
[Aide mémoire] Utilisation des fraiseuse CNC Technologie
Cette page est une aide-mémoire et n'a pas vocation à être un support d'autoformation.
Lexique
| Fraise | La fraise est l'outil tournant qui va enlever la matière lors de l'usinage |
| Queue | La queue est la partie de la fraise qui va être pris en étau par le mandrin |
| Longueur utile (de coupe) | Elle correspond à la longueur de coupe possible de l'outil, elle s'arrète quand il n'y a plus de dents |
| Usinage CN | L'usinage Commande Numérique est un usinage controlé par un programme informatique |
| Gcode | Le Gcode est un language de programmation et de conversation homme-machine |
Sécurité
- Porter les éléments de sécurité (casque, lunettes de protection) lorsque la machine est en marche
- Vérifier le serrage de la pièce et de la fraise dans le mandrin avant toute opération
- Vérifier le tracé du programme avant de le lancer (ne pas hesitez à le lancer "à vide" pour vérifier)
- Toujours être à proximité de la machine avec un accès direct au bouton d'arrêt d'urgence
- Mettre la vitesse d'avance à 5% dans les premiers instant de l'usinage pour éviter toute mauvaise surprise puis augmenter progressivement la vitesse.
Création du fichier
La création du fichier peut se faire sous deux formes en fonction de vos besoins et de votre compétence sur la machine.2D : La première, en 2D, se fait à l'aide d'un logiciel de dessin vectoriel 2D (Inkscape,...). Ce dessin représentera alors le tracé de la fraise sur notre machine. Il est important de se représenter le tracé correspondant à chaque opération. Une fois le dessin fait il faut exporter le fichier sous le format .DXF, c'est un format vectoriel qui permettra de récupérer les tracés sur le logiciel de conversion en Gcode.
3D : Pour ce qui est de la 3D on peut utiliser des logiciels CAO (Conception Assistée par Ordinateur) fait pour de la 3D, tels que FreeCAD ou Blender. Le format de fichier utilisable est le .STL, c'est un format de fichier courant au sein des fablabs car il est aussi utilisé sur les imprimantes 3D.
Ressources de projet
Logiciel de conversion en Gcode - CamBam
Le logiciel de conversion est un logiciel qui va nous permettre d'affilier une opération à chaque tracé ou courbe créées à l'étape d'avant.Pour rafraichir ses connaissances sur l'utilisation de CamBam référez vous à la section ci-dessous:
Rappel d'utilisation de CamBam
CamBam fonctionne avec des extensions de document en .DXF, ce format vectoriel permet de garder les tracés en vecteurs entre le logiciel de conception et le logiciel de Fabrication Assisté par Ordinateur.
Une fois avoir lancer le logiciel CamBam vous pouvez ouvrir le document préraré en amont sous le bon format. Pour cela cliquer sur fichier (en haut à gauche de l'écran), puis ouvrir et selectionnez le fichier souhaité.
Une fois le fichier ouvert sur CamBam vous avez la possiblité de le redimensionner ou de le changer de position. Les deux traits en bas à droite de la fenêtre de visualisation correspondent à l'origine de votre programme.
Il est possible que votre esquisse soit subdivisée en traits plus petits que les formes générales, pour joindre ces traits il suffit de les sélectionner et de faire crtl+J ou d'aller dans Edition puis Joindre.
Pour changer la position de votre esquisse, appuyer sur Shift puis vous pouvez cliquer (clic droit) sur la forme et la changer de position en restant appuyé.
Pour redimmensionner votre esquisse aller dans Edition puis Transformer puis Echelle.
Il est possible de créer directement une esquisse sur CamBam pour des formes simples.
Une fois l'esquisse téléchargée et prête, on peut passer à l'affiliation des opérations.
Une fois avoir lancer le logiciel CamBam vous pouvez ouvrir le document préraré en amont sous le bon format. Pour cela cliquer sur fichier (en haut à gauche de l'écran), puis ouvrir et selectionnez le fichier souhaité.
Une fois le fichier ouvert sur CamBam vous avez la possiblité de le redimensionner ou de le changer de position. Les deux traits en bas à droite de la fenêtre de visualisation correspondent à l'origine de votre programme.
Il est possible que votre esquisse soit subdivisée en traits plus petits que les formes générales, pour joindre ces traits il suffit de les sélectionner et de faire crtl+J ou d'aller dans Edition puis Joindre.
Pour changer la position de votre esquisse, appuyer sur Shift puis vous pouvez cliquer (clic droit) sur la forme et la changer de position en restant appuyé.
Pour redimmensionner votre esquisse aller dans Edition puis Transformer puis Echelle.
Il est possible de créer directement une esquisse sur CamBam pour des formes simples.
Une fois l'esquisse téléchargée et prête, on peut passer à l'affiliation des opérations.
Une fois le document ouvert et positionné on peut affecter des opérations à chaque trait de notre esquisse.
En usinage CN il y as 5 opérations disponibles :
Pour affecter une opération, sélectionnez le trait auquel vous voulez la rattacher puis cliquer sur l'opération sur le bandeau supérieur.
L'opération va alors apparaitre sur le bandeau de gauche. Une fois l'opération sélectionnée vous aurez accès aux paramètres de contrôle de votre opération.
Les paramètres important sur lesquels vous devez influer sont les suivant :
En usinage CN il y as 5 opérations disponibles :
- Poche : Il s'agit d'une opération qui évide la matière en suivant un tracé extérieur sur une certaine profondeur
- Contournage : C'est une opération qui permet de découper l'intérieur ou les cotés d'une pièce
- Suivi de profil 3D : C'est une opération réservée à l'utilisation de volume 3D dans CamBam, elle permet de suivre une courbe 3D
- Gravure : Cette opération permet de faire suivre un outil suivant un trait.
- Perçage : Permet de programmer des cycles de percage
Pour affecter une opération, sélectionnez le trait auquel vous voulez la rattacher puis cliquer sur l'opération sur le bandeau supérieur.
L'opération va alors apparaitre sur le bandeau de gauche. Une fois l'opération sélectionnée vous aurez accès aux paramètres de contrôle de votre opération.
Les paramètres important sur lesquels vous devez influer sont les suivant :
- Outil : Le choix de l'outil se fait en fonction d'une bibliothèque déjà existante, vous pouvez y accéder par le menu déroulant à droite de la ligne.
- Vitesse de rotation : C'est ici que vous aller pouvoir reporter la valeur de F calculée (pour la calculer se référer à la section suivante).
- Vitesse d'avance : C'est ici que vous aller pouvoir reporter la valeur de Vf calculée (pour la calculer se référer à la section suivante).
- Vitesse d'avance en Z : Correspond à la vitesse de déplacement de la fraise en descente (en régle générale elle correspond à Vf/4)
- Profondeur de passe : Cette valeur doit être comprise entre 0.1 et 1 mm. Plus la valeur est basse, moins les efforts seront importants et meilleur sera le résultat.
- Profondeur finale : C'est cette valeur qui va définir la profondeur de votre usinage.
Choix d'outil et calcul de vitesse
Fraise à surfacer : elles se reconnaissent par leur diamètre important. Leur principale utilité est de faire un surfaçage (opération qui consiste à enlever quelques millimètres au dessus de la pièce pour avoir une surface propre).
Fraise 2T (2 tailles) : Ce sont les fraises les plus utilisés pour de l'usinage CN, elles sont assez versatiles et se présentent sous toutes les dimensions. Elles se reconnaissent par leur cylindricité et leurs deux arêtes de coupe. C'est un outil très adapté à l'usinage de poche.
Fraise hémisphérique : Une fraise avec un bout arrondi, elle permet de faire du suivi de profil dans un usinage 3D.
Fraise à chanfreiner/rayonné : ce sont des fraises spécifiques qui sont montées pour faire la finition d'une pièce et ébavurer les angles en chanfrein ou congé.
Fraise de gravure : C'est une fraise avec un angle de taille compris entre 45° et 10°, elle est utilisé pour faire des gravures ou du suivi de profil sur de la finition.
Foret de percage : Ce sont des forets de percage classique qui peuvent être montés sur la fraiseuse CN pour effectuer des séries de perçages.
Le choix de l'outil est évidemment dépendant de l'opération à executer.
| Matière | Vitesse d'avance | Vitesse d'avance en plongée | Vitesse de rotation | Fraise conseillée |
| PVC expansés | 4000 | 1000 | 12 000 | Fraise 1 dent plastique/résines |
| Verres acryliques | 3000 | 700 | 20 000 | Fraise 1 dent acrylique |
| Différents plastiques (PS, ABS, PE,...) | 3500 | 700 | 15 000 | Fraise 1 dent plastique/résines |
| Aluminium composite | 3000 | 600 | 12 000 | Fraise 1 dent plastique/résines |
| Bois reconstitués (CP, MDF, Aggloméré) | 4000 | 800 | 12 000 | Fraise 2 dents bois |
| Bois bruts (chêne, sapin, bambou, hêtre, balsa,...) | 2000 | 800 | 14 000 | Fraise 2 dents bois |
| Résines (epoxy, polyester) | 2000 | 800 | 12 000 | Fraise 1 dent plastique/résines |
| Mousses rigides et semi rigides | 4000 | 1000 | 16 000 | Fraise 3 dents mousse |
| Aluminium et laiton (en tôle) | 400 | 100 | 14 000 | Fraise 1 dent alu |
| Aluminium et laiton (en bloc) | 1000 | 100 | 14 000 | Fraise 1 dent alu |
| Matière | Vitesse de coupe | Fraise conseillée |
| PVC expansés | 230 | Fraise 1 dent plastique/résines |
| Verres acryliques | 380 | Fraise 1 dent acrylique |
| Différents plastiques (PS, ABS, PE,...) | 280 | Fraise 1 dent plastique/résines |
| Bois reconstitués (CP, MDF, Aggloméré) | 230 | Fraise 2 dents bois |
| Bois bruts (chêne, sapin, bambou, hêtre, balsa,...) | 280 | Fraise 2 dents bois |
| Résines (epoxy, polyester) | 230 | Fraise 1 dent plastique/résines |
| Mousses rigides et semi rigides | 300 | Fraise 3 dents mousse |
Formule de calcul
fz = Ø/50
F = (1000×Vc)/(π×Ø)
Vf = F×fz×Z
F = (1000×Vc)/(π×Ø)
Vf = F×fz×Z
Info formule
Vc (vitesse de coupe) : c'est la vitesse tangentielle au niveau de la dent de l'outil tournant (fraise ou foret)
fz (en mm/dent) : correspond à l'avance par dent, donc le nombre de millimètres qui peuvent être enlevés avec l'utilisation d'une seule dent par rapport à l'outil
Ø : c'est le diamètre de l'outil
F (en tour/min):correspond à la vitesse de rotation de la broche
Vf (en mm/min) : est la vitesse d'avance de notre outil en phase de travail
Z : Nombre de dents sur la fraise choisie
fz (en mm/dent) : correspond à l'avance par dent, donc le nombre de millimètres qui peuvent être enlevés avec l'utilisation d'une seule dent par rapport à l'outil
Ø : c'est le diamètre de l'outil
F (en tour/min):correspond à la vitesse de rotation de la broche
Vf (en mm/min) : est la vitesse d'avance de notre outil en phase de travail
Z : Nombre de dents sur la fraise choisie
Logiciel de contrôle de la fraiseuse - Mach3
Le logiciel Mach3 est un logiciel de contrôle (monitoring) de machine à commande numérique.
Lorsque vous aurez lancé le logiciel vous allez tomber sur une interface similaire à celle représentée ci-contre.
Lorsque vous aurez lancé le logiciel vous allez tomber sur une interface similaire à celle représentée ci-contre.
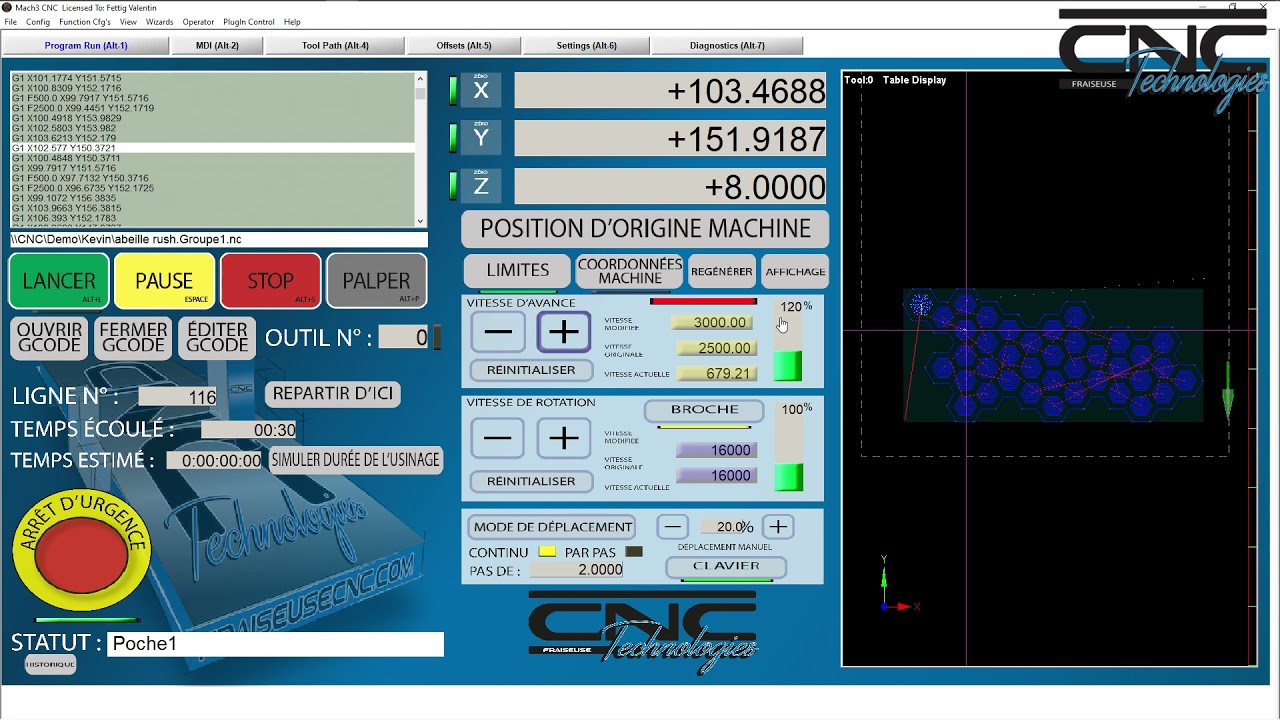
Cette interface est composée de 6 sections :
- Une section de visualisation du Gcode : Cette fenêtre vous permettra de suivre en temps réel l'évolution de votre Gcode lors du fraisage. Cette Fenêtre peut psaraître obscure mais elle est très utile pour détecter des erreurs de programmation.
- Une barre de bouton : Cette barre de boutons est l'une des plus importante de cette interface. Ce sont eux qui vont nous permettre respectivement de "lancer" notre programme, le mettre en "pause", stopper complétement notre programme et "palper" la surface de notre pièce pour effectuer le zéro en Z.
- Un bouton d'arrêt d'urgence
- Une visualisation des coordonnées de l'outil (dans l'environement programme ou machine)
- Un panneau de contrôle des vitesses de rotation et d'avance de l'outil
- Une interface de prévisualisation du parcours d'outil
Rappel d'utilisation de CamBam
[En cours d'écriture]
Faire le zéro en X et Y
Faire le zéro en Z
La position du zéro en Z est très importante, c'est elle qui va définir les valeurs de profondeur que vous allez mettre sur CamBam.Il est d'usage de mettre le zéro en Z :
- Au niveau du martyrs si vous voulez découper une pièce
- Au niveau de la surface à usiner si vous ne souhaitez que graver ou faire une poche
[En cours de rédaction]
Fraisage OpenFactory