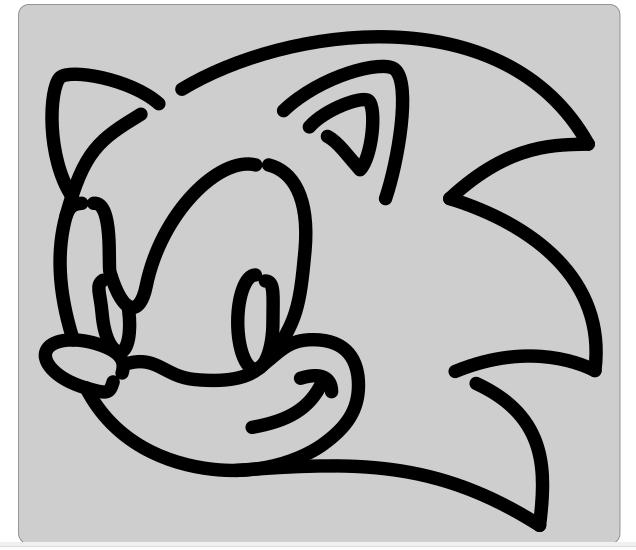
Pour préparer son fichier on va utiliser Inkscape, je suis parti d'un fichier image en licence libre trouvé sur le web de Sonic avec l'idée d'en faire une plaque de porte. SVG de Sonic GPL License auteur Donnnno
Et je l'ai retravaillé un peu :
car il y avait des formes qui n'étaient pas vectorisées (c'étaient des objets et pas des chemins)
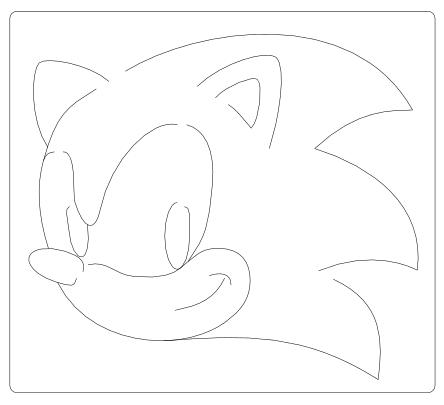
afin d'ouvrir mes formes car si je découpe toutes les formes fermées cela me fera plein de pièces séparées et ce n'est pas le but de l'exercice
et j'ai rajouté un cadre extérieur pour faire mon cadre de porte
SVG sonic retravaillé
Et pour vérifier que cela correspond au travail souhaité je l'affiche en mode Contour dans Inkscape.
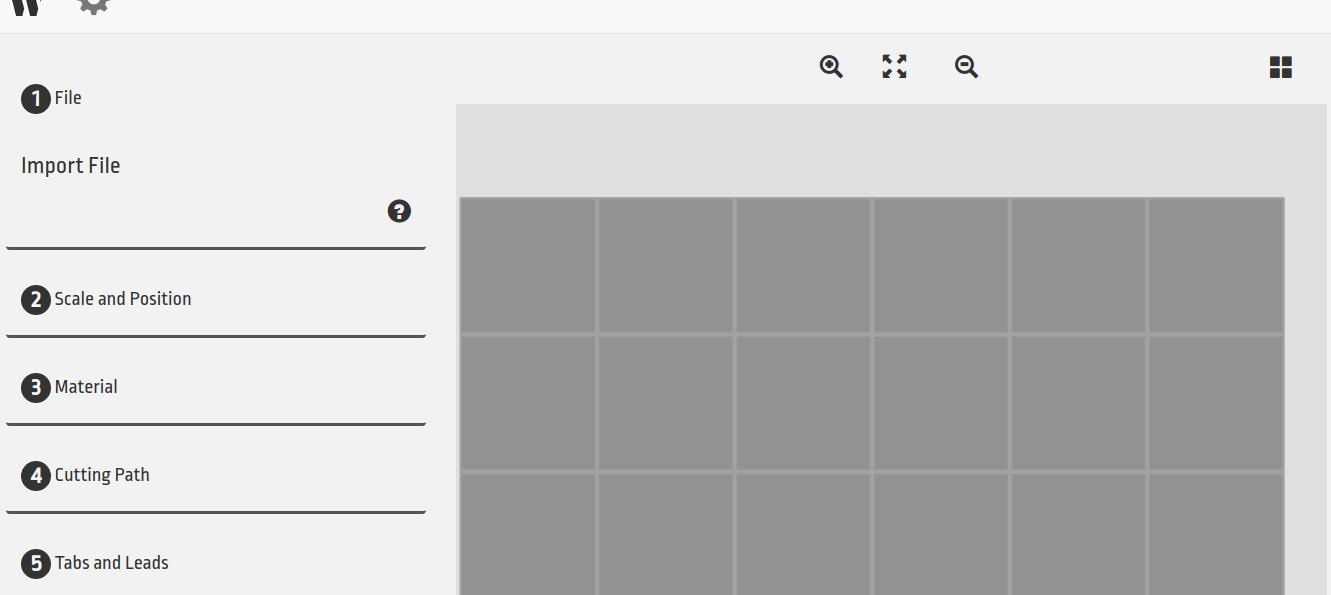
Pour cela, cliquer sur "Import File" et sélectionner le dossier contenant votre fichier SVG. Importer son fichier SVG
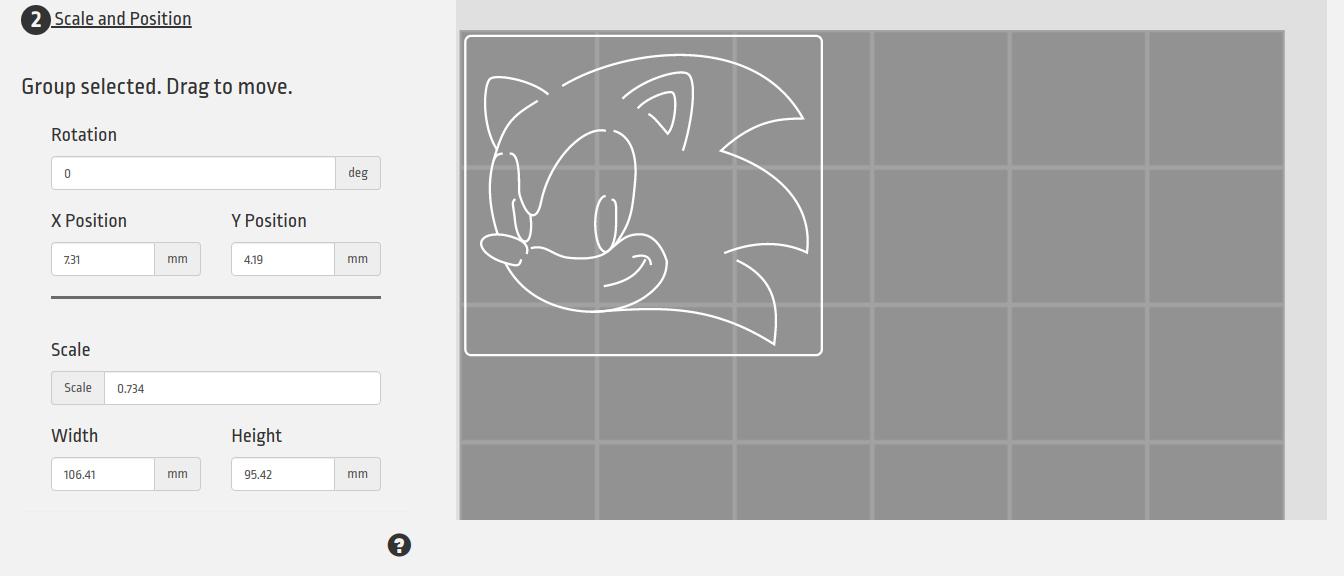
ETAPE 2: Position et mise à l'échelle
Cette étape vous permet de réajuster la taille et le positionnement de votre fichier.
Vous avez la possibilité de le déplacer avec la souris ou bien d'entrer directement des valeurs comme indiqué sur l'image ci-dessous. Modifier la position et la taille de votre fichier
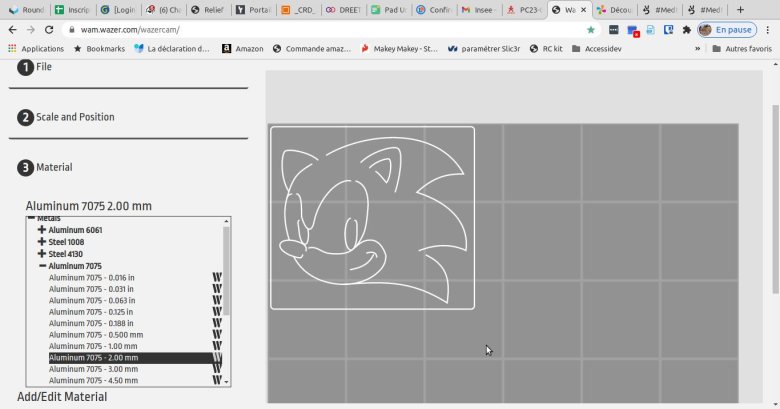
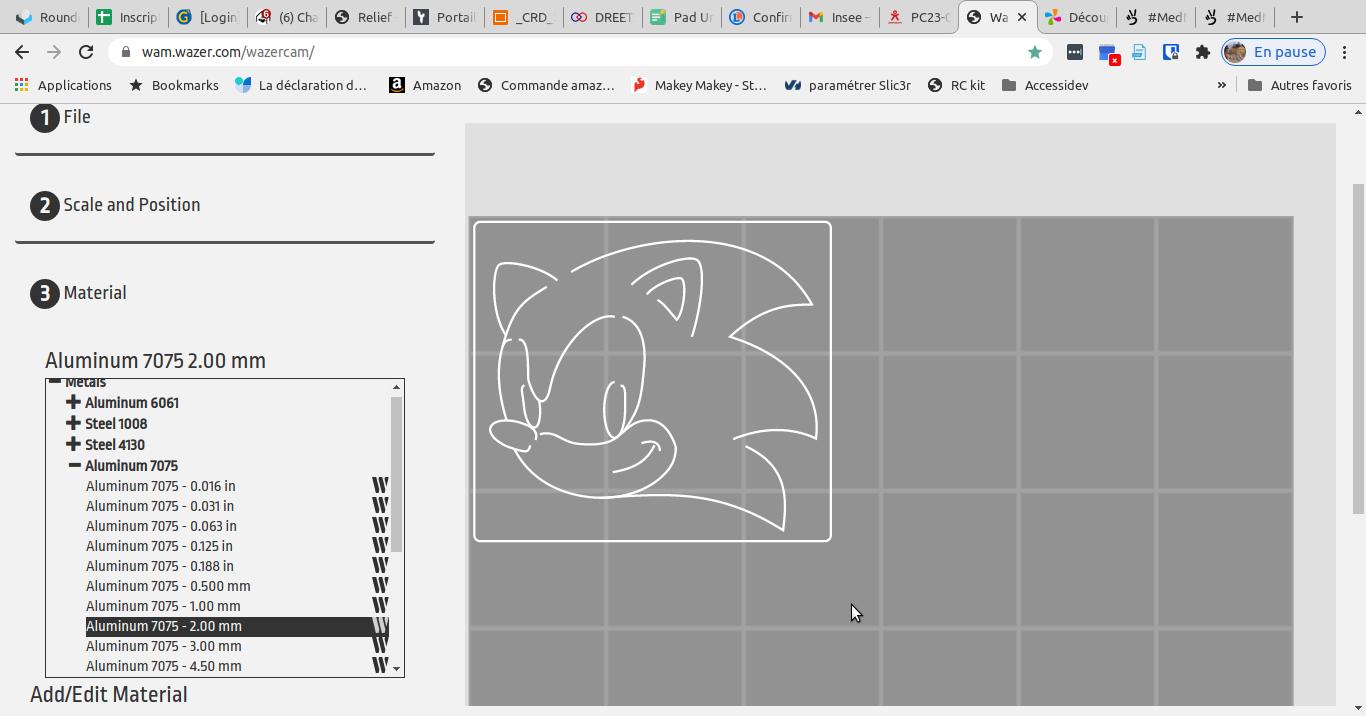
ETAPE 3 : Sélectionner son matériau
On va choisir le matériau à découper avec les règlages de la bibliothèque, en sélectionnant la matière à découper et son épaisseur. Dans mon cas je vais découper de l'aluminium 7075 de 2mm. Matière à découper
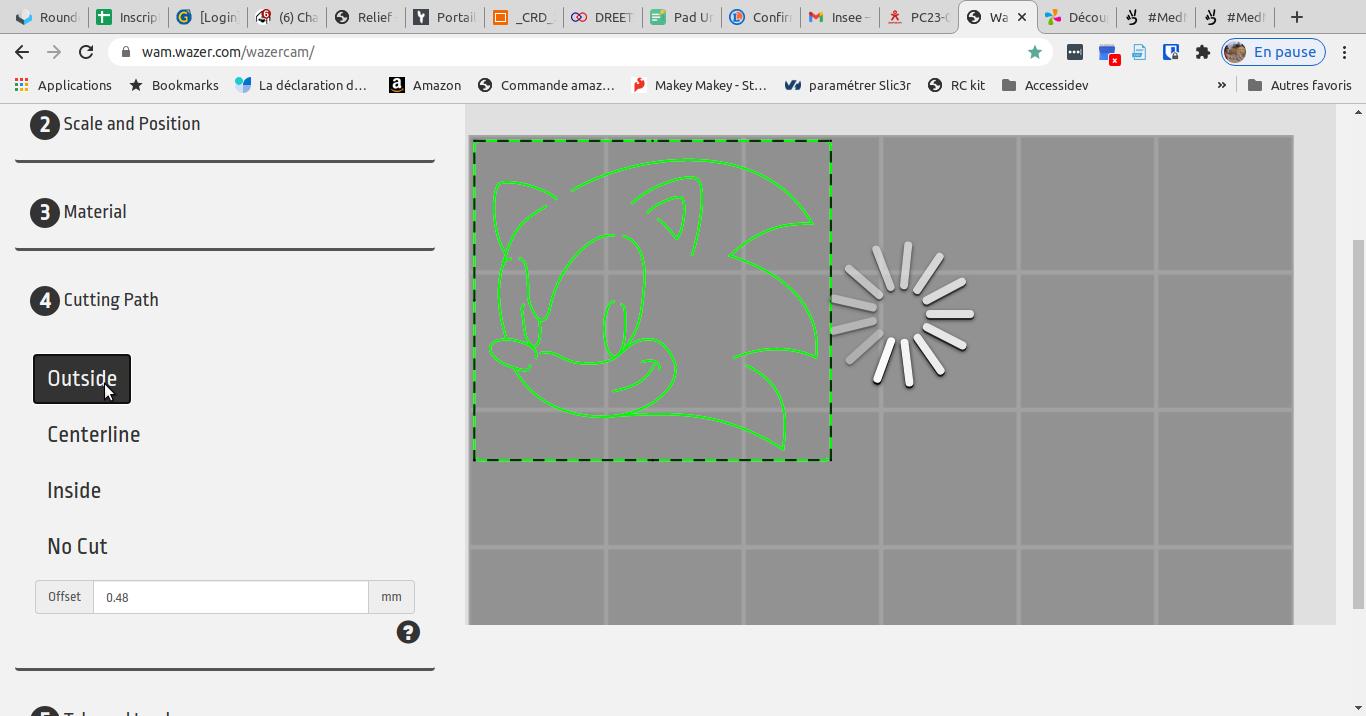
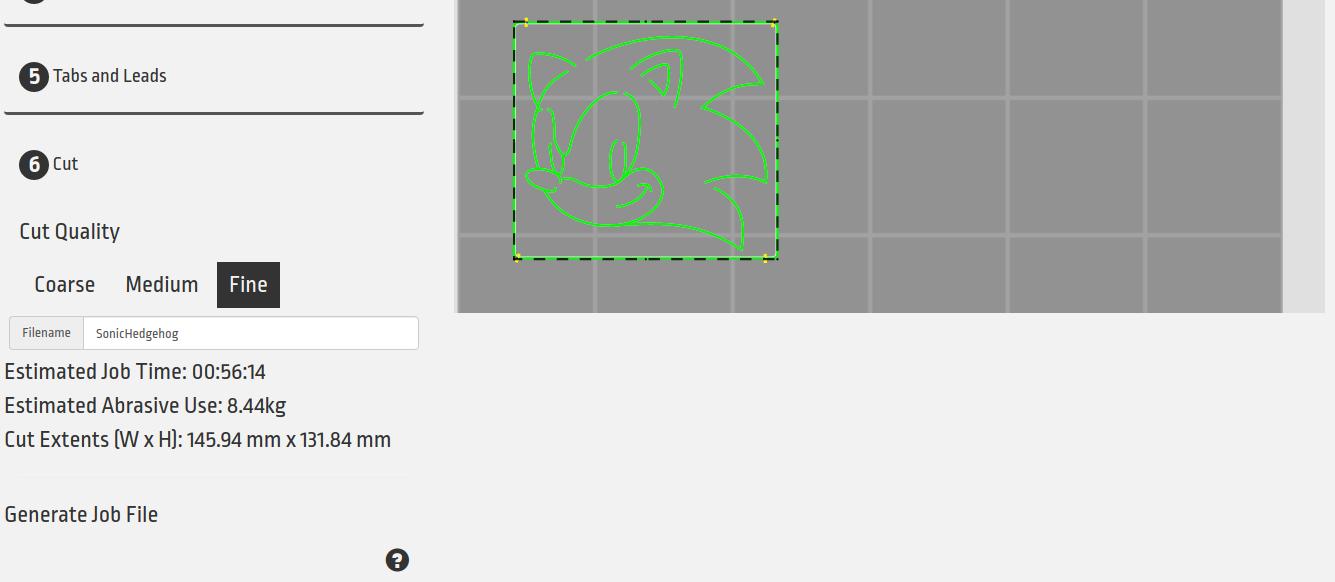
ETAPE 4 :Choisir le trait de découpe
Cette étape va permettre de déterminer où va passer notre découpe par rapport à son trait de coupe.
Une fois que vous avez effectué une sélection, un chemin vert apparaît autour ou à l'intérieur de la géométrie de la partie blanche. Cette ligne verte indique le trajet actuel du WAZER. Vous pouvez l'utiliser pour vérifier si votre dessin sera coupé correctement.
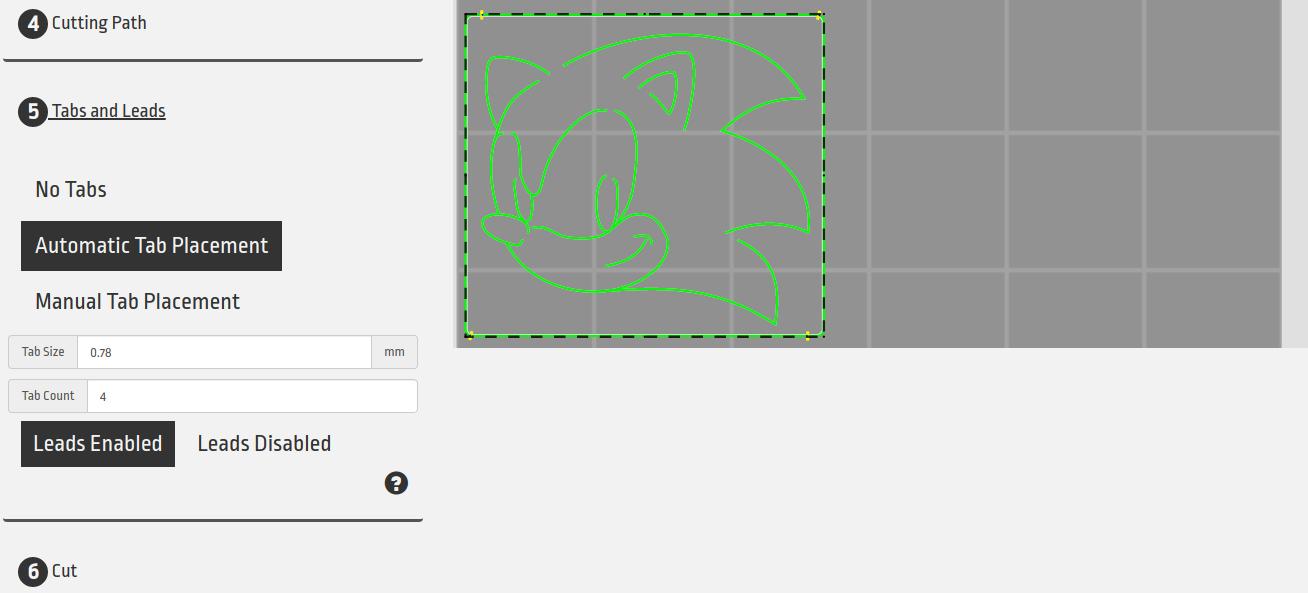
Pour éviter que notre pièce se détache et endommage la coupe et la buse, on va positionner des onglets de maintien de la pièce. On peut les positionner manuellement ou automatiquement en sélectionnant le nombre et leur dimension. Placer les onglets (en jaune)
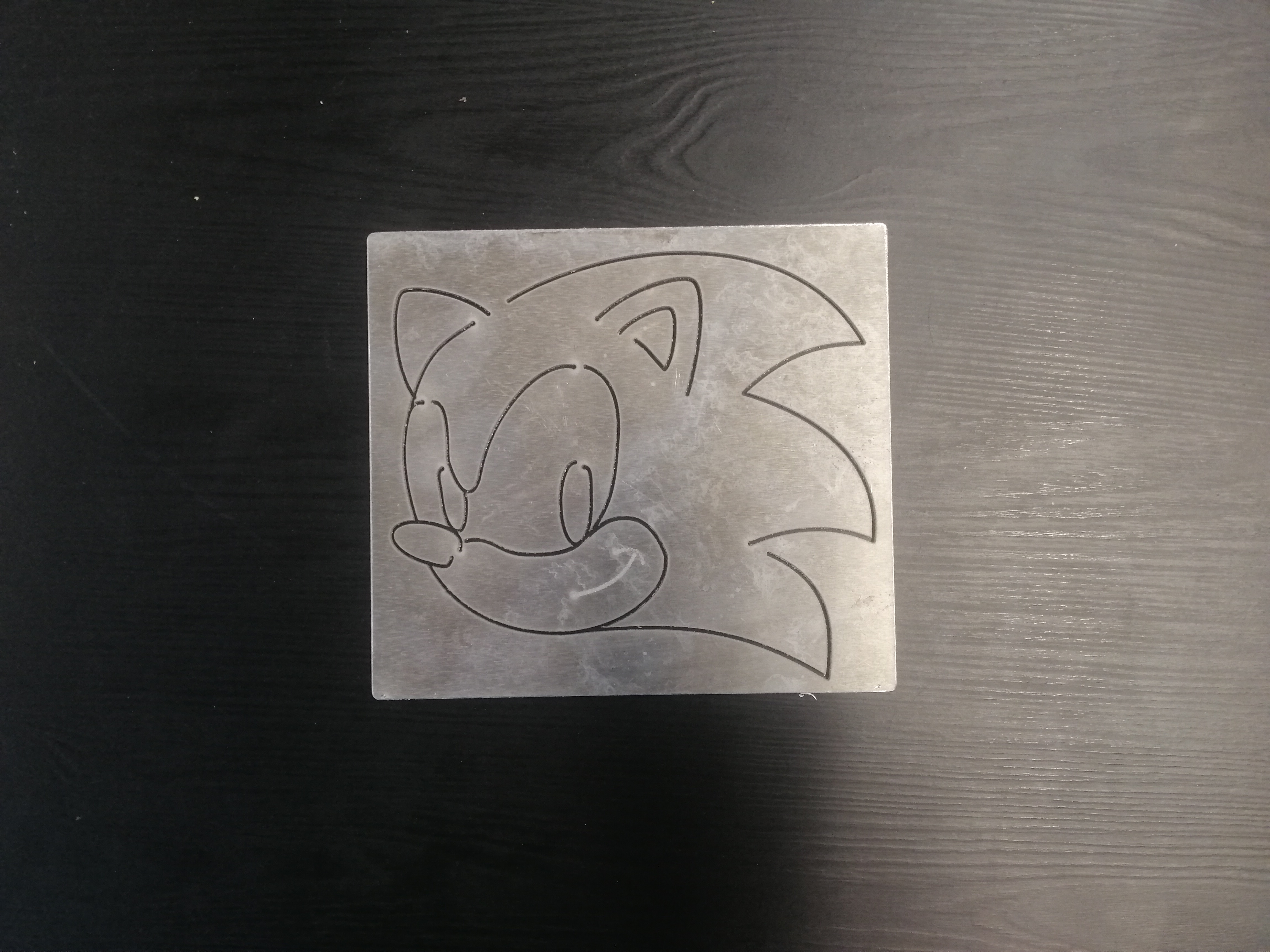
ETAPE 6 : Sélectionner la qualité de travail et générer son gcode
Pour une découpe sur de l'aluminium (manque un peu d'épaisseur, les zones ont tendance à se plier sous leur poids et l'onglet pourrait casser ou de mettre un deuxième ilot/onglet à l'opposé pour qu'elles se maintiennent mieux) sonic découpe aluminium
Variante
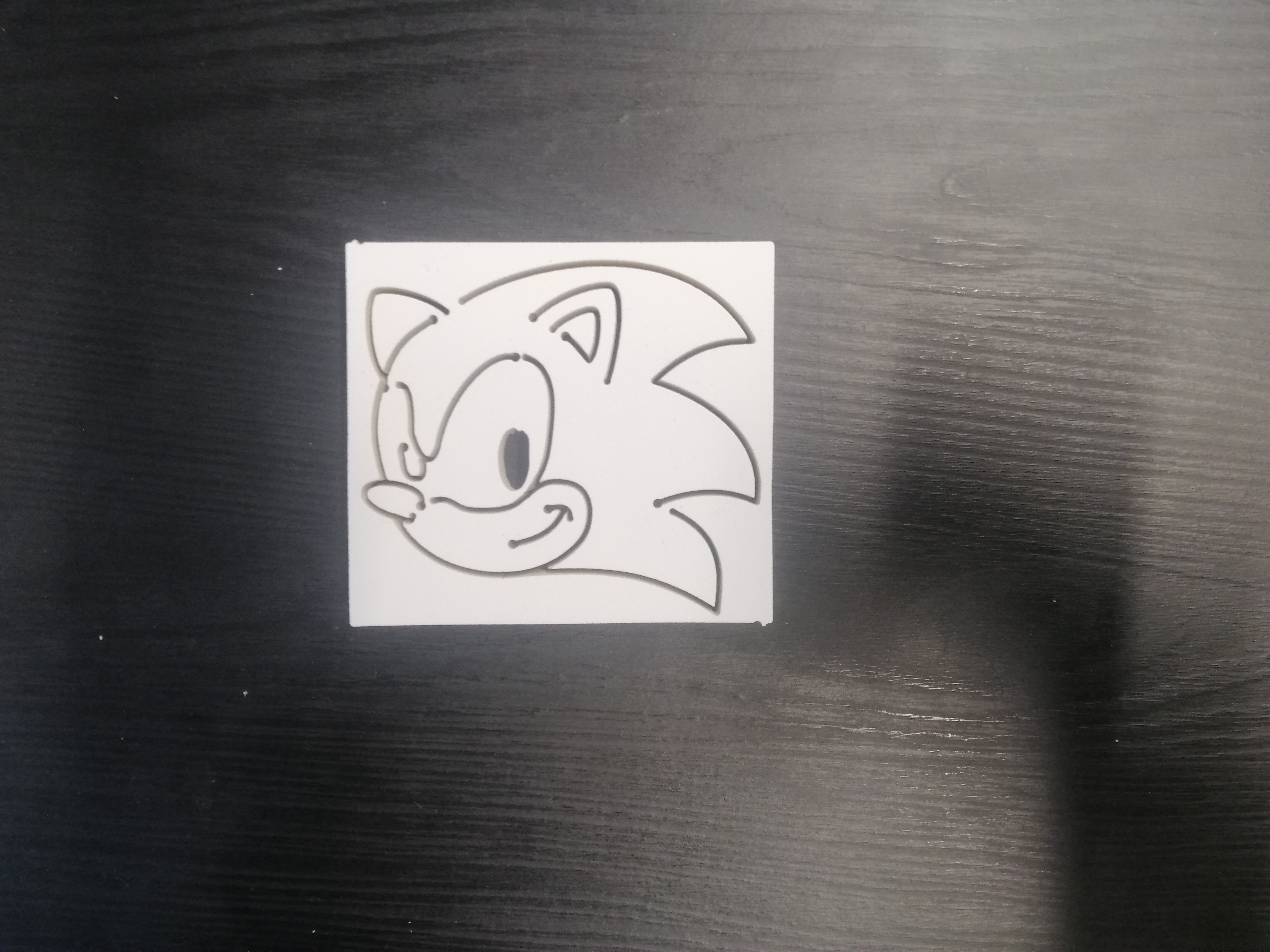
Je voulais tester la découpe dans la céramique (du carrelage de 9mm d'épaisseur qui correspond aux réglages fournis dans le logiciel)
A la première découpe beaucou de zone se sont détachées car mes ilots étaient trop fin et il y avait une zone avec beaucoup de découpes proches les unes des autres ( vers le nez et l'oeil)
Voici le résultat après avoir modifié mon fichier SVG Sonic découpe céramique
Une fois la qualité sélectionnée, vous pouvez générer votre gcode en cliquant sur "Generate job file" et l'enregistrer sur la carte SD de la machine.
Avant de lancer une découpe, il faut réaliser quelques actions :
Dans un premier temps, il faut vérifier que les bacs de récolte d’abrasif sont vides. Si ce n’est pas le cas, il faut les vider dans la caisse prévue à cet effet.
On peut alors ouvrir la vanne d’eau, en veillant à ce qu’il n’y ait aucune fuite
Il est alors possible de sélectionner notre pièce à découper depuis le menu sur la machine. Il va alors nous énumérer un certain nombre d’étapes, qu’il faudra respecter :
- Il va dans un premier temps faire son home machine (0 en X et Y)
- Il faut maintenant fixer notre matériau sur la zone de découpe. Pour cela, il y a un tournevis et des vis disponibles dans la malette.
- Il est alors essentiel de faire le 0 de la machine en hauteur. Pour cela, il faut s’emparer du capuchon sur le haut de la buse de découpe, le glisser en dessous, dévisser la buse et la descendre jusqu’au contact avec le capuchon. On peut alors revisser le tout et replacer le capuchon.
- Sur la gauche de la machine, il y a un « tiroir » où se trouvent les réserves de sables abrasifs. Il faut le remplir à l’aide de l’eco-cup disponible. Sans enlever les tamis.
Il est alors temps de fermer la machine, puis de la lancer. Une fois la découpe terminée, on peut détacher la plaque, en remettant bien les vis à l’endroit approprié. Il faut alors détacher la pièce de la plaque et finir par la traiter, ce qui permet d’obtenir en fin de découpe le résultat suivant :
Avant de partir : entretenir la WAZER :
Purgez la haute pression en terminant correctement une coupe ou en effectuant une purge de buse dans le menu d'entretien (en naviguant sur le panneau de commande WAZER jusqu'à Configuration et maintenance>Maintenance> Purge de la buse)
Collectez les abrasifs (p.121 du guide)
Ouvrez la porte et retirer le couvercle frontale du collecteur
Sélectionnez Configuration et maintenance > Maintenance > Used abrasif Collect
Fermez ou fermez ??? la vanne marche/arrêt ou l'alimentation en eau de la machine
WAZER suit le nombre d’heures d’exécution dans un menu situé dans Configuration et maintenance> Durée totale de la coupe. Cela vous aidera à deviner le nombre
approximatif d'heures que vous avez consacrées à votre machine et à déterminer si un entretien
particulier est nécessaire ou non.
Si vous ne respectez pas les procédures et le calendrier d'entretien régulier, la garantie et le
support de votre WAZER seront annulés.
Entretien entre les coupes
Intervalle : <4 heures
Nettoyage de réservoirs
Vérifier le niveau du lit de coupe
Nettoyer l'extrémité du flexible abrasif, vérifier l'état du joint torique, repositionner l'extrémité du flexible.
Inspection générale de l'étanchéité à l'eau des œillets et des interfaces de soufflet
Une fois séché, brossez les abrasifs usagés du porte fenêtre, du soufflet et du côté du bassin
Intervalle : de service à court terme : 20-100 heures (160-750kg d'abrasif)
Retourner ou échanger le lit de coupe et inspecter la plaque de perçage du réservoir (p.105)
Nettoyage des filtres de vidange (p.107)
Nettoyer le bassin (p.107)
Contrôle du débit d'abrasif (p.109)
Inspection des joints toriques haute pression (p.111)
! Sur le guide il y a d'autres étapes mais elles doivent être réalisées par le Fabmanager !
Les étapes de maintenance sont expliquées de la page 104 à 121 dans le guide d'utilisateur
Nettoyage de l'extrémité du tuyau d'abrasif (p.117)
Rien de compliqué mais à faire régulièrement pour ne pas que la vase s'accumule
Nettoyage du tuyau abrasif (p119)
Assez fréquement: le sable peut se bloquer dans les tuyaux, ou de l'eau peut s'être introduit et il n'y a plus de sable qui arrive pour découper la matière. La procédure est expliqué page 119.