KiriMoto est une application Web de Fabrication Assisté par Ordinateur, elle permet de générer le Gcode nécessaire à l'usinage sur la X-Carve de pièce en 3D, de gravure et de découpe en 2D.
Le tuto s'intéresse à 5 cas d'applications :
Prise en main du logiciel sur une pièce simple
L'usinage d'une pièce sur deux faces (en construction)
Utilisation d'un fichier SVG en 3D (en construction)
Usinage d'une pièce avec une surface courbe (en construction)
Etape 1 : Import et préparation de l'espace de travail
Une fois arrivé sur la plateforme il est nécessaire de renseigner les spécifications machine de la fraiseuse ainsi que le paramétrage des outils avant de commencer à travailler sur l'objet.
Pour ouvrir le panneau de configuration de la machine, il faut cliquer sur l'icone Mode CNC.
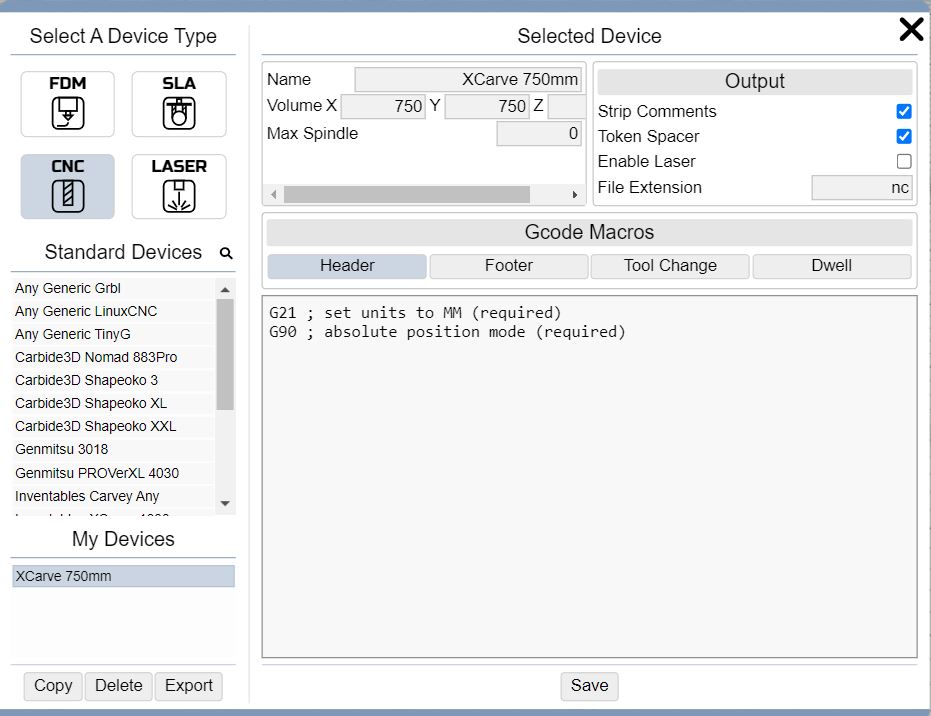
On accède ensuite à l'interface de modification des paramètres machine, c'est ici qu'on peut renseigner la machine qu'on utilise ou renseigner une nouvelle machine (ex:X-Carve 750mm) et selectionner l'option CNC.
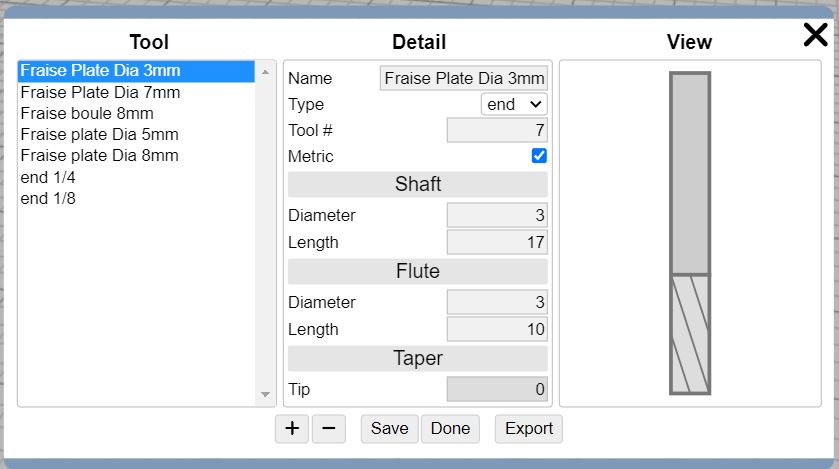
On ouvre ensuite la page de création et de modification des outils (raccourci clavier O).
C'est ici qu'on peut créer de nouveaux outils.
Petite explication des paramétres :
Type : Forme de la fraise (Ronde=Ball, End=Carré, Taper=pointe), chaque type d'outil à une fonction différente lors des opérations d'usinage.
Tools : Ne pas modifier, c'est juste le numéro que va prendre l'outil dans le Gcode (peut être intéressant si magasin d'outil automatique)
Metric : Quand coché les mesures sont en métrique et non en impérial.
Shaft : C'est le corps de la fraise, la partie supérieure qui ne comprend pas les lames.
Pour l'exercice on prendra une fraise plate de 8mm de diamètre.
Import de fichier
Pour importer un fichier on peut soit utiliser le raccourci clavier I soit aller dans Files et Import.
Une fois le fichier importé, la barre de droite permet d'intéragir avec l'objet.
La barre du bas sert à ordonner et définir les opérations d'usinage qui seront réalisées. Pour notre exemple seul deux nous seront nécessaires:
Rough : Opération d'ébauche pour enlever un maximum de matière
Outline : Opération de finition
Pour ajouter ces deux opérations on clique sur le plus, puis on vient sélectionner Rough en premier et on refait la manipulation pour Outline en second.
Ensuite on va définir les paramétres des opérations :
Pour Rough on va définir
la fraise sur "Fraise Plate 8mm"
speed rate (vitesse d'avance) : 1000 (mm/s)
plunge rate (vitesse d'avance en Z) : 250 (mm/s)
step down (profondeur de coupe) : 1 (mm)
step over (Espace entre chaque passe) : 0.7 (70%)
Leave stock (laisser une surépaisseur) : 0.5 (mm)
Et on va sélectionner clear voids et inside only
Pour Outline on va définir :
la fraise sur "Fraise Plate 8mm"
speed rate (vitesse d'avance) : 800 (mm/s)
plunge rate (vitesse d'avance en Z) : 250 (mm/s)
step down (profondeur de coupe) : 1.5 (mm)
Et on ne sélectionne rien
Etape 3 Création des tabs
On peut maintenant ajouter les supports d'accroches (ou tabs) pour sécuriser la pièce lors de son usinage. Ce sont des petits espaces où la matière ne sera pas enlevée pour permettre à celle-ci de rester en place à la fin de l'usinage.
Pour les créer il faut aller dans la barre opération de gauche et cliquer sur Tabs, puis cliquer sur le +. À partir de là on peut aller sur le modéle 3D et définir où est-ce que l'on souhaite voir un Tabs (pour bien sécuriser la pièce, il est conseillé d'en mettre 3/4 réparties sur le tour).
Une fois les tabs positionnés on peut venir recliquer sur Tabs et sur 🗸 pour valider l'opération.
Etape 4 Génération du G-code
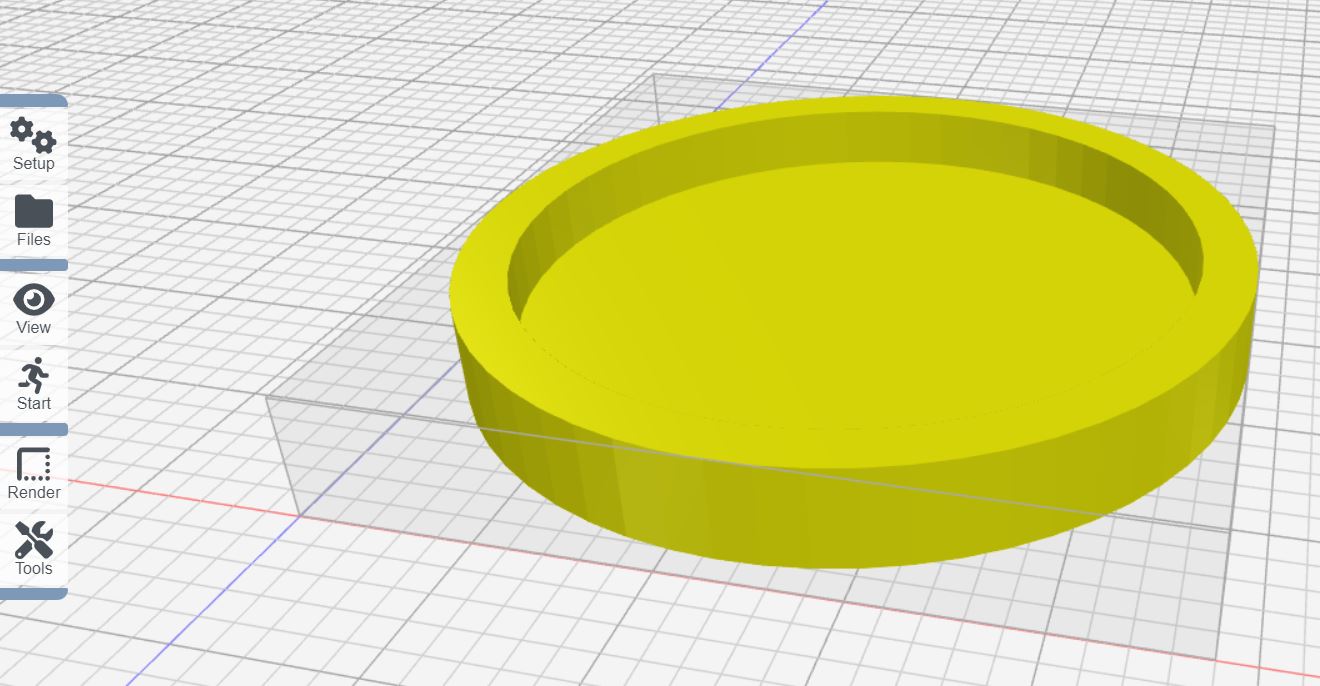
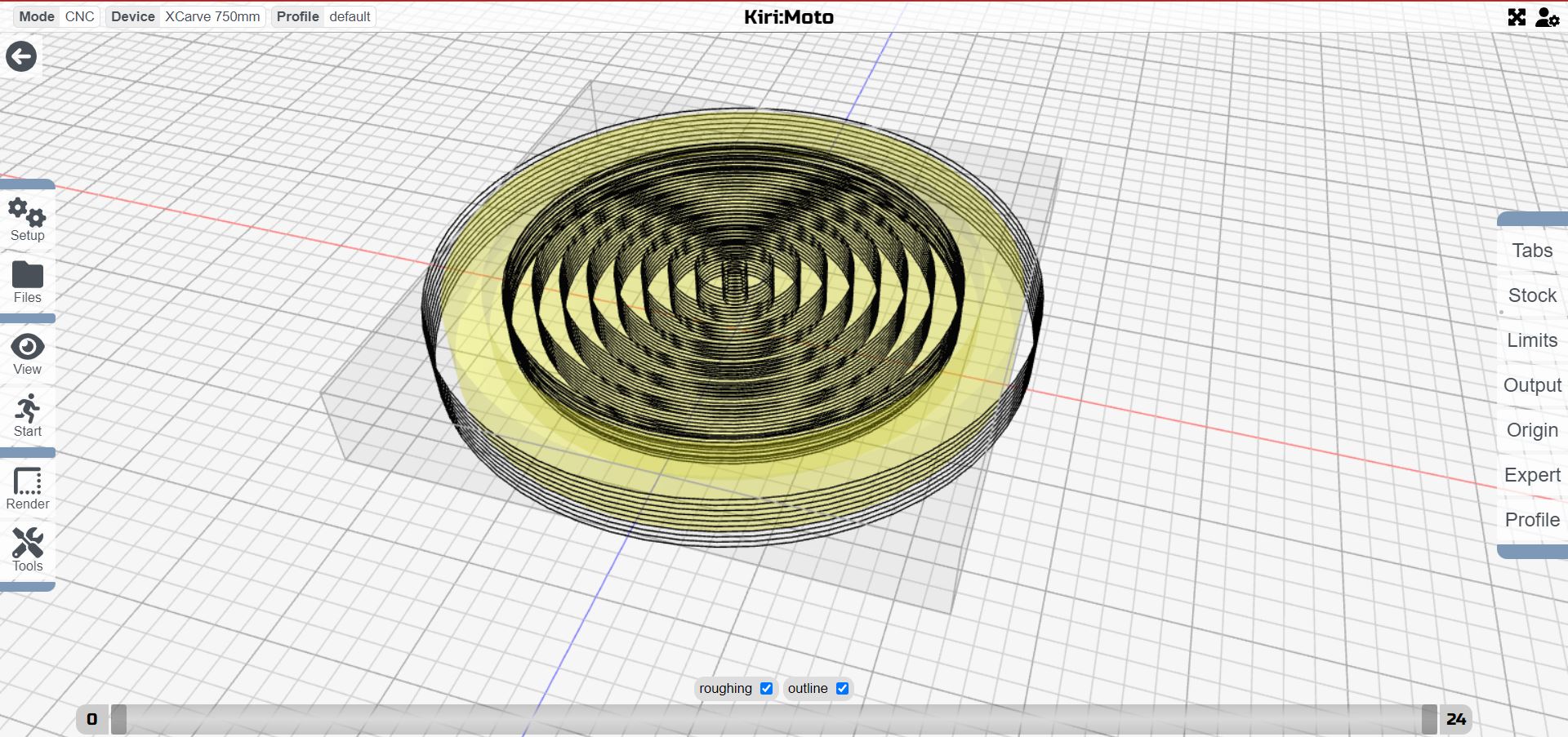
Après avoir définit tous les paramètres, on peut vérifier le chemin de la fraise pour voir si elle fait ce qu'on veut qu'elle fasse. Pour cela, rien de plus simple, on va sur Start dans la Barre objet de droite et on sélectionne Slice.
Si toute la configuration s'est bien déroulé on devrait avoir la vue ci-jointe.
Si le chemin correspond, on peut alors générer le G-code associé, pour cela on clique sur start dans la Barre objet de droite puis sur Export, une fenêtre s'ouvre avec un encart pour changer le nom du fichier, le temps d'opération et un bouton pour lancer le téléchargement du fichier (download).
Le fichier G-code est alors généré et on peut passer à l'usinage !
L'usinage d'une pièce sur deux faces
Les fonctions réutilisées de l'exercice précédent ne seront pas explicitées dans celui-ci.
L'usinage sur deux faces permet d'ouvrir un champ des possibles assez interessant mais en contrepartie c'est une pratique qui demande beaucoup plus de préparation et de reflexion pour avoir un résultat convenable.
Le premier défi est donc d'arriver à avoir la même origine programme sur les deux faces. Lors de la reflexion de ce tutoriel plein d'alternative ont était étudié et testé mais une seule reste facile et répétable.
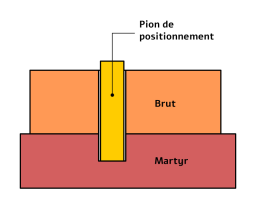
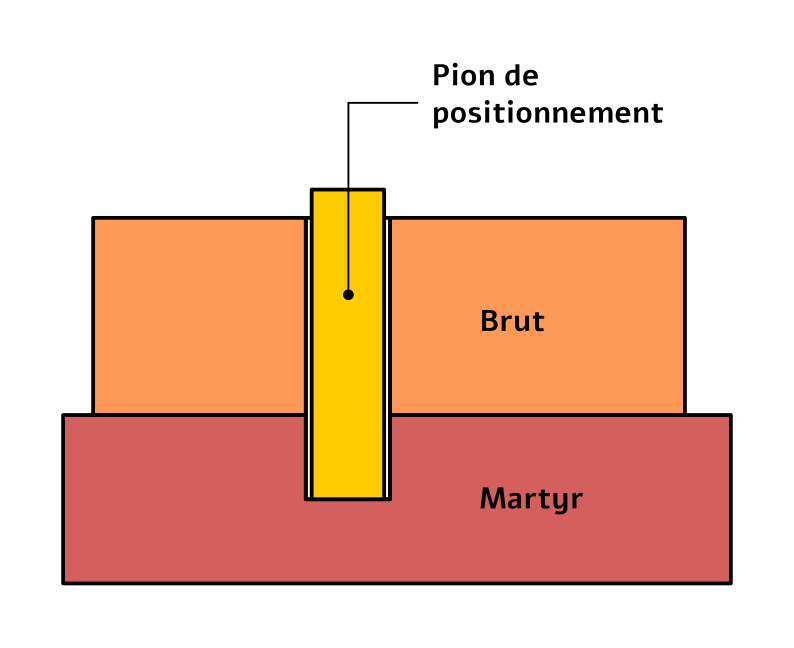
La méthode présenter ici est celle des pions de positionnement. La théorie de base est de créer deux points qui traversant sur la plaque usinés pour créer un système de coordonées et de position commun aux deux faces.
Pour cela nous allons percé avec la fraiseuse numérique deux trous traversant au niveau de la plaque et qui vont aller usiné le martyr (comme présenter sur le schéma joint).
Fabrication de l'empreinte
Créer la mise en position
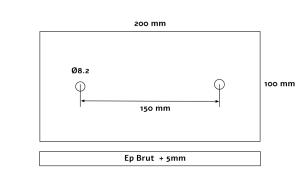
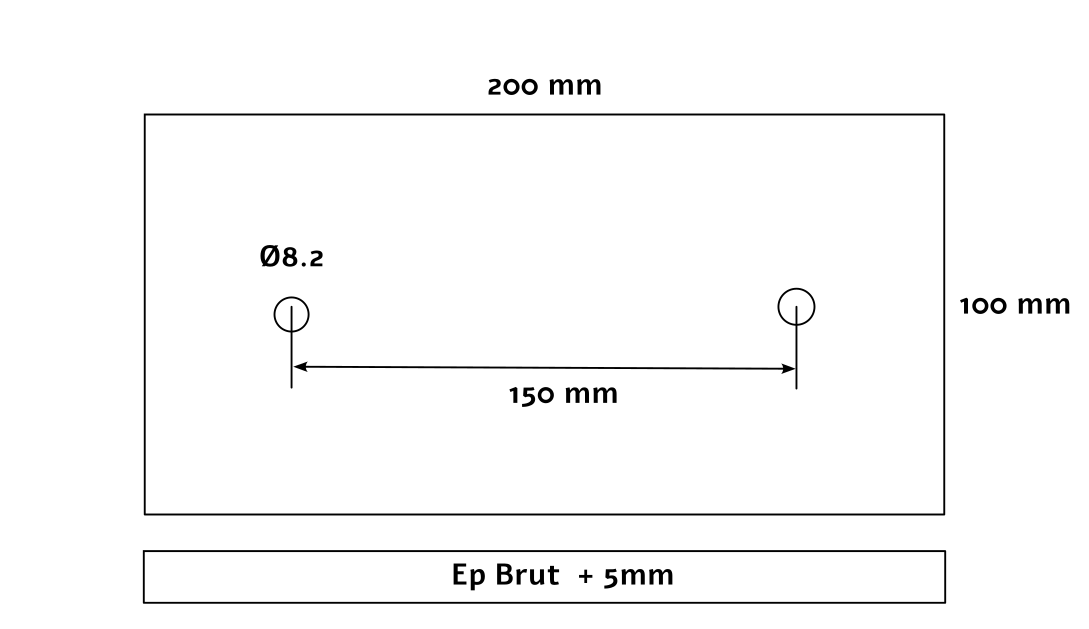
Pour créer ces percages nous créons un modéle 3D d'une plaque comprenant deux trous distant de 150 mm (la distance et le positionnement des trous peuvent changer suivant la pièce que l'on veut fabriquer).
L'épaisseur de cette plaque doit correspondre à l'épaisseur de notre plaque brut + la profondeur à laquelle on souhaite enfoncé nos pions de positionnement.
Attention les trous doivent être centré sur le volume, cela permettra d'avoir un centre commun avec les pièces usiné ensuite.
paramétrage
Une fois le modéle 3D fait nous l'importons dans Kiri:Moto
Une fois les outils renseigner (revoir le premier tuto pour rrensigner de nouveau outils) nous pouvons commencer le paramètrage.
Plusieurs paramètre sont a modifié avant de choisir les opérations à appliquer :
- Verifier que le "stock" est à zéro (Width = 0, Depth = 0, Height = 0)
- Dans Outline coché "Origin Top" et "Origin Center": Cela permet de mettre le zéro programme à la surface de la planche à percé et au centre de celle ci
Une fois les paramètres changés passons aux opérations :
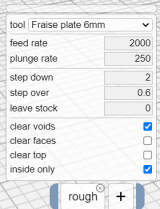
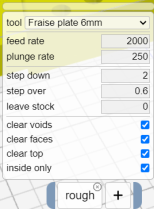
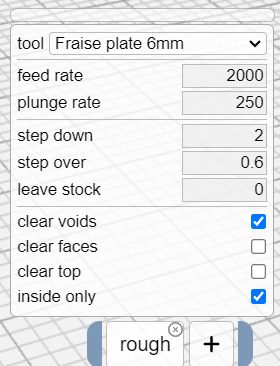
Avec une fraise de 6mm de diamètre il faut utiliser la fonction "Rough" avec le paramètrage ci joint :
Conseil d'usinage
Il est conseillé d'utiliser une fraiseuse numérique ayant un système de déplacement rigide (vis à bille, roue et vis sans fin,...).
N'hesitez pas à vous faire accompagner lors de ce projet/exercice, on touche du doigt des fonctions assez complexe sur le fraisage.
Usinage face 1
Importation et paramètrage
Une fois l'importation du modéle 3D de cassette fait on viens en modifier la taille (X=100, Y=15) en pensant à dissocié les échelles (petit case à cocher en dessous des X,Y et Z).
Pour accéder au changement d'échelle il faut aller dans outil>échelle.
Une fois la mise en position faite on s'intérésse aux paramètrage générale :
- Mettre un stock de hauteur (height) 3 mm
- Venir cocher dans Limits un Z-Anchor Middle
- Definir dans Limits un Z Thru de 0.5mm
- Venir décocher dans Outline le Origin Top
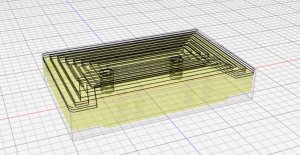
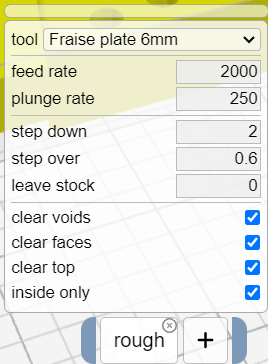
Une fois ce paramètrage réaliser on peut definir les opérations nécessaire, ici on se contentera d'une opération de rough avec les paramètres ci joint :
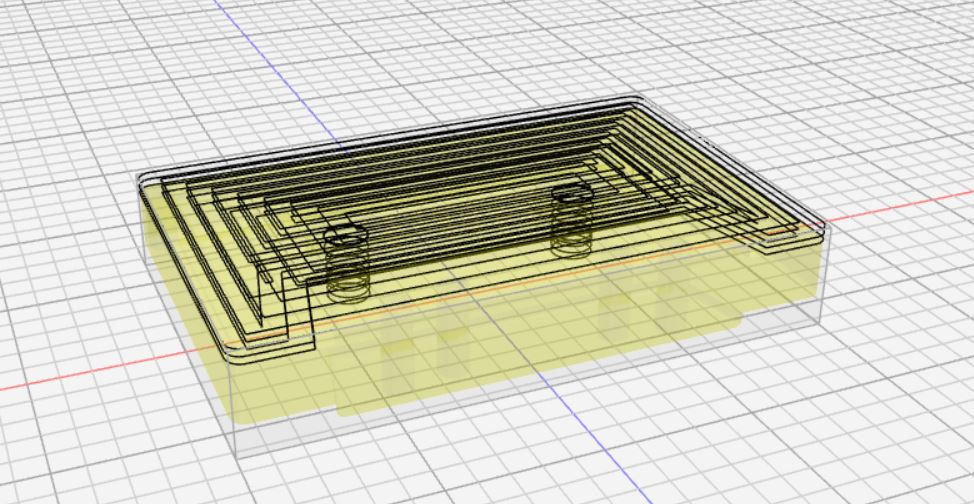
Les chemins généré devrait ressembler à l'image suivante :