Description
Impression résine Formlabs
Volume d'impression (L x l x h) : 33.5 x 20 x 33 cm
Epaisseur des couches : de 25 à 300 microns (en fonction des résines)
Résolution XY : 25 microns
2 lasers de 250 mW
fasiceau laser : 85 microns
Ecran couleur de 5,5 pouces
Slicer Preform
Matériaux
White resin / Clear / Grey : 0,50€/ml
Tough 2000 / Flexible : 0,75€/ml
Il est possible d'envisager l'achat d'autres résines de chez Formlabs (le cout sera étudié en fonction du prix d'achat du consommable)
Contactez le FabManager pour l'utilisation d'autres matériaux. Les matériaux disponibles au fablab sont listés ci-dessous.Coût d'utilisation
La stéréolithographie est une des technologies de fabrication additive utilisées pour imprimer en 3D. Le principe est simple, il consiste à venir tremper un plateau dans un bac de résine de polymère et une source lumineuse va venir flasher la résine liquide pour la polymériser et la transformer en un plastique dur
Avantage de l'impression SLA :
Une plus grande adhésion entre les couches (en effet les couches de résine se polymèrisent entre-elles)
Une épaisseur de couche d'impression plus fine de 0,01 à 0,2mm
Une surface plus lisse
Inconvénients :
Un volume d'impression plus petit 127x80x160mm
Un temps de nettoyage des pièces à prévoir (meme si on utilise des résines qui se nettoient à l'eau)
Plateau inversé
Par rapport à l'impression 3D FDM, notre plateau est situé en haut et il va descendre dans une cuve de résine afin de limiter la quantité de résine nécessaire dans la cuve. La source lumineuse est placé en dessous de la cuve (en cas de mauvaise impression cela peut être une source d'erreur si la source est encrassée)
Au début on avait des plateaux situés dans le bain de cuve et la source lumineuse en haut, cela nécessitait une grande quantité de résine dans la cuve.
Vous retrouverez un schéma explicatif de ces 2 fonctionnements via ce lien.
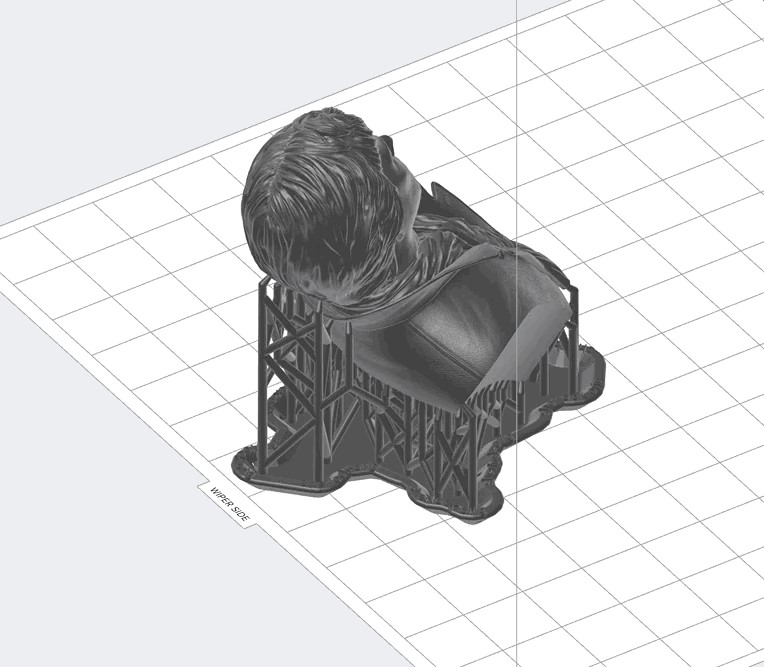
Orientation de la pièce
Pour des résultats d'impression de plus grande qualité mais aussi en faciliter le retrait de la pièce dans certains cas, il est recommandé de respecter les règles suivantes :
Incliner la pièce, en impression SLA on n'imprime jamais sur la base du plateau (il y a un effet de succion du polymère par le plateau qui sera d'autant plus important si la pièce est plane et la surface grande)
Vous pouvez utiliser tous les fichiers 3D qu'on peut trouver sur les plateformes de partage de fichier STL et/ou OBJ. Ce sont les mêmes images 3D qui sont utilisées que pour l'impression 3D FDM
Utiliser le slicer HalotBox
Dans cette partie nous verrons comment effectuer les principaux réglages de son slicer pour préparer et exporter le fichier à l'imprimante.
Ouvrir le logiciel Halot Box
Ouvrir un fichier : Cliquer en haut à gauche sur le bouton Ouvrir et sélectionner votre fichier
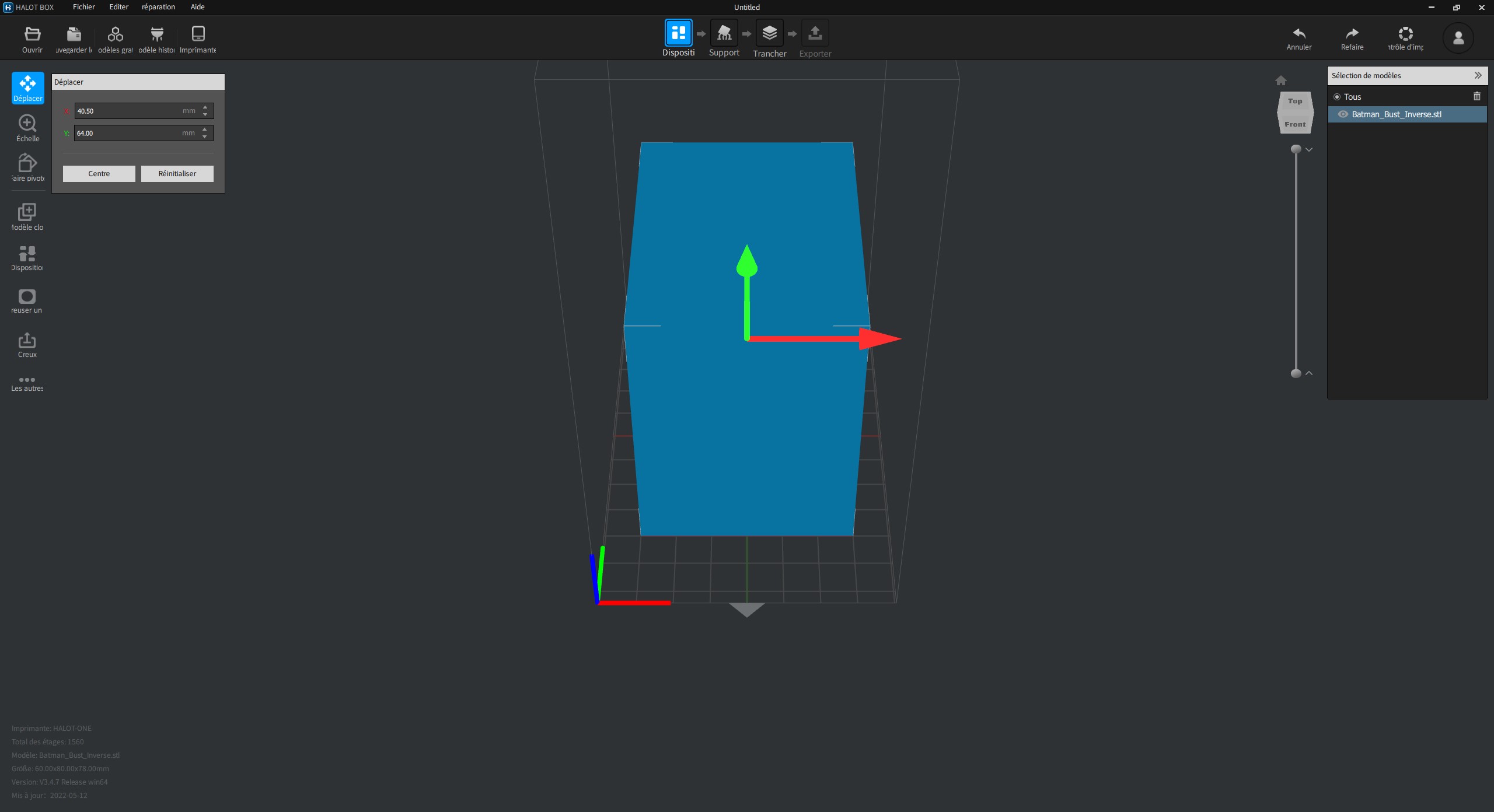
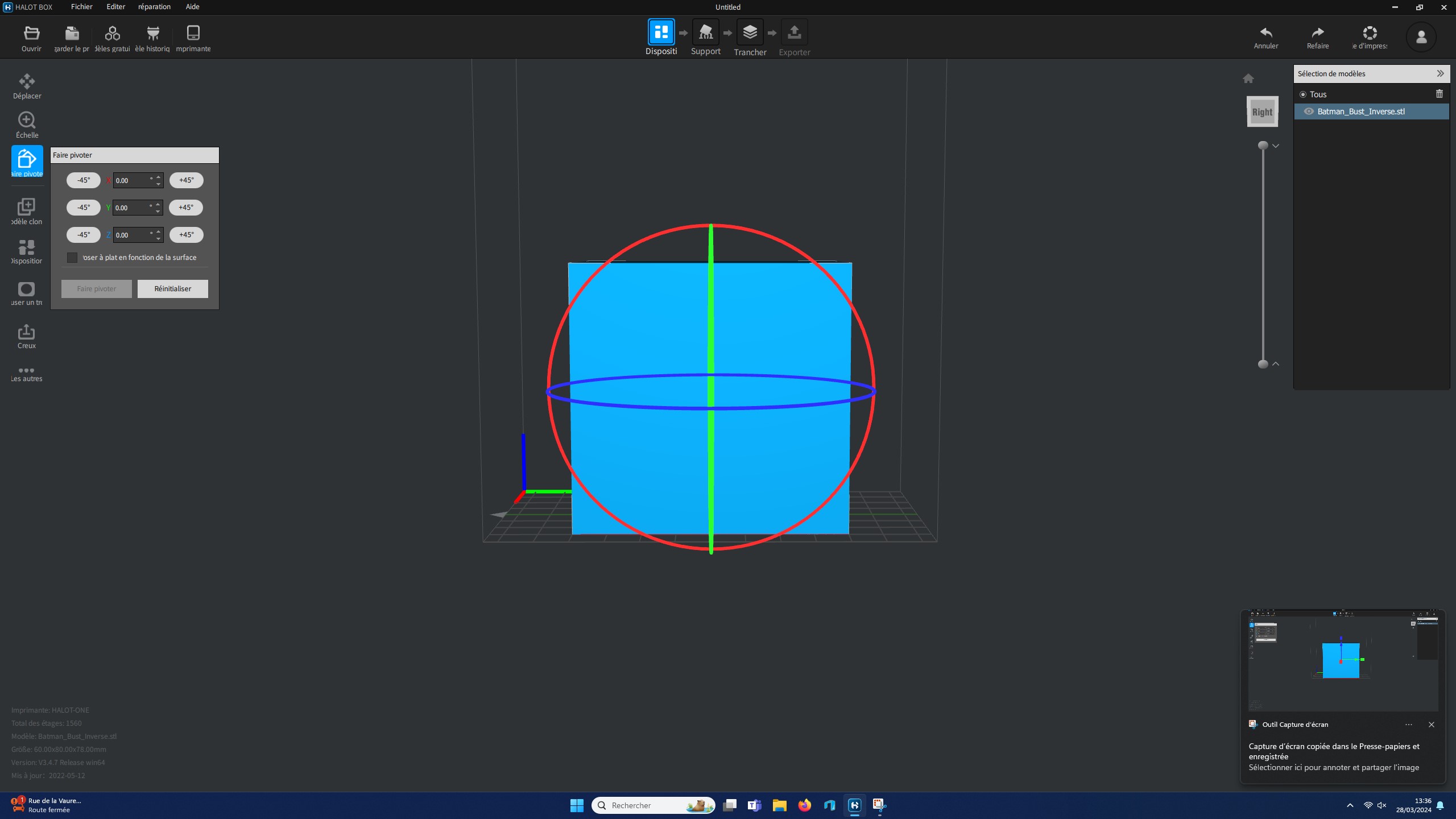
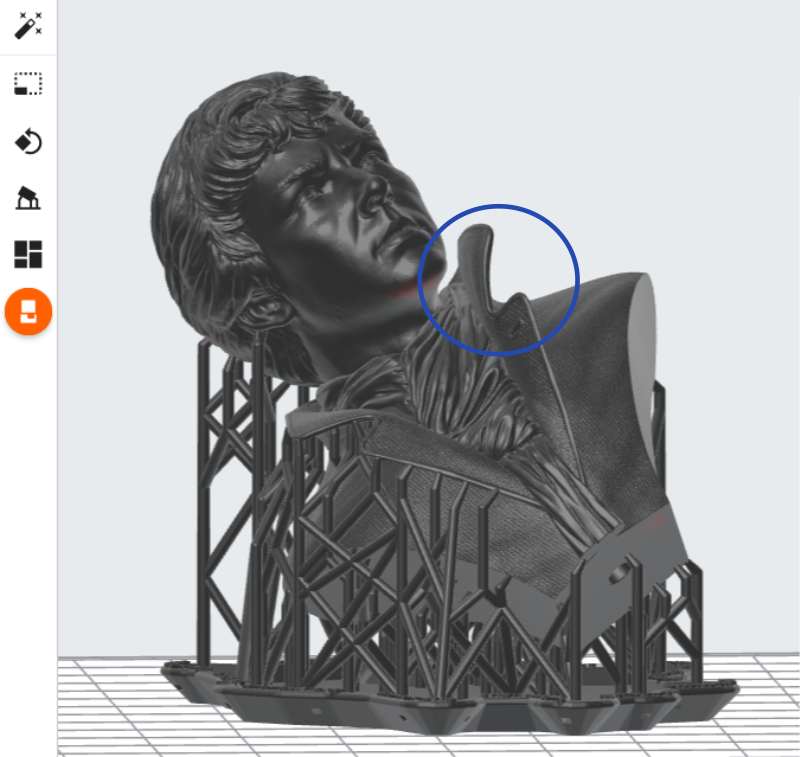
Faire pivoter son image
Sélectionner dans le menu de gauche le bouton Faire pivoter, autour de votre objet vont apparaitre 3 cercles de couleurs pour faire des rotations sur les 3 axes. Sélectionner l'axe rouge et faire tourner la pièce de 20°. Elle se repositionnera automatique en Z avec la partie la plus basse en contact avec le plateau.
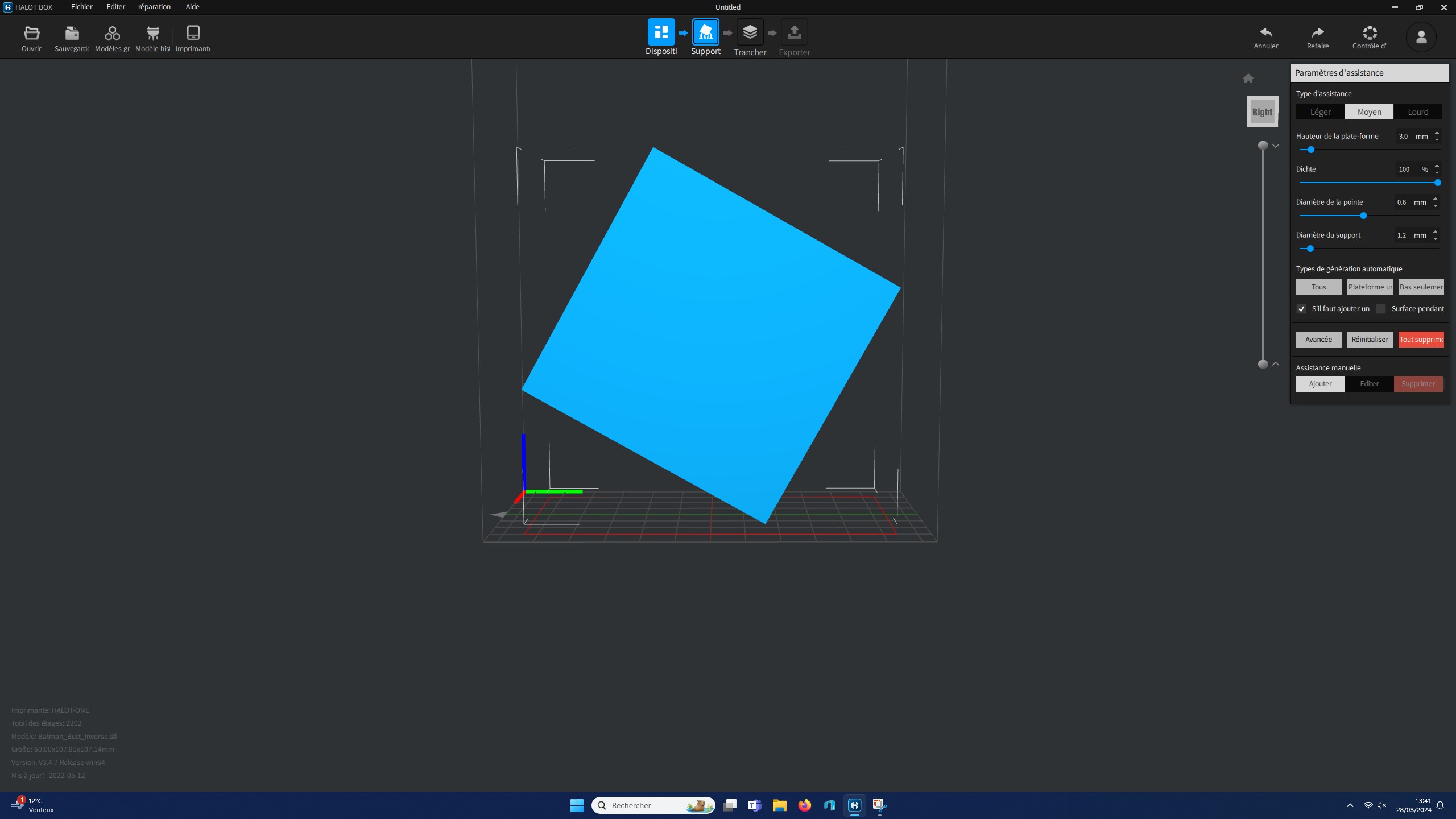
Passer en mode édition des supports en cliquant sur le bouton support dans le menu au centre de l'écran et en haut
Cliquer sur le bouton tous dans la partie du menu de droite appelée génération automatique des supports
Passer dans le mode trancher (menu central en haut)
Sélectionner l'épaisseur de couches souhaitées (dans le menu latéral à droite)
Cliquer sur Trancher
Passer dans le mode exporter (menu central en haut)
Exporter le fichier le format de fichier est du cxdlp
Sélectionner impression en locale pour exporter votre fichier sur l'ordinateur ou une clé USB
Lancer une impression
Une fois votre fichier cxdlp installer sur votre clé USB, vous pouvez brancher votre clé sur l'imprimante.
Vous appuyez sur l'écran tactile sur le bouton imprimer. Vous allez trouver les fichiers disponibles sur votre clé. Cliquer une première fois sur le fichier, cela va permettre de le télécharger dans la machine. Une fois le téléchargement fini vous allez retourner à l'écran d'impression.
Il y aura dans le dossier 2 fichier qui porte le meme nom (celui sur la clé a telecharger et celui qui est télécharger)appuyer sur le fichier avec le logo d'une flèche vers la droite dessus (un peu a la manière du bouton play)
Votre impression va se lancer et le plateau va descendre dans la cuve à résine
On listera dans cette partie les différentes réponses trouvées lors des problèmes rencontrées
Rien ne s'est imprimé sur mon plateau :
- Vérifier qu'il ne reste pas un résidu de résine qui s'est solidifié au fond de la cuve (on peut passer une spatule en plastique doucement sur le film de fond de cuve) pour voir s'il ne reste pas des résidus de précédentes impressions. On peut aussi dévisser la cuve et regarder par transparence par-dessous (attention a garder la cuve horizontale... sinon risque d'une douche de résine !!)


{kind=link}
{kind=link}