Installer, découvrir et prendre en main Cura

Installer, découvrir et prendre en main Cura
Ultimaker Cura (ou plus simplement Cura) est un logiciel libre de découpe (slicer en anglais) pour impression 3D fourni par la société Ultimaker. Il a été créé par David Braam qui a ensuite été employé par Ultimaker, une société de fabrication d'imprimantes 3D, pour maintenir le logiciel. Cura est disponible sous licence LGPLv3. WikipediaInstaller Cura
Pour installer Cura sur :- Installation sur Windows 10
- Installation sous Ubuntu
- Installation sur Mac
Prendre en main Cura
- PolyWorkShop présente une vidéo pour prendre en main le slicer Cura
- CreaDin3D a également réalisé une vidéo pour prendre en main les réglages de base dans Cura
- Ultimaker CURA pour les nuls partie 1 : votre 1ère impression 3D
Peaufiner les paramètres de Cura
Une liste de vidéos permettant de peaufiner les réglages de Cura pour des réglages spécifiques : optimiser le temps d'impression, changer de filament, ajouter et optimiser ses supports...
Ce contenu de Zoomacom est mis à disposition selon les termes de la Licence Creative Commons Attribution - Pas d’Utilisation Commerciale - Partage dans les Mêmes Conditions 4.0 International.
MOOC "Imprimer en 3D" - TP 2 - Eddie J
MOOC "Imprimer en 3D" - TP 2 - Eddie J
https://www.fun-mooc.fr/fr/cours/imprimer-en-3d/ - session de janvier à février 2022
Cette page documente une première expérience personnelle d'impression 3D, conduite après avoir suivi l'ensemble des leçons du "MOOC Imprimer en 3D".
TP 2 : IMPRIMER un objet en 3D (semaine 4)
Le TP de cette semaine va consister à imprimer un objet en 3D et vous devrez documenter la façon dont vous vous y êtes pris. C'est ce document qui sera évalué par vos pairs.
Objet, matériel et logiciel choisis pour l'impression
Objet (fichier .stl téléchargé depuis Thingiverse) : Repaired Dwarven Great Horn, par Ashley : https://www.thingiverse.com/thing:2449432
(dérivé de l’original Delving Decor: Dwarven Great Horn (28mm/Heroic scale), par Arian Croft: https://www.thingiverse.com/thing:2155794 )
Machine : Creality CR-10S PRO équipée d’une buse de 0,4 mm
Trancheur : Ultimaker Cura 4.11.0, utilisée avec O.S Linux Kubuntu 20.04.
(dans un fablab)
Note : Au sein de la communauté de hobbyistes pratiquant les "jeux de figurines", l'utilisation des imprimantes 3D s'est développée ces dernières années. Les figurines y sont plutôt imprimées avec des imprimantes à stéréolithographie (SLA), pour un rendu le plus fin et le plus propre possible.
Ce type de pièce, un élément de décor pour jeu, peut, selon le niveau d'exigence des hobbyistes, être imprimé selon la même technique ou bien avec celle de dépôt de fil plastique (FDM).
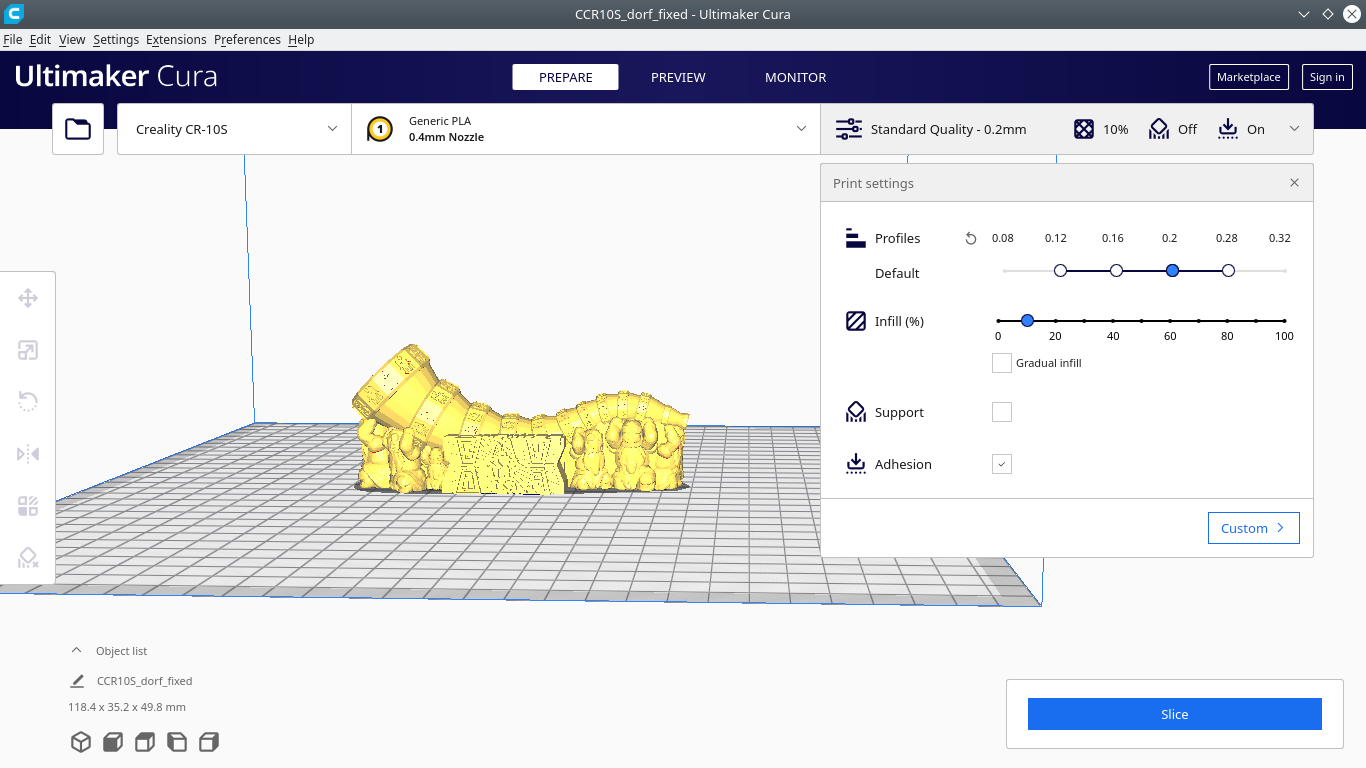
Paramètres d'impressions
J'ai choisi ici volontairement d'utiliser le procédé FDM, avec du filament PLA, et des réglages relativement standards. En particulier de laisser la hauteur des couches à 0,2 mm bien que j'aurais pu aller jusqu'à 0,12 mm pour un meilleur rendu (avec un temps d'impression estimé approchant les 10 heures...).J'ai également réduit le remplissage par défaut, sur les conseils du fabmanager, à 10% seulement.
Si le trancheur a bien signalé quelques petites zones pouvant nécessiter des supports, l'expérience du fabmanager a confirmé mon avis que je pouvais essayer de m'en passer. Ce qui avait aussi motivé mon choix de cette pièce en particulier. (je me réserve la question des supports, comme sujet en soi, pour des expériences ultérieures).
Caractéristiques choisies pour l’impression :
- Épaisseur des couches : 0,2 mm
- Taux de remplissage : 10.0
- Température d’extrusion : 200.0
- Température du lit : 50.0
- Utilisation de supports : Non
- Type de matériau choisi pour le filament : PLA
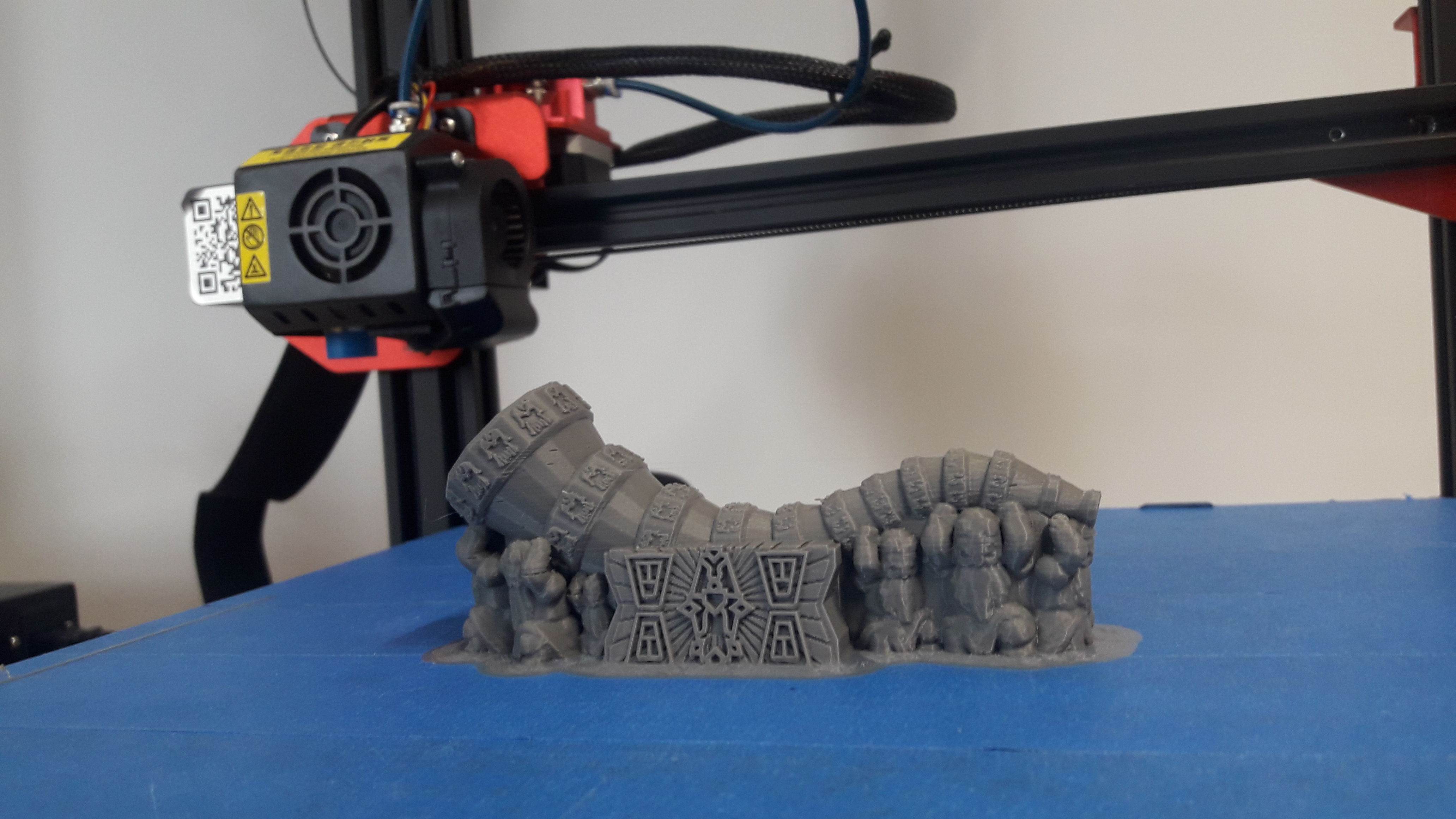
Objet imprimé
Au final après 4h50 d’impression : une pièce de 26 g. Coût au tarif actuel en cours au fablab (0,10 euro/g 0.05€/g de PLA) : 2,60 1,30 euros.Le rendu est, selon mes standards personnels, tout à fait satisfaisant pour l'utilisation à laquelle il serait destiné. L'impression s'est fort bien passée de supports.
Problèmes rencontrés lors de l’impression
Pas de problème particulier sur CETTE impression. Il m'a fallu changer deux bandes abîmées du ruban adhésif bleu recouvrant le plateau avant de la lancer. Ce qui fut l'occasion bienvenue de pratiquer aussi cet aspect bien réel de l'impression 3D en fablab.(Note : outre l'impression en elle même, et malgré un accès privilégié au fablab, j'ai tenu à appliquer la procédure de réservation en ligne d'une machine sur un créneau horaire, que doivent suivre les adhérents, pour me rendre compte de l'expérience qu'ils en ont. Rien à signaler de ce côté là.)
En revanche les deux premiers tests lancés avant sur une autre machine (une Creality Ender-3) ont rapidement avorté à cause semble-t-il d'un défaut de paramètres du plateau/lit d'impression.
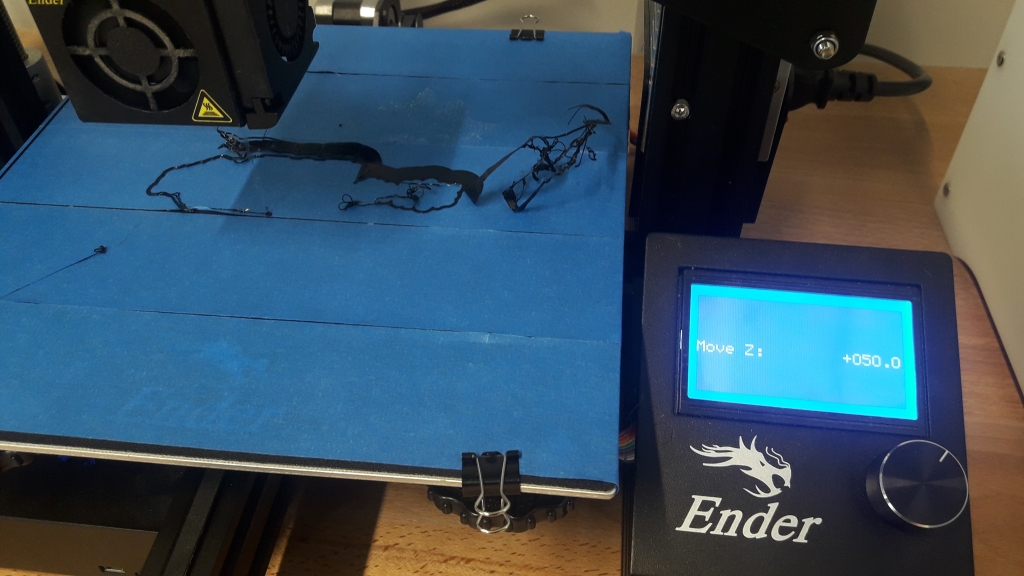
Si l'incident m'a donné l'occasion de devoir régler moi-même le paramétrage du plateau (sous la supervision d'un autre usager plus compétent), ça n'a pas été suffisant pour régler le problème, confirmé par d'autres tentatives d'impression par d'autres usagers sur la même machine (problème résolu ultérieurement par l'équipe du fablab)
J'ai préféré essayer une autre machine, disponible et de meilleure qualité. À noter que les deux machines ne sont pas dans la même gamme de prix à l'achat, ce qui reflète aussi leurs qualités d'ensemble.
Retours de Michaël:
(...) plutôt lié au plateau en lui-même, qui est voilé (et que le fabmanager doit changer) et qui ne permet pas de faire un niveau correct entre les 4 points extérieurs et le centre
(...) plutôt lié au plateau en lui-même, qui est voilé (et que le fabmanager doit changer) et qui ne permet pas de faire un niveau correct entre les 4 points extérieurs et le centre
"Défauts" d'impression
En terme de réels défauts seules quelques petites liaisons entre des couches de plastique sont à signaler.

Les deux autres "défauts" sont plutôt à attribuer aux paramètres d'impression choisis et sont cohérents avec le niveau de détail qu'on pouvait attendre, compte tenu de la méthode adoptée (impression FDM), du matériau et des réglages :
Les formes arrondies situées "en haut" comportent des lacunes :

Les glyphes les plus petits, en particulier situés "vers le haut" ne sont pas très bien rendus :

Ces phénomènes ne sont probablement pas anormaux et sont d'ailleurs évoqués dans le contenu du cours dans MOOC Imprimer en 3D > Semaine 3 "Du trancheur à la machine > Trancher avec Slic3r" dans la section consacrée à l'épaisseur (variable) des couches.
Et si c'était à refaire?
Le résulat, pour l'utilisation prévue, me convient en l'état... ceci étant, il me paraît indispensable à l'avenir de me pencher sur l'impression de couches d'épaisseur variable pour palier aux lacunes sur les arrondis (voir MOOC Imprimer en 3D > Semaine 3 "Du trancheur à la machine > Trancher avec Cura")
Retours de Michaël:
Pour tes défauts d'impression, la hauteur de couche peut améliorer cela. Mais il y a aussi le paramètre suivant: "Nombre de ligne de la paroi" par défaut il est réglé a 2, je le mets plutôt à 3 ou a 4 (surtout pour les arrondis car sinon on observe le vide du remplissage).
Il y a aussi le paramètre de rétractation qui peut avoir son impact.
Pour tes défauts d'impression, la hauteur de couche peut améliorer cela. Mais il y a aussi le paramètre suivant: "Nombre de ligne de la paroi" par défaut il est réglé a 2, je le mets plutôt à 3 ou a 4 (surtout pour les arrondis car sinon on observe le vide du remplissage).
Il y a aussi le paramètre de rétractation qui peut avoir son impact.
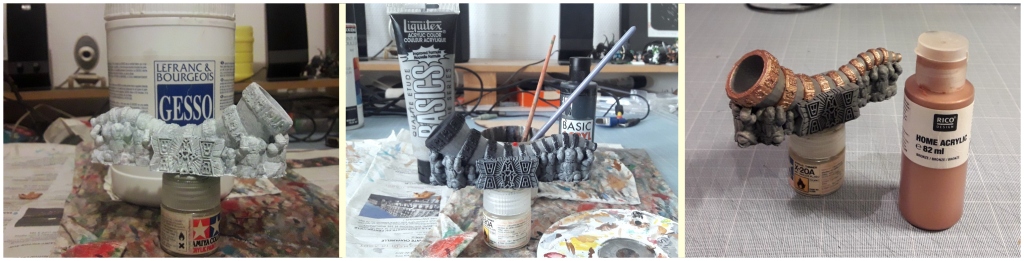
Quoi qu'il en soit, la pièce sera recouverte d'une ou plusieurs couche de gesso blanc (qui servira à reboucher par endroit certaines lacunes), puis peinte à la peinture acrylique.
La peinture
Pas évident à peindre la texture en 0.2 mm d'épaisseur de couches. Ça impose d'autres façon de faire par rapport à un support lisse (direction des coups de pinceau, dilution moindre de la peinture...).Mais compte tenu de ce que la pièce est censée représenter, même si les couches ressortent (de près...), ça fonctionne plutôt bien quand même. :)





Lampe en lithophanie avec l'impression 3D
Lampe en lithophanie avec l'impression 3D

C'est quoi le principe de la lithophanie
La lithophanie consiste à imprimer une photo en 3D afin de faire ressortir les contrastes grâce aux différentes épaisseurs de matière. C'est le principe de la lithographie appliquée à l'impression 3D !Pour réaliser cette lampe nous imprimerons une photo avec une imprimante 3D en utilisant un générateur d'image 3d à partir d'une photo. Nous réaliserons ensuite un boîtier en contreplaqué à la découpeuse laser. Et nous finirons par le montage électrique de la lampe
Matériel nécessaire
- 1 lampe LED (ici multicolore ou RGB)- 1 douille avec support de fixation
- 1 cordon d'alimentation avec un interrupteur
- du filament PLA (une couleur claire)
- contreplaqué de 5mm
Générer sa photo en fichier STL
Pour le choix de la photo, on vous laisse choisir que ce soit celle de vos petits enfants, de votre chien ou lors de votre dernière soirée entre amis (meme si cela date avec le confinement !). Essayer de choisir une photo avec un contraste élevé le résultat n'en sera que meilleur.Une fois la photo choisie, vous pouvez vous rendre sur le générateur du site 3dp.rocks
Paramètres à sélectionner dans le générateur
Pour importer votre image, vous allez cliquer sur le bouton "images" et sélectionner le fichier photo souhaité.Dans ce cas, j'ai sélectionné le bouton "Flat" sur le bandeau du bas pour sélectionner la forme de mon image.
Pour voir son image dans l'apercu en ligne il faut penser à cliquer sur le bouton refresh. Pour chauqe modification de paramètres, il faut cliquer sur ce bouton pour prendre en compte et visualiser les modifications.
Nous allons ensuite paramétrer les réglages nécessaires pour modifier notre photo en respectant les conditions de lithophanie. Cliquez sur le bouton "Settings" puis "Model Settings" pour régler les paramètres ci-dessous :
- "maximum size" : dans cet exemple, je l'ai réglé à 115 mm
- "thickness" : je le règle à 3 mm.
Plus cette valeur est grande, plus il y aura de matière à imprimer et plus l'impression sera difficile.
- "thinnest layer" : pour un meilleur rendu, je reste à 0,1mm ce paramètre correspond à la finesse de l'épaisseur des couches
Ensuite, nous allons régler le paramètre de nos images en cliquant sur "settings" puis "image settings" :
- On va régler l'image sur positive settings
Les autres réglages permettent de facilement faire des rotations de son image (miroir, symetrie, répétition)
Paramètres dans CURA
Maintenant que votre image est prête, vous téléchargez le fichier STL et l'ouvrez dans votre slicer avec Cura.Ensuite, nous allons modifier quelques réglages dans la partie couche dans votre profil. Il faut en effet deux couches solides inférieures et supérieures, et 3 couches périmétriques. Vous devez remplir la photo imprimée en 100% (sinon on voit par transparence la forme du remplissage et toutes les couches imprimées ne sont pas pleines).
J’imprime personnellement les lithophanies en 0.1 mm.
Générer le boîtier de sa lampe
Les fichiers ont été réalisé avec le générateur de box boxes.py. Ils sont adaptés à la taille de l'image imprimée 10,5*8*15cm (en incluant l'épaisseur du bois en fonction de la taille choisie).Fichier de découpe en .svg qu'il faut convertir en .dxf avec Inkscape

Découpe des bords et des emplacements de vis (contreplaqué de peuplier en 5mm):
Puissance max : 95%
Puissance min : 90%
Vitesse : 25
Marquage des emplacements de la photo à marquer :
Puissance max : 25%
Puissance min : 20%
Vitesse : 300
Le deuxième réglage est à peaufiner pour graver cette partie sur 2mm d'épaisseur et ne pas faire juste un marquage. A l'heure actuelle, je me suis servi de ce repère pour coller un morceau de contreplaqué, afin de coller ma lithophanie dessus.
Montage électrique de sa lampe
Nous présenterons les étapes du montage avec des photos prochainement...Utiliser d'autres machines pour faire de la lithophanie en FabLab
- On peut également faire de la lithophanie avec une fraiseuse CNCRessources pour aller plus loin sur le sujet
En consultant le site de lithophanemaker.com, vous pouvez découvrir d'autres générateurs de lithophanieUn autre exemple pour fabriquer sa lampe avec un boitier imprimé en 3D (avec un chargeur 5V)
Un autre générateur de lithophanie : ItsLitho
Autres documentations
- De la lithophanie en général au cadre rétro éclairé en particulier, Le ch'ti forgeur numérique en Bib
- Lithophanie 3D, Wikifab
Ce contenu de Zoomacom est mis à disposition selon les termes de la Licence Creative Commons Attribution - Pas d’Utilisation Commerciale - Partage dans les Mêmes Conditions 4.0 International.