
MOOC "Imprimer en 3D" - TP 2 - Eddie J
https://www.fun-mooc.fr/fr/cours/imprimer-en-3d/ - session de janvier à février 2022
Cette page documente une première expérience personnelle d'impression 3D, conduite après avoir suivi l'ensemble des leçons du "MOOC Imprimer en 3D".
TP 2 : IMPRIMER un objet en 3D (semaine 4)
Le TP de cette semaine va consister à imprimer un objet en 3D et vous devrez documenter la façon dont vous vous y êtes pris. C'est ce document qui sera évalué par vos pairs.
Objet, matériel et logiciel choisis pour l'impression
Objet (fichier .stl téléchargé depuis Thingiverse) : Repaired Dwarven Great Horn, par Ashley : https://www.thingiverse.com/thing:2449432
(dérivé de l’original Delving Decor: Dwarven Great Horn (28mm/Heroic scale), par Arian Croft: https://www.thingiverse.com/thing:2155794 )
Machine : Creality CR-10S PRO équipée d’une buse de 0,4 mm
Trancheur : Ultimaker Cura 4.11.0, utilisée avec O.S Linux Kubuntu 20.04.
(dans un fablab)
Note : Au sein de la communauté de hobbyistes pratiquant les "jeux de figurines", l'utilisation des imprimantes 3D s'est développée ces dernières années. Les figurines y sont plutôt imprimées avec des imprimantes à stéréolithographie (SLA), pour un rendu le plus fin et le plus propre possible.
Ce type de pièce, un élément de décor pour jeu, peut, selon le niveau d'exigence des hobbyistes, être imprimé selon la même technique ou bien avec celle de dépôt de fil plastique (FDM).
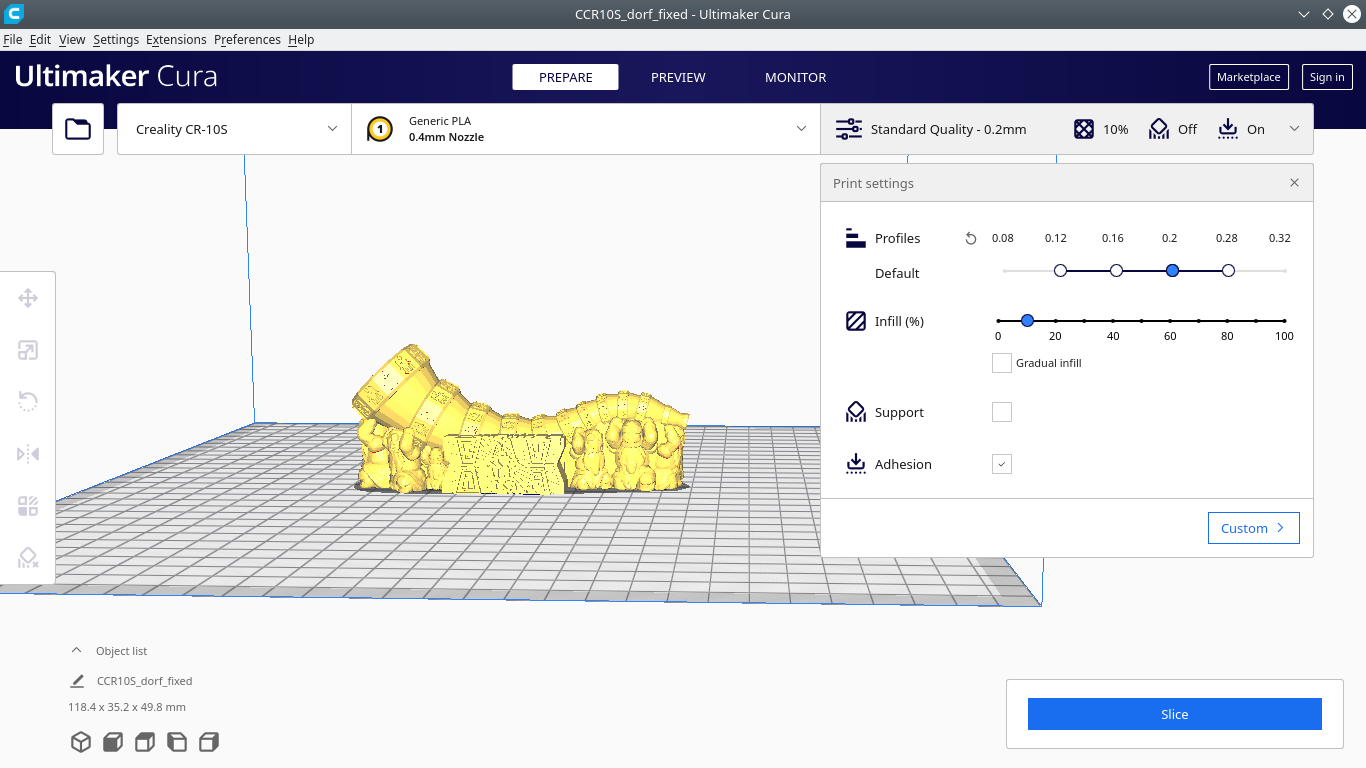
Paramètres d'impressions
J'ai choisi ici volontairement d'utiliser le procédé FDM, avec du filament PLA, et des réglages relativement standards. En particulier de laisser la hauteur des couches à 0,2 mm bien que j'aurais pu aller jusqu'à 0,12 mm pour un meilleur rendu (avec un temps d'impression estimé approchant les 10 heures...).J'ai également réduit le remplissage par défaut, sur les conseils du fabmanager, à 10% seulement.
Si le trancheur a bien signalé quelques petites zones pouvant nécessiter des supports, l'expérience du fabmanager a confirmé mon avis que je pouvais essayer de m'en passer. Ce qui avait aussi motivé mon choix de cette pièce en particulier. (je me réserve la question des supports, comme sujet en soi, pour des expériences ultérieures).
Caractéristiques choisies pour l’impression :
- Épaisseur des couches : 0,2 mm
- Taux de remplissage : 10.0
- Température d’extrusion : 200.0
- Température du lit : 50.0
- Utilisation de supports : Non
- Type de matériau choisi pour le filament : PLA
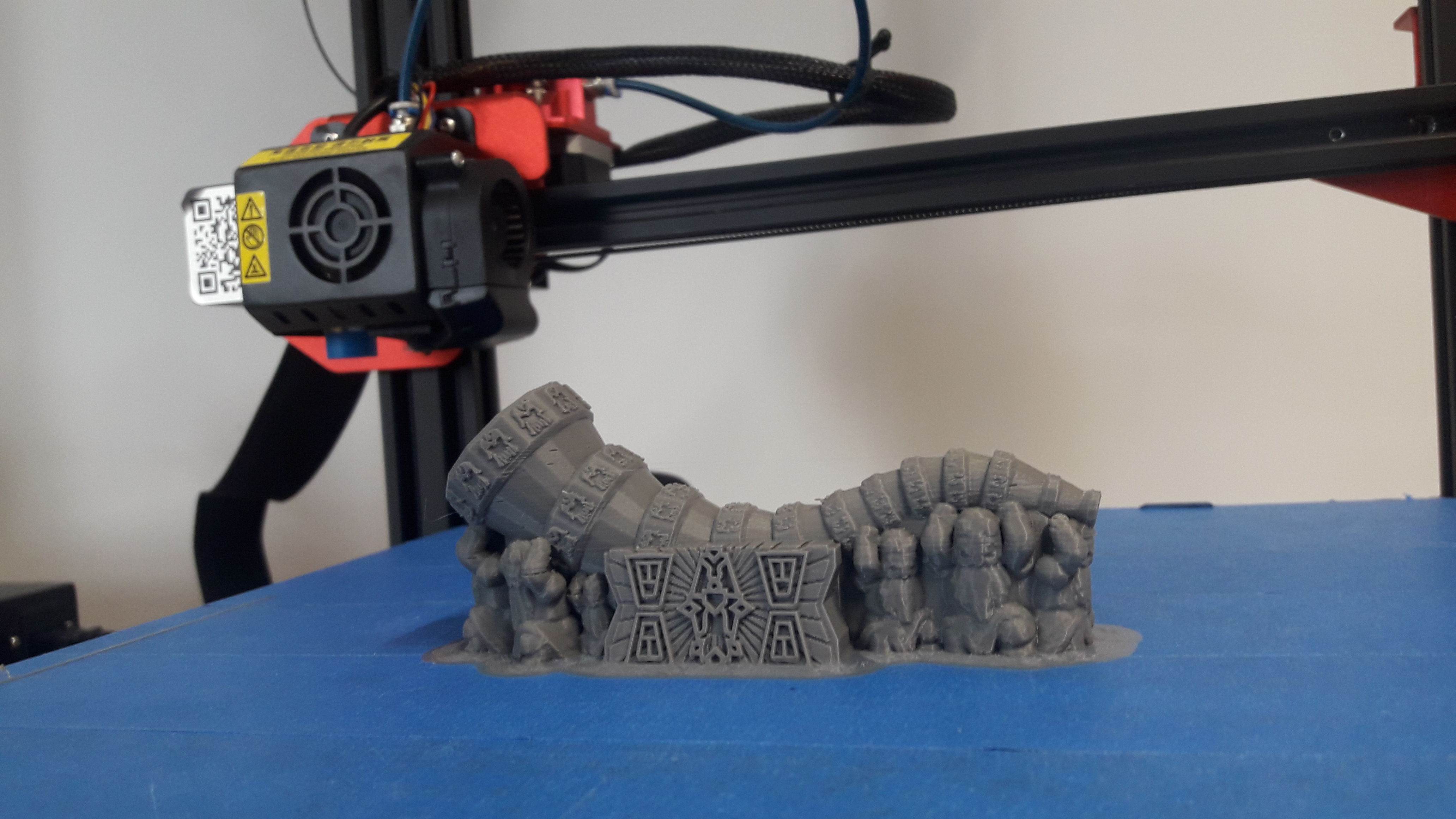
Objet imprimé
Au final après 4h50 d’impression : une pièce de 26 g. Coût au tarif actuel en cours au fablab (0,10 euro/g 0.05€/g de PLA) : 2,60 1,30 euros.Le rendu est, selon mes standards personnels, tout à fait satisfaisant pour l'utilisation à laquelle il serait destiné. L'impression s'est fort bien passée de supports.
Problèmes rencontrés lors de l’impression
Pas de problème particulier sur CETTE impression. Il m'a fallu changer deux bandes abîmées du ruban adhésif bleu recouvrant le plateau avant de la lancer. Ce qui fut l'occasion bienvenue de pratiquer aussi cet aspect bien réel de l'impression 3D en fablab.(Note : outre l'impression en elle même, et malgré un accès privilégié au fablab, j'ai tenu à appliquer la procédure de réservation en ligne d'une machine sur un créneau horaire, que doivent suivre les adhérents, pour me rendre compte de l'expérience qu'ils en ont. Rien à signaler de ce côté là.)
En revanche les deux premiers tests lancés avant sur une autre machine (une Creality Ender-3) ont rapidement avorté à cause semble-t-il d'un défaut de paramètres du plateau/lit d'impression.
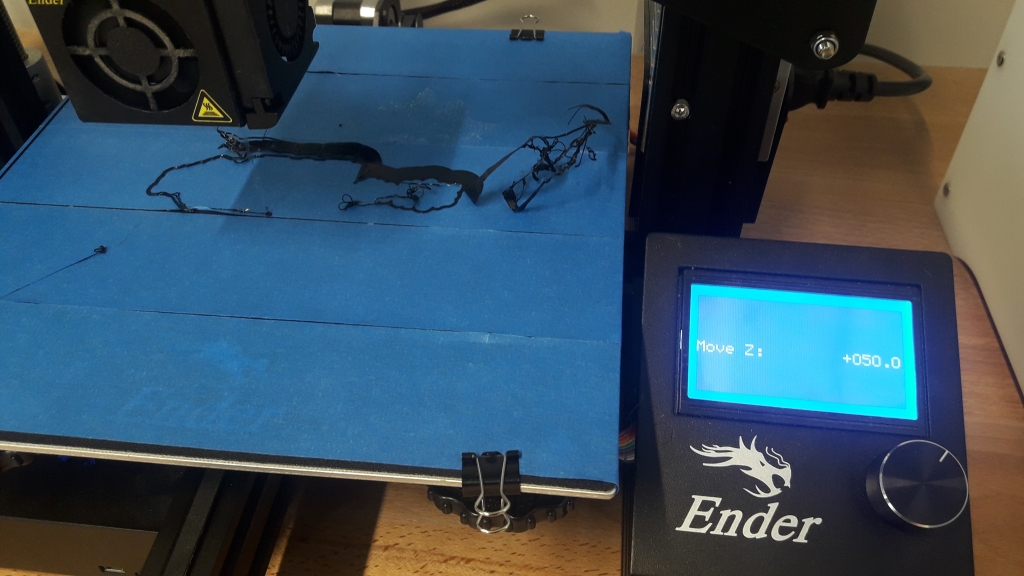
Si l'incident m'a donné l'occasion de devoir régler moi-même le paramétrage du plateau (sous la supervision d'un autre usager plus compétent), ça n'a pas été suffisant pour régler le problème, confirmé par d'autres tentatives d'impression par d'autres usagers sur la même machine (problème résolu ultérieurement par l'équipe du fablab)
J'ai préféré essayer une autre machine, disponible et de meilleure qualité. À noter que les deux machines ne sont pas dans la même gamme de prix à l'achat, ce qui reflète aussi leurs qualités d'ensemble.
Retours de Michaël:
(...) plutôt lié au plateau en lui-même, qui est voilé (et que le fabmanager doit changer) et qui ne permet pas de faire un niveau correct entre les 4 points extérieurs et le centre
(...) plutôt lié au plateau en lui-même, qui est voilé (et que le fabmanager doit changer) et qui ne permet pas de faire un niveau correct entre les 4 points extérieurs et le centre
"Défauts" d'impression
En terme de réels défauts seules quelques petites liaisons entre des couches de plastique sont à signaler.

Les deux autres "défauts" sont plutôt à attribuer aux paramètres d'impression choisis et sont cohérents avec le niveau de détail qu'on pouvait attendre, compte tenu de la méthode adoptée (impression FDM), du matériau et des réglages :
Les formes arrondies situées "en haut" comportent des lacunes :

Les glyphes les plus petits, en particulier situés "vers le haut" ne sont pas très bien rendus :

Ces phénomènes ne sont probablement pas anormaux et sont d'ailleurs évoqués dans le contenu du cours dans MOOC Imprimer en 3D > Semaine 3 "Du trancheur à la machine > Trancher avec Slic3r" dans la section consacrée à l'épaisseur (variable) des couches.
Et si c'était à refaire?
Le résulat, pour l'utilisation prévue, me convient en l'état... ceci étant, il me paraît indispensable à l'avenir de me pencher sur l'impression de couches d'épaisseur variable pour palier aux lacunes sur les arrondis (voir MOOC Imprimer en 3D > Semaine 3 "Du trancheur à la machine > Trancher avec Cura")
Retours de Michaël:
Pour tes défauts d'impression, la hauteur de couche peut améliorer cela. Mais il y a aussi le paramètre suivant: "Nombre de ligne de la paroi" par défaut il est réglé a 2, je le mets plutôt à 3 ou a 4 (surtout pour les arrondis car sinon on observe le vide du remplissage).
Il y a aussi le paramètre de rétractation qui peut avoir son impact.
Pour tes défauts d'impression, la hauteur de couche peut améliorer cela. Mais il y a aussi le paramètre suivant: "Nombre de ligne de la paroi" par défaut il est réglé a 2, je le mets plutôt à 3 ou a 4 (surtout pour les arrondis car sinon on observe le vide du remplissage).
Il y a aussi le paramètre de rétractation qui peut avoir son impact.
Quoi qu'il en soit, la pièce sera recouverte d'une ou plusieurs couche de gesso blanc (qui servira à reboucher par endroit certaines lacunes), puis peinte à la peinture acrylique.
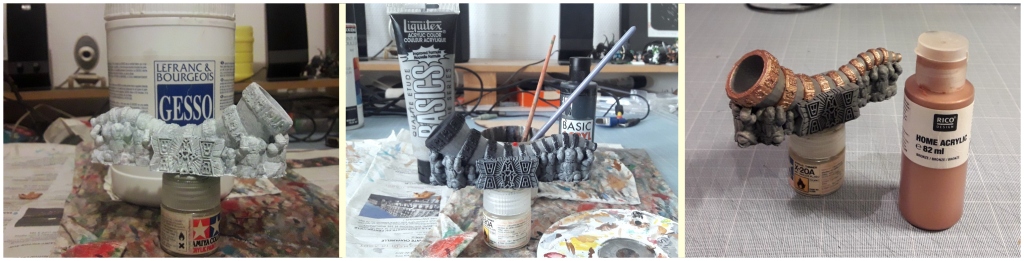
La peinture
Avant la peinture proprement dite: une couche plus ou moins épaisse de gesso blanc. Pas assez épaisse pour vraiment lisser la surface, mais qui constitue une couche d'apprêt permettant à la peinture acrylique d'adhérer.Pas évident à peindre la texture en 0.2 mm d'épaisseur de couches. Ça impose d'autres façon de faire par rapport à un support lisse (direction des coups de pinceau, dilution moindre de la peinture...).
Mais compte tenu de ce que la pièce est censée représenter, même si les couches ressortent (de près...), ça fonctionne plutôt bien quand même. :)





3D CrealityCR10SPRO DIY Impression3D OpenFactory UltimakerCura