Vf calculée (pour la calculer se référer à la section suivante).
Vitesse d'avance en Z : Correspond à la vitesse de déplacement de la fraise en descente (en régle générale elle correspond à Vf/4)
Profondeur de passe : Cette valeur doit être comprise entre 0.1 et 1 mm. Plus la valeur est basse, moins les efforts seront importants et meilleur sera le résultat.
Profondeur finale : C'est cette valeur qui va définir la profondeur de votre usinage.
Fraise à surfacer : elles se reconnaissent par leur diamètre important. Leur principale utilité est de faire un surfaçage (opération qui consiste à enlever quelques millimètres au dessus de la pièce pour avoir une surface propre). Fraise 2T (2 tailles) : Ce sont les fraises les plus utilisés pour de l'usinage CN, elles sont assez versatiles et se présentent sous toutes les dimensions. Elles se reconnaissent par leur cylindricité et leurs deux arêtes de coupe. C'est un outil très adapté à l'usinage de poche. Fraise hémisphérique : Une fraise avec un bout arrondi, elle permet de faire du suivi de profil dans un usinage 3D. Fraise à chanfreiner/rayonné : ce sont des fraises spécifiques qui sont montées pour faire la finition d'une pièce et ébavurer les angles en chanfrein ou congé. Fraise de gravure : C'est une fraise avec un angle de taille compris entre 45° et 10°, elle est utilisé pour faire des gravures ou du suivi de profil sur de la finition. Foret de percage : Ce sont des forets de percage classique qui peuvent être montés sur la fraiseuse CN pour effectuer des séries de perçages.
Le choix de l'outil est évidemment dépendant de l'opération à executer.
Tableau de valeur de vitesse d'avance et de rotation de la broche pour un outil de diamètre 6mm
Matière
Vitesse d'avance
Vitesse d'avance en plongée
Vitesse de rotation
Fraise conseillée
PVC expansés
4000
1000
12 000
Fraise 1 dent plastique/résines
Verres acryliques
3000
700
20 000
Fraise 1 dent acrylique
Différents plastiques (PS, ABS, PE,...)
3500
700
15 000
Fraise 1 dent plastique/résines
Aluminium composite
3000
600
12 000
Fraise 1 dent plastique/résines
Bois reconstitués (CP, MDF, Aggloméré)
4000
800
12 000
Fraise 2 dents bois
Bois bruts (chêne, sapin, bambou, hêtre, balsa,...)
2000
800
14 000
Fraise 2 dents bois
Résines (epoxy, polyester)
2000
800
12 000
Fraise 1 dent plastique/résines
Mousses rigides et semi rigides
4000
1000
16 000
Fraise 3 dents mousse
Aluminium et laiton (en tôle)
400
100
14 000
Fraise 1 dent alu
Aluminium et laiton (en bloc)
1000
100
14 000
Fraise 1 dent alu
Tableau de valeur pour le calcul des vitesses d'usinage et de rotation de la broche
Matière
Vitesse de coupe
Fraise conseillée
PVC expansés
230
Fraise 1 dent plastique/résines
Verres acryliques
380
Fraise 1 dent acrylique
Différents plastiques (PS, ABS, PE,...)
280
Fraise 1 dent plastique/résines
Bois reconstitués (CP, MDF, Aggloméré)
230
Fraise 2 dents bois
Bois bruts (chêne, sapin, bambou, hêtre, balsa,...)
280
Fraise 2 dents bois
Résines (epoxy, polyester)
230
Fraise 1 dent plastique/résines
Mousses rigides et semi rigides
300
Fraise 3 dents mousse
Formule de calcul
fz = Ø/50
F = (1000×Vc)/(π×Ø)
Vf = F×fz×Z
Info formule
Vc (vitesse de coupe) : c'est la vitesse tangentielle au niveau de la dent de l'outil tournant (fraise ou foret) fz (en mm/dent) : correspond à l'avance par dent, donc le nombre de millimètres qui peuvent être enlevés avec l'utilisation d'une seule dent par rapport à l'outil Ø : c'est le diamètre de l'outil F (en tour/min):correspond à la vitesse de rotation de la broche Vf (en mm/min) : est la vitesse d'avance de notre outil en phase de travail Z : Nombre de dents sur la fraise choisie
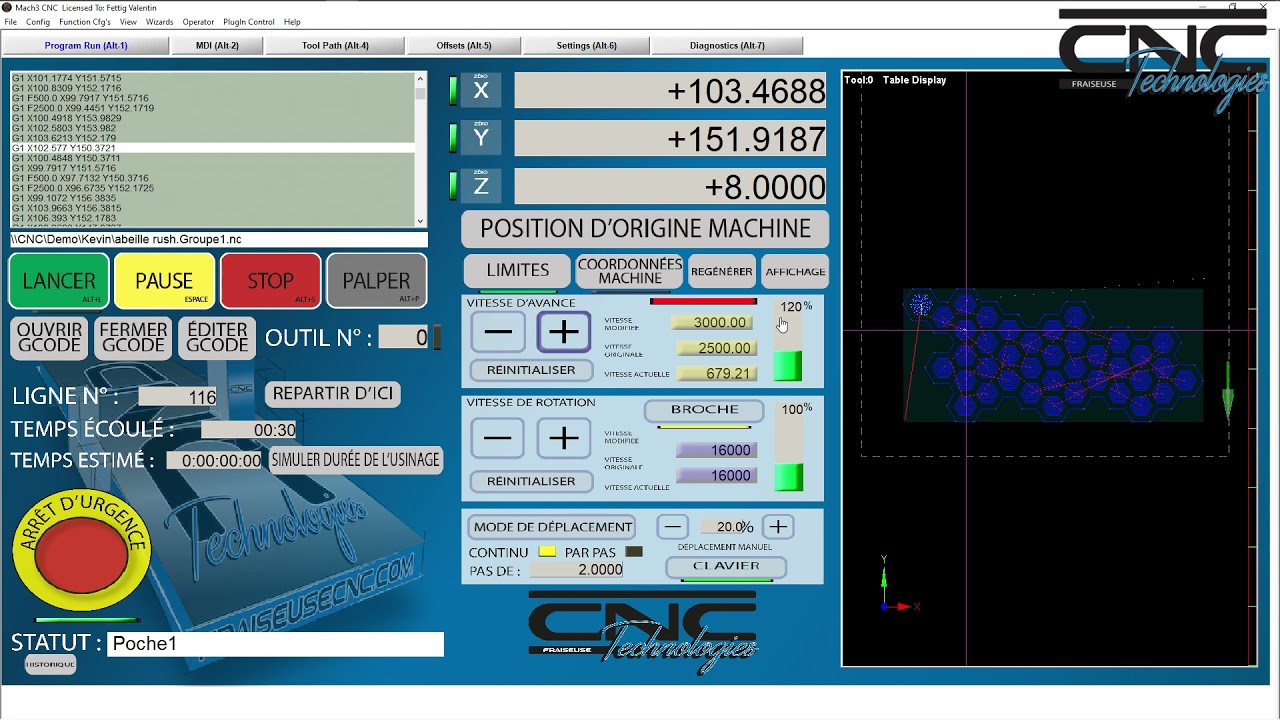
Logiciel de contrôle de la fraiseuse - Mach3
Le logiciel Mach3 est un logiciel de contrôle (monitoring) de machine à commande numérique.
Lorsque vous aurez lancé le logiciel vous allez tomber sur une interface similaire à celle représentée ci-contre.
Cette interface est composée de 6 sections :
Une section de visualisation du Gcode : Cette fenêtre vous permettra de suivre en temps réel l'évolution de votre Gcode lors du fraisage. Cette Fenêtre peut psaraître obscure mais elle est très utile pour détecter des erreurs de programmation.
Une barre de bouton : Cette barre de boutons est l'une des plus importante de cette interface. Ce sont eux qui vont nous permettre respectivement de "lancer" notre programme, le mettre en "pause", stopper complétement notre programme et "palper" la surface de notre pièce pour effectuer le zéro en Z.
Un bouton d'arrêt d'urgence
Une visualisation des coordonnées de l'outil (dans l'environement programme ou machine)
Un panneau de contrôle des vitesses de rotation et d'avance de l'outil
Une interface de prévisualisation du parcours d'outil
La position du zéro en Z est très importante, c'est elle qui va définir les valeurs de profondeur que vous allez mettre sur CamBam.
Il est d'usage de mettre le zéro en Z :
Au niveau du martyrs si vous voulez découper une pièce
Au niveau de la surface à usiner si vous ne souhaitez que graver ou faire une poche