Un total de 12 pages a été trouvé avec le mot clé Impression 3D.
[Mac] Creality Ender-3
[Mac] Creality Ender-3
Nom
Creality Ender-3
Description
Volume d'impression : 220*220*225mm
Epaisseur des couches : de 0,3 à 0,1mm
1 extrudeur - buse de 0,4mm
Température max de buse : 225°C
Diamètre du filament : 1,75mm
Plateau chauffant - température max 100°C
Connectivité : Carte SD - USB
Description
Impression résine Formlabs
Volume d'impression (L x l x h) : 33.5 x 20 x 33 cm
Epaisseur des couches : de 25 à 300 microns (en fonction des résines)
Résolution XY : 25 microns
2 lasers de 250 mW
fasiceau laser : 85 microns
Ecran couleur de 5,5 pouces
Slicer Preform
Matériaux
White resin / Clear / Grey : 0,50€/ml
Tough 2000 / Flexible : 0,75€/ml
Il est possible d'envisager l'achat d'autres résines de chez Formlabs (le cout sera étudié en fonction du prix d'achat du consommable)
Contactez le FabManager pour l'utilisation d'autres matériaux. Les matériaux disponibles au fablab sont listés ci-dessous.Coût d'utilisation
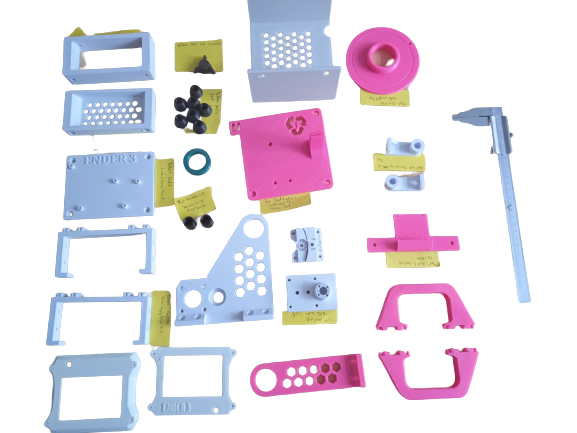
Il s'agit de s'appuyer sur la communauté de Maker et de modifier une imprimante Ender 3 cassée.
Pourquoi ?
Une fois transformée, elle nous permettra de recycler des bouteilles platiques et de créer du filament imprimable. L'action recherchée est autant d'agir sur notre consomation de filament que de recycler des bouteilles selon le principe des 3R : Réutiliser Réduire Recycler
Pourquoi ?
Être capable d'enrichir un projet de manière collaborative
Être capable d'imprimer en 3D en toute autonomie
Pourquoi ?
Favoriser la création de liens entre personnes d'un même bassin de vie
Favoriser la mobilisation citoyenne
Travailler un projet collectif entre salariés et habitants du territoire
Travailler un projet avec les partenaires locaux
Avoir un esprit critique
Avoir une pensée créative
Pour qui ?
À l'origine pour un groupe de 6 jeune 18-25 ans.
Au final: un groupe de 7 personnes de 15 ans à 60 ans.
Ne convient pas au moins de 15 ans.
Ce projet demande d'être un peu bricoleur et se prête particulièrement bien à un groupe mixte avec des jeunes et des séniors qui partagent leur expérience du bricolage .
Par qui ?
La Conseillère Numérique France Service + Un bénévole de l'association
Avec qui ?
Fablab Roannais Agglomération
Fablab Vichy
Mission locale de Roanne pour partenariat CEJ (Contrat Engagement Jeunes)
À L'Aloé 42310 Le Crozet (local de l'association) + au Fablab de Roannais Agglomération + au Fablab de Vichy.
Quand ?
Période vacances scolaires de La Toussaint 2022 + Janvier 2023
Attention compter le temps d'impression des nombreuses pièces dont certaines assez longues à imprimer (exemple 10 heures) Se référer à la méthodologie ci-dessous pour comprendre comment on s'est organisé.
Comment ?
1.Prendre connaissance du projet RECREATOR 3D
(Youtube, Printables.com, Groupe Facebook) 2.Se poser les bonnes questions : -
Le matériel (l'acheter ou le mutualiser? se le faire prêter...)
Les compétences (si vous n'avez toutes les compétences se faire aider dans les fablab existants)
Les expériences des autres (trouver des personnes ressources pour échanger sur les groupes FB, dans les fablabs, par le réseau...)
Le financementsi besoin (AAP ou Fond propre)
3.Rencontrer les partenaires : Les fablabs, la mission local. 4.Planifier les actions et programmer.Le Conseiller numérique devra s'organiser dans ses journées pour imprimer les pièces restantes (et il y en a beaucoup)donc bien le plannifier avant de commencer. 5.Cibler la communication vers la tranche d'âge rechercher et former un groupe.
Créer le Framapad pour le travail collaboratif. 6.Établir un planning : Jour 1 :(14h-17h) Première rencontre, faire connaissance, les participants s'expriment sur leurs attentes, présentater le projet, les objectifs, le déroulé et donner un support papier qui récapitule le calendrier le déroulé. Donner le lien du Framapad et expliquer le fonctionnement. Jour 2 :(14h-17h) Formation impression 3D 1/2 + remplir le Framapad Photo du groupeJour 3 :(14h-17h) Formation impression 3D 2/2 + remplir le Framapad Jour 4 :(14h-17h) Impressions 3D libres pour prise en main Jour :Optionnel : calibrage Extrudeur
Jour :Optionnel : calibrage X-Y-Z Jour 5 :(14h-17h) Impressions 3D pièces + remplir le Framapad Jour 6 :(18h-21h) Impressions 3D pièces + remplir le Framapad Pièces du RecreatorJour 7 : (9h-12h) Montage Jour 8 :(9h-12h) Montage (suite) Jour 9 : Compter des heures pour réimprimer ou pour un problème technique Jour 10 : Compter des heures, encore, pour réimprimer ou pour un autre problème technique Jour 11 : Capitaliser, documenter, partager sur le wiki...
Combien ?
Adhésion Fablab Roannais Agglomération : 45€ Adhésion Fablab Vichy : 0€ pas d'Adhésion obligatoire Frais kit Marathon Créatif : (animé par le Fabmanager du Fablab de Roannais Agglomération) 380€ Salaire Conseillère Numérique : Frais kilométrique pour déplacement : (on a co-voituré et utilisé le véhicule de l'association, si vous êtes en zone urbaine pas besoin de compter ce poste de dépense) Fourniture filament :une bobine suffit largement, par contre il faut du PLA et de l'ABS ou du PETG donc au minimum deux bobines. Matériel : Si vous n'avez pas d'imprimante Ender 3 cassée il faudra en acheter une d'occasion : 90€ environ voir moins selon la panne.
Avoir au moins deux imprimantes 3D pour imprimer les pièces assez rapidement : 2 X 150€ ou alors si vous avez déjà un Fablab proche de chez vous : ALLEZ AU FABLAB pour réaliser les impressions. Outillages : Il vous faudra des tournevis, des vis, des boulons, une perçeuse et une mèche 1.75 pour percer la buse. (Faites vous prêter le matériel si vous ne l'avez pas) Alimentation / boisson : 60€
Évaluation
Évaluation par l'action car chaque personne a imprimé seul des pièces du RECREATOR
Évaluation oral à la fin de chaque séance
Évaluation à froid après la réalisation du projet par formulaire papier
Minetest et impression 3D (EN COURS)
Minetest et impression 3D (EN COURS)
Dans le cadre de la destruction des "historiques" Tours Peyrard de la Cotonne, une série de 3 ateliers est proposée aux jeunes du Centre Social Le Colibri.
Il est ici question de travailler avec le jeux vidéo Minetest afin de reproduire les Tours et leur environnement proche en collaboration sur une seule carte. Le dernier atelier permettra aux jeunes de découvrir le Fablab de Saint-Etienne et d'imprimer leur création collective en 3D afin de l'exposer au grand public.
Mais d'abord Minetest c'est quoi ?
Création du serveur local
Pour créer un serveur local vous pouvez suivre les étapes sur cette page : Jouer à Metaverse City
Générer la map de son quartier avec le site IGN
- Rendez vous sur https://www.ign.fr/minecraft/
- Saisissez l'adresse ou une zone géographique (département, ville, quartier...) pour définir la zone mappable
- Sélectionner la plateforme sur laquelle installer la map (Windows 10, Linux, Android etc.)
- Sélectionner le format ici Minetest 0.4.16 (même si la version n'est pas la même que la plus récente sur Minetest 5. ça fonctionnera)
- Afficher les options avancées
- Dans l'onglet "Source" j'ai laissé les données de relief et topographique par défaut à vous de voir si il vous est nécessaire de les changer
- Dans l'onglet "Thématiques" puis sous "Ajouts Spécifiques" à vous de voir ce qu'il vous sera nécessaire (neige, sous-sols etc.). Dans tout les cas si l'objectif est d'imprimer en 3D votre map il vous faudra cocher "Bords de carte"
- Sous "Sélection thématique" à vous de voir ce que voulez sur votre map (l'hydropgraphie, les routes etc.). Il est également possible de générer les bâtiments de la zone ou bien de ne laisser que les traces au sol des différents bâtiments. Dans le cadre de ce projet j'ai garder tout les bâtiments puis j'ai ensuite supprimé les deux tours (avec le mod World_Edit) que les jeunes reconstruiront en jeu.
- Dans l'onglet "Géographiques" il est possible de définir l'échelle. de 1 cube pour 1 mètre à 2 cubes pour 1 mètres.
- Sous "Emprise" nous définissont la taille de la map qui sera généré (de 0,5km par 0,5km à 5km par 5km). Si l'objectif est d'imprimer en 3D je suggère de ne pas générer une map trop grande au risque d'attendre de trèèèès longues minutes la génération de votre map en format OBJ ou STL avec le mod Meshport. J'ai fait le choix ici de limiter la map à 0.65km par 0,65km pour un temps de génération avec Meshport d'environ 10/15 minutes.
- Sous "Orientation" il est possible de pivoter sa map selon l'angle souhaité
- Je n'ai pas touché aux options de cartes particulières
Il vous faudra pour finir renseigner une adresse mail (sur laquelle vous sera envoyer la map en format ZIP) puis accepter les CGU pour enfin générer votre map qui pourra prendre de quelques minutes à plusieurs heures en fonction de la taille de la map est des options sélectionnées. ! Attention une seule génération de map par tranche de 24h avec la même adresse mail !
3 sessions de 2h :
Session 1
14h - 14h45 : Accueil et présentation du projet des Tours Peyrard et les différentes ressources (plans, photos etc.). Présentation du projet sous Minetest
14h45 - 15h : Lancement de Minetest sur tous les terminaux et explications des différentes touches de bases
15h - 16h : Création des Tours Peyrard sous Minetest de manière collaborative
Session 2
14h - 16h : En fonction de l'avancé du premier jour, le jour 2 sera consacré, soit à la finalisation des constructions, soit à la construction de bâtiments plus fictifs
Beaucoup de fonctionnalités dans ce mod. Celle qui m'a intéressé et la fonction "deleteblocks" qui permet de supprimer des constructions entières d'un seul coup en délimitant une zone
Un mod simple qui ajoute un onglet Skins à l'ouverture de l'inventaire. Parce que c'est chouette d'avoir un perso trop stylé et différents des autres joueurs
Pourquoi imprimer un porte clé en Impression 3D ? Parce que l'on peut faire le porte clé de ses rêves facilement et à moindre coût mais surtout parce que cela entraine à prendre en main facilement différents logiciels.
Ce tuto permet de s'initier au logiciel Inkscape et le logiciel de modélisaton Rhino
Création
Choisir son image
Tout d'abord, il nous faut une image (de préférence en PNG). Choisir de préférence une image simple pour débuter.
La première image sera plus facile à travailler que la deuxième. On prendra la deuxième image pour l'exemple.
Si l'image n'est pas en PNG, vous pouvez facilement la retravailler avec des sites de convertion qui passera votre image en .jpg à une image en .png comme par exemple le site RemoveBG. Attention, ces sites peuvent détériorer la qualité de l'image.
Pour les plus forts, vous pouvez passez votre image en Png en passant par Photoshop.
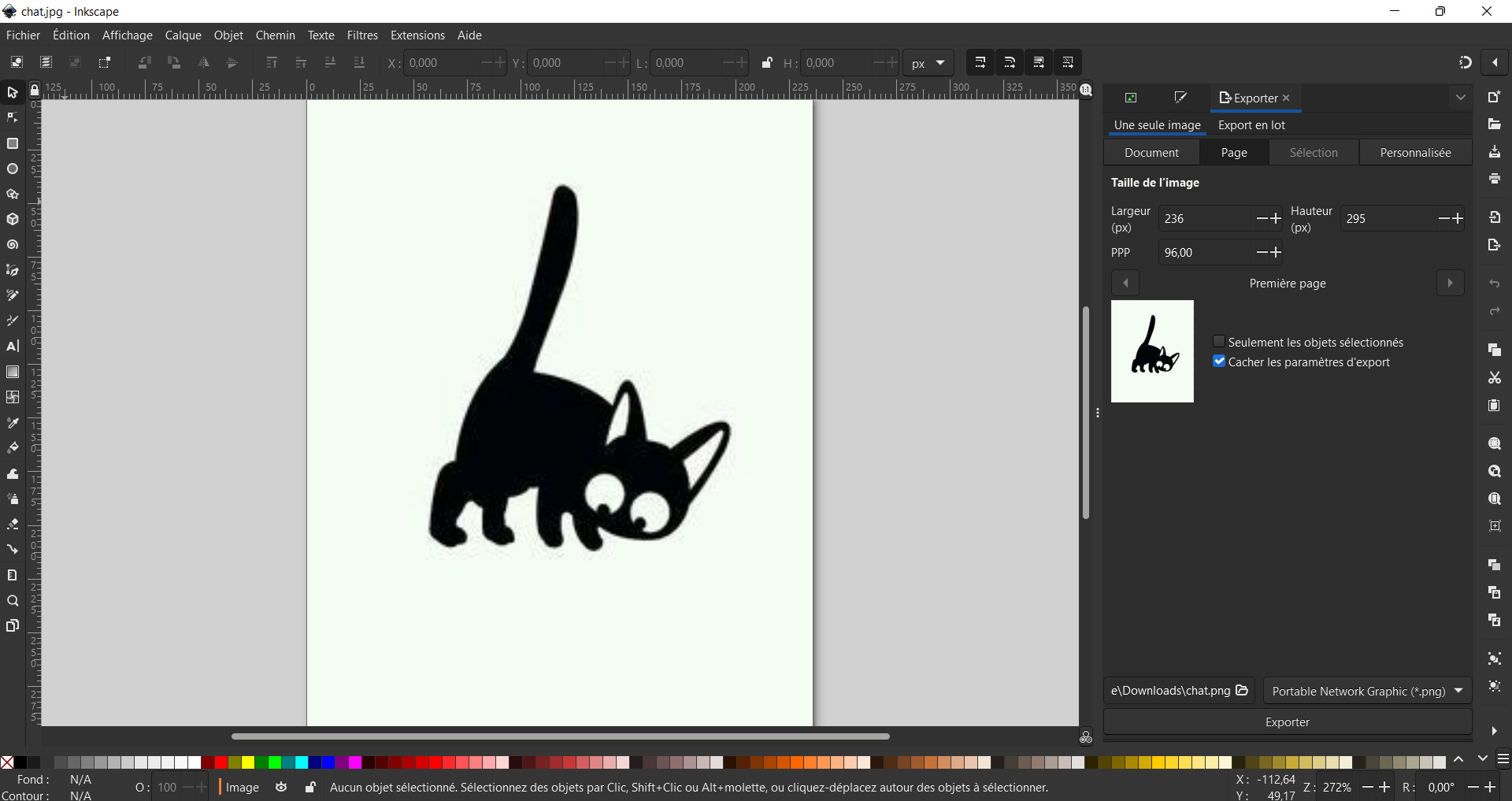
Vous pouvez aussi passer votre image en PNG grâce à Inkscape.
Clic droit sur image -> Vectoriser un objet matriciel (Vous pouvez modifier la vectorisation dans les paramètres) -> Appliquer
Vous pouvez alors supprimer l'image de base en gardant celle vectorisé et l'exporter en .PNG.
Passer son image en image vectorielle
Pour passer votre image png en une image vectorielle,vous pouvez utiliser le logiciel Inkscape.
Clic droit sur image -> Vectoriser un objet matriciel (Vous pouvez modifier la vectorisation dans les paramètres) -> Appliquer
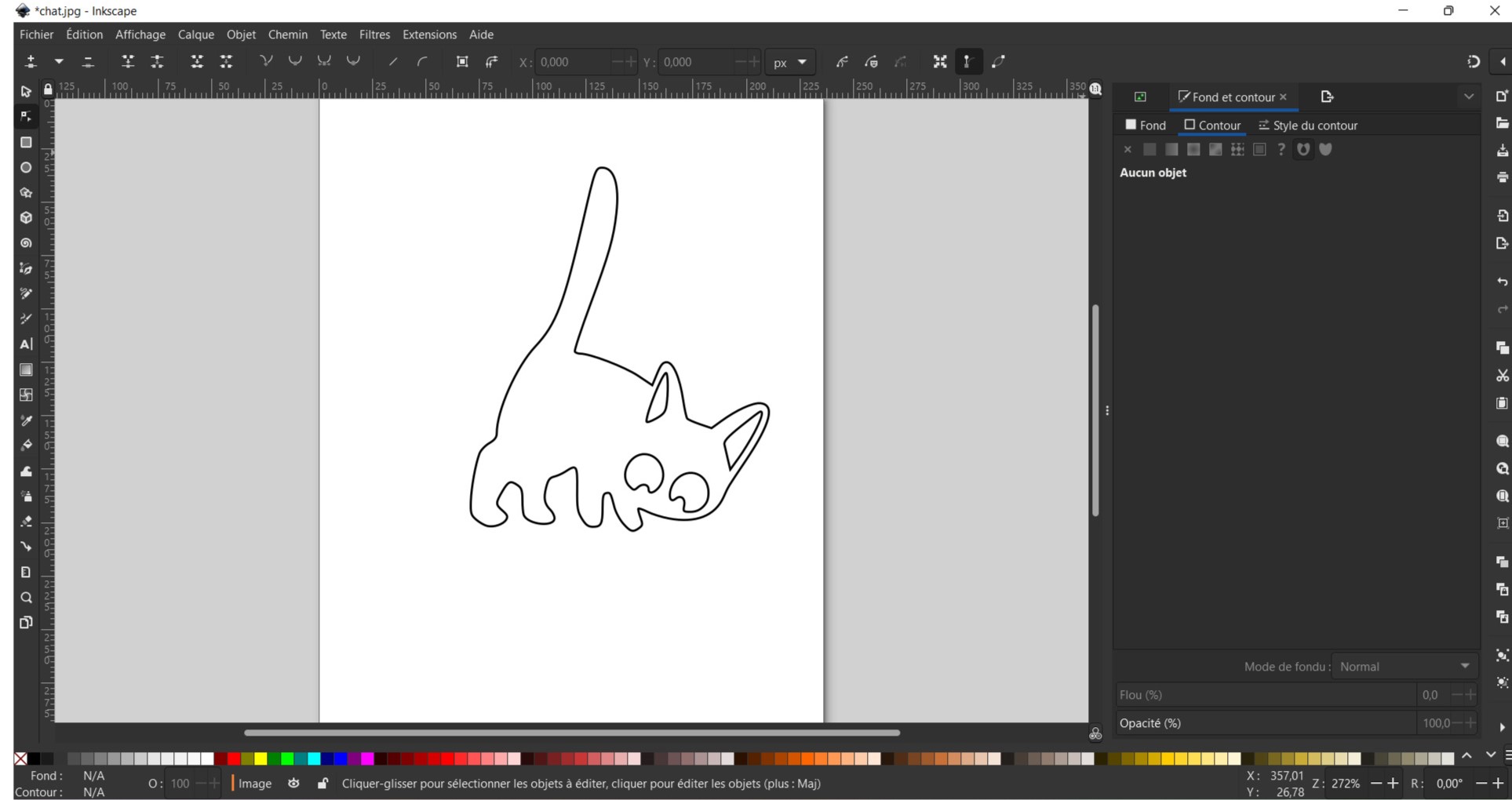
2 Clics gauche sur l'image. Vous allez obtenir une multitude de points.
Dans les paramètres, cliquer sur Fond et contour. Enlevez le fond et sélectionnez un contour.
Vous obtenez une image vectorielle que vous pouvez enregister en SVG.
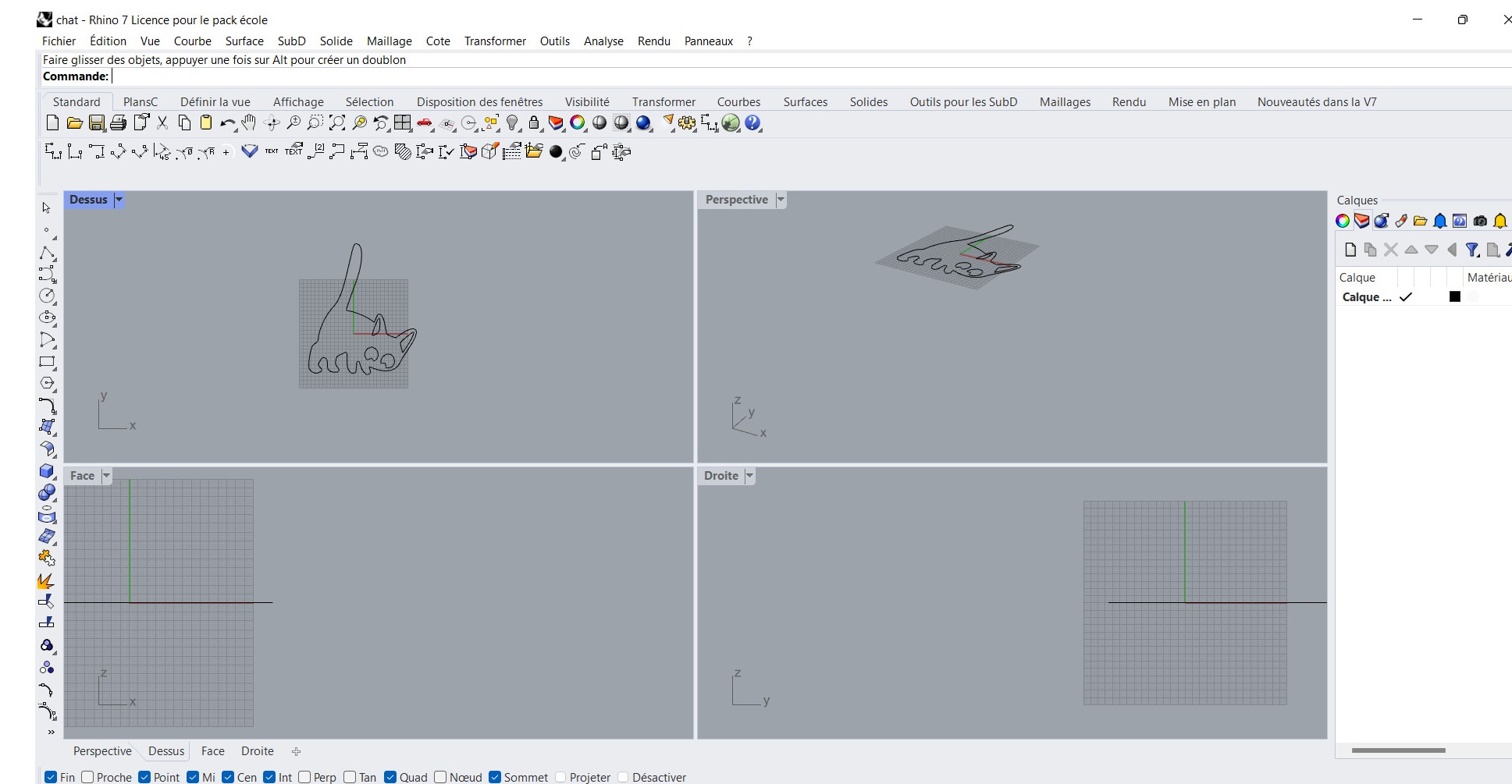
Ouvrir l'image sur le logiciel de modelisation Rhino.
Extruder l'image avec la commande "Extruder courbe" Vous pouvez choisir une épaisseur de 3ou 4mm pour le porte clé.
Fiche de médiation numérique pour la certification CnFS de Aiden SMITH le 22/02/2023.
Contexte : Cette animation n'a jamais été animée, elle a été conçue pour la certification.
Je me suis inspiré·e d'un·e réelle stagiaire de Zoomacom ainsi que de mon expérience en impression 3D et en maintenance matérielle.
Présentation : Dans le cadre de sa licence professionnelle - métiers du design, un stagiaire ayant des troubles du spectre de l'autisme (TSA) fait son stage au sein de notre fablab OpenFactory42. Il est encadré pas plusieurs membres de l'équipe de Zoomacom qui vont chacun·e le former sur des sujets et outils différents. Je suis chargé·e de faire une séance d'introduction à l'impression 3D et deux séances de maintenance matérielle de niveau 1 et 2.
Présentation pédagogique
Objectifs pédagogiques
A l'issue de la séance, le participant sera capable de :
Imprimer avec le logiciel Ultimaker Cura une unité centrale miniature à partir d'un modèle récupéré sur Thingiverse
Identifier les composants principaux d'une unité centrale : boitier, carte mère, processeur, son ventilateur, barettes de RAM, carte grapique, carte réseau, alimentation, HDD et SSD.
Tout au long de l'accompagnement : Utiliser des mots clés clairs, les expliquer, lui faire reformuler pour assurer la compréhension. Valoriser l'apprentissage par l'erreur et ses réussites via le renforcement positif. Observer et s'adapter aux comportements du participant.
En cas de d'états paralysant l'avancée des apprentissages, prendre une pause adaptée au participant : parler d'un autre sujet, écouter de la musique, faire des exercices de respiration, reformuler à la place de la personne pour lui faciliter la communication, se mettre en situation de jeu de rôle, par exemple.
Durée
3h30
Moyens humains
Encadrant·e·s
1 animateur·trice
Public
Public visé : stagiaire de Zoomacom sur le spectre de l'autisme
Âge : 19 ans
Nombre maximum de participant·e·s : 1 personne
Moyens matériels
Espace nécessaire
Un fablab ou salle de travail avec une imprimante 3D.
Matériel
1 table de travail/personne
1 chaise/personne
internet en Wifi ou Ethernet
1 rallonges
1 multiprises
1 télévision et son câble HDMI
1 ordinateur/personne
1 tableau blanc
1 imprimante 3D (Creality CR10S Pro)
1 unité centrale test
Organisation de l’espace et mise en place du matériel
N/A
Contenu pédagogique
Sommaire du déroulé
1. Introduction à l'impression 3D & à la maintenance matérielle
2. Maintenance matérielle de niveau 1 & 2
Déroulé détaillé
Temps
Étape
Activités du public
Activités des encadrant·e·s
15 min
Accueil & brise-glace
Se présenter. Présenter ses objectifs de stage. Partager son humeur du jour.
Se présenter. Présenter ses missions à Zoomacom. Partager son humeur du jour. Présenter les 2 séances, l'objectif de cette séance et sa durée de 3h30.
10 min
Vidéo & vitrine : illustrer avant de commencer
Regarder et écouter. Poser des questions si besoin.
1) Présenter les deux vidéos illustrant l'impression 3D : Groot et Ironman. Attention : S'adapter au participant car la vidéo avec Groot montre le bras de l'imprimante en avance rapide, cela peut faire mal aux yeux. (Voir Ressources). 2) Présenter les exemples d'objets imprimés en 3D dans la vitrine du fablab.
15 min
Thingiverse : choisir l’objet à imprimer
1) Ecouter et poser des questions si besoin. Ouvrir son navigateur et chercher "Thingiverse". Rechercher des mots clés par rapport à ses centres d'intérêt pour découvrir les objets possibles à imprimer en 3D. Ensuite, trouver l'unité centrale sur le site (ou cliquer sur le lien donné). 2) Télécharger et extraire la modélisation sur son ordinateur.
1) Ouvrir son navigateur et chercher "Thingiverse". Présenter le concept de Thingiverse et sa page d'accueil. Demander au participant un mot à chercher dans la barre de recherche pour découvrir des impressions correspondantes. Donner 5 minutes au stagiaire pour parcourir Thingiverse en autonomie. Ensuite, lui faire trouver l'unité centrale (lien dans la Bibliographie). 2) Montrer comment télécharger la modélisation sur son ordinateur et extraire les fichiers.
20 min
Ultimaker Cura : préparer l’impression
Ecouter, suivre les étapes présentées et poser des questions si besoin. Ensuite, ouvrir le logiciel Cura. Choisir l'imprimante correspondante. Brancher la carte SD. Importer le fichier. Ejecter la clé USB.
Ouvrir le logiciel Ultimaker Cura. Présenter le logiciel et son interface, dont l'onglet pour choisir son imprimante. Se lever avec le stagiaire et présenter l'imprimante 3D utilisée pour la séance. Récupérere la carte SD et un adaptateur USB. Sélectionner l'imprimante correspondante dans Cura. Ensuite, parcourir les fichiers de l'ordinateur et importer la modélisation téléchargée. Lorsquelle apparait, cliquer sur "Slice". 2) Brancher la carte SD et son adaptateur USB sur l'ordinateur. Enregistrer le fichier sur la carte SD via Cura. Vérifier qu'il est bien enregistré. Renommer le fichier afin de reconnaitre plus facilement. Ejecter la clé USB. Ensuite, le participant reproduit les étapes en autonomie, l'accompagner en cas de difficultés.
15 min
Imprimante 3D : imprimer l’objet
Ecouter et suivre les instructions données par le·a formateur·trice.
Enoncer à l'oral les instructions au participant et l'accompanger dans sa démarche : Lui demander d'insérer la carte SD dans l'imprimante allumée et calibrée en amont par le·a fabmanageur·euse. Il doit retrouver son fichier et le sélectionner pour lancer l'impression. Il doit rester à côté de l'imprimante pendant que l'imprimante chauffe et au moins 10 minutes après le début de l'impression. En cas de problème, demander de l'aide au/à la ·fabmanageur·euse. Faire référence aux vidéos vues en début de séance et le déroulement de l'impression observable immédiatement. Retourner sur les ordinateurs avec le participant. Lui annoncer qu'il devra régulièrement vérifier que son impression se déroule correctement.
1h45
Unité centrale réelle et 3D : identifier les composants d’un pc
1) Observer l'unité centrale imprimée en amont. Si possible, utiliser ses connaissances personnelles pour identifier les composants de l'ordinateur. 2) Ecouter et poser des questions si besoin. [non développé] Vérifier régulièrement que l'impression se déroule correctement.
1) Présenter la version déjà imprimée de l'unité centrale en 3D. Demander au participant s'il reconnait les composants. Valoriser les connaissances et/ou encourager sa curiosité s'il ne connait pas. 2) Présenter les différents composants d'une unité centrale grâce à l'unité centrale test.[non développé]
15 min
Evaluation sommative : tester ses connaissances
Récupérer l'unité centrale imprimée. Couper les supports des composants. Assembler l'unité centrale grâce aux connaissances acquises.
Demander au participant de récupérer l'unité centrale imprimée et de couper les supports. Ensuite, lui demander d'assembler l'unité centrale à l'aide de ses connaissances. L'accompagner en cas de difficultés pénalisant l'évaluation.
15 min
Clôture
Faire un retour sur la séance. Enoncer son humeur en fin de séance. Poser des questions si besoin. Ranger le matériel et l'espace de travail.
Synthétiser la séance et annoncer le contenu de la prochaine. Donner son humeur en fin de séance. Ranger le matériel et l'espace de travail.
Plan B : Si l'impression ne se déroule pas comme prévu, le stagiaire peut lancer l'impression à nouveau et récupérer le résultat final plus tard avec le·a fabmanageur·euse, ou l'imprimer en autonomie ou non un autre jour.
Production de livrable
Unité centrale et ses composants principaux miniatures imprimés en 3D (boitier, processeur, ventilateur, carte graphique, carte réseau, disque dur HDD, alimentation)
Les stagiaires sont accompagné·e·s par au moins 3 personnes de l'équipe de Zoomacom lors de leur stage afin de découvrir des méthodes de travail différentes et des sujets ou machines numériques variés. Ici, avant de plonger dans pleinement dans ses missions du Fablab, le stagiaire doit prendre en main les outils qui seront à sa disposition pour valider ses objectifs de stage. En connaissance des troubles autistiques du stagiaire, le choix de découvrir l'impression 3D par étape, d'abord avec un modèle donné qui permet un résultat concret en peu de temps, en plus utile pour la prochaine journée de maintenance matérielle, plutôt que créer un modèle sois-même avec Tinkercad, est le choix qui m'a semblé le plus adapté dans la mesure où le Fablab est un lieu avec beaucoup de passages et de bruits ambiants.
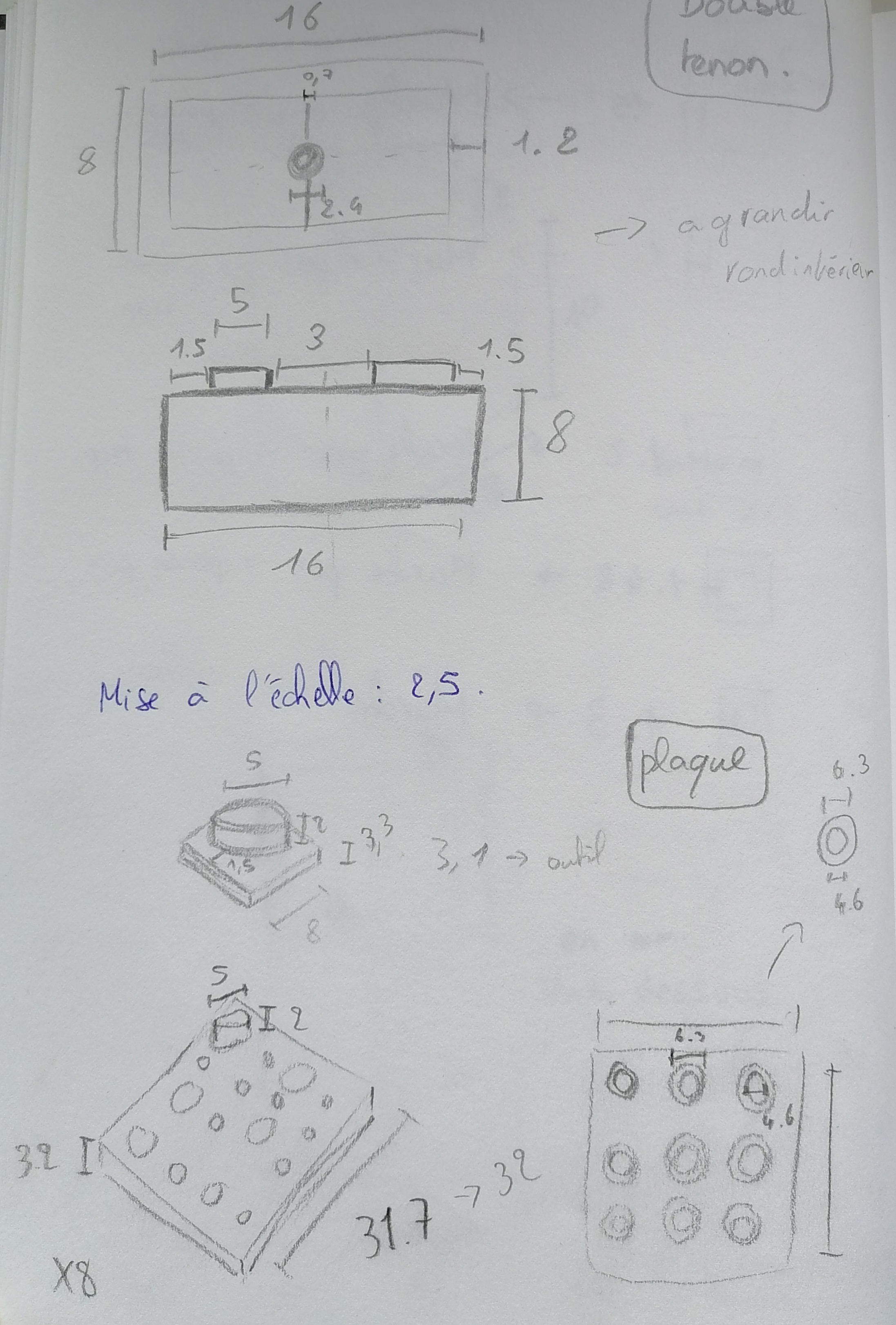
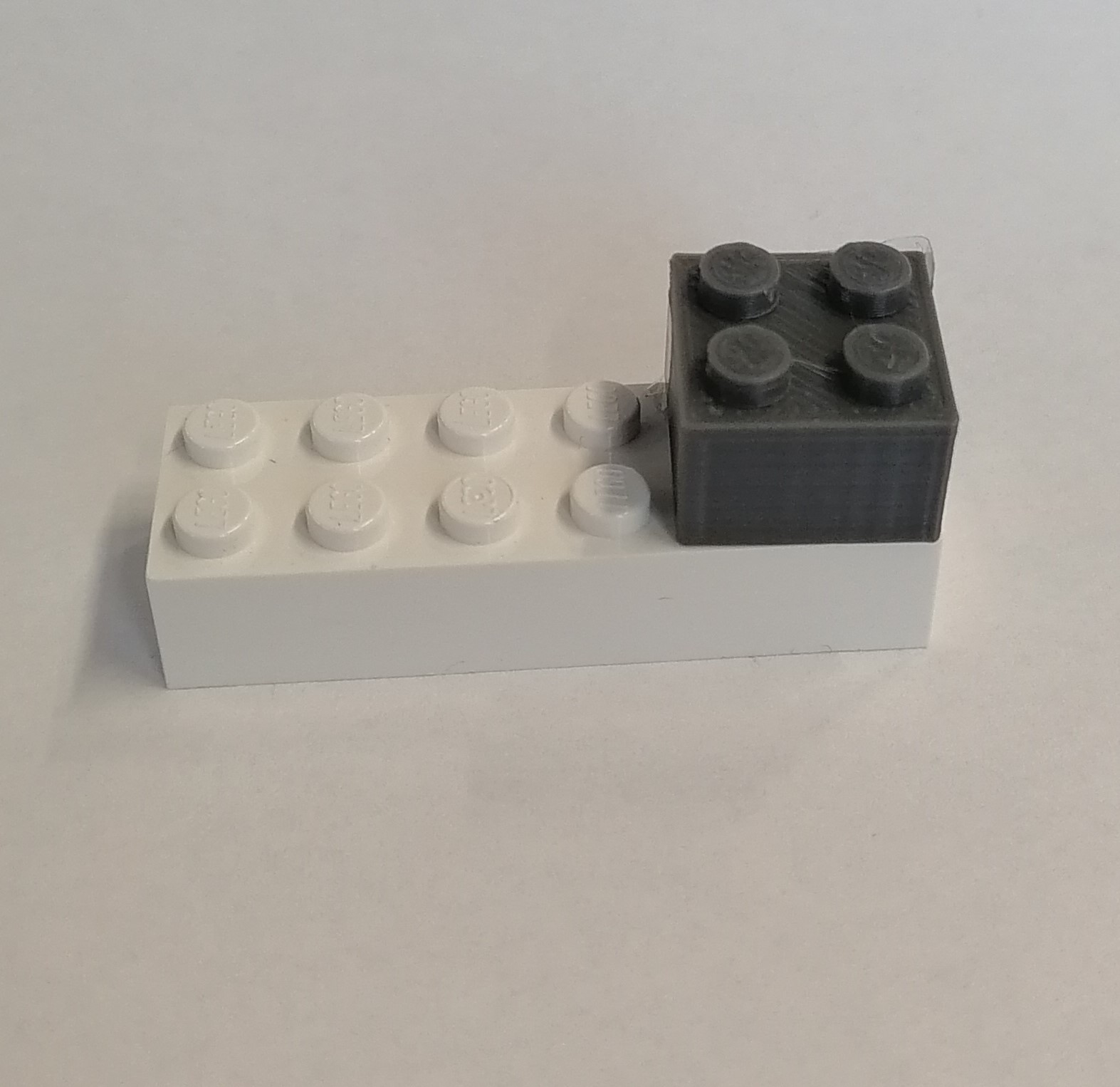
Dans le cadre d'un usage personnel, je souhaitais pouvoir personnaliser des briques de LEGO pour les associer à la confection de circuit de billes. J'ai bien trouvé quelques références existantes (qui seront citées dans les ressources à la fin de cette page) mais au fur et à mesure que le projet avançait mon enfant avait de nouveaux besoins !
J'en ai donc profité pour faire une page sur mes briques de construction avec des tutoriels illustrés et les liens vers les fichiers TinkerCAD (que vous pouvez utiliser avec la même licence Creative Commons que sur cette page) Michaël - Chargé de projet FabLab OpenFactory et réseau des espaces de fabrications numériques du 42.
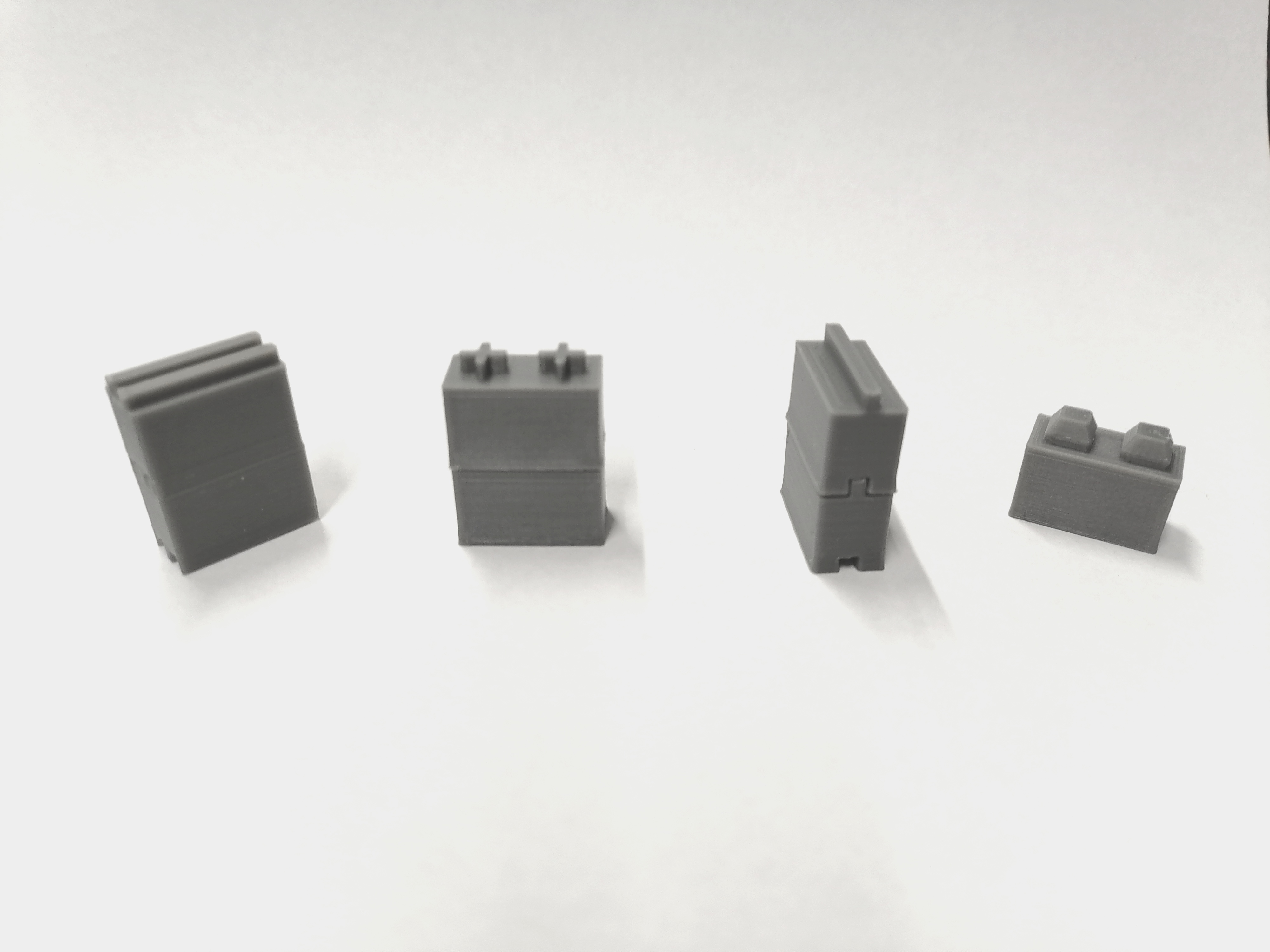
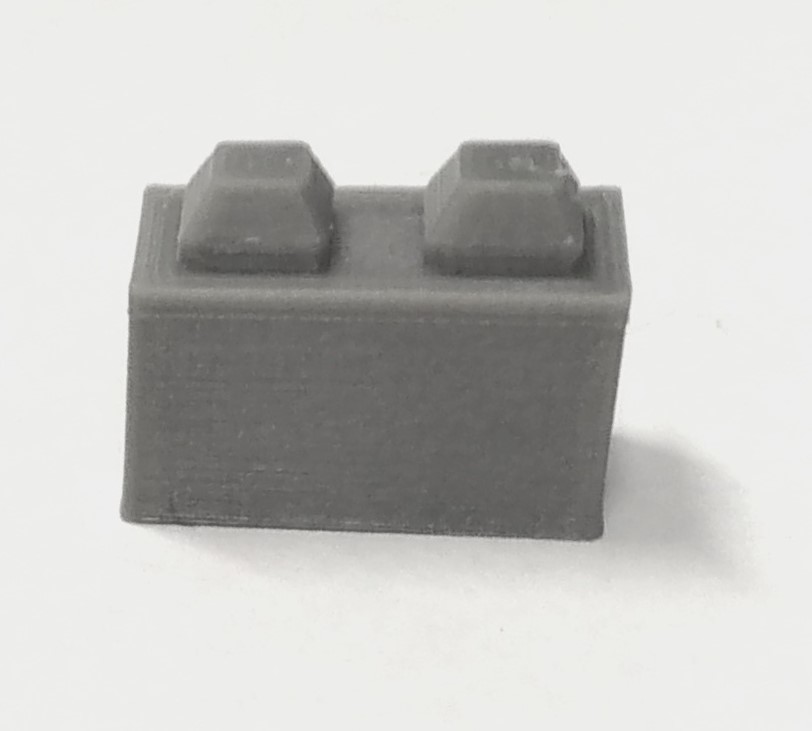
Les Tutoriels pour fabriquer ses pièces avec TinkerCAD
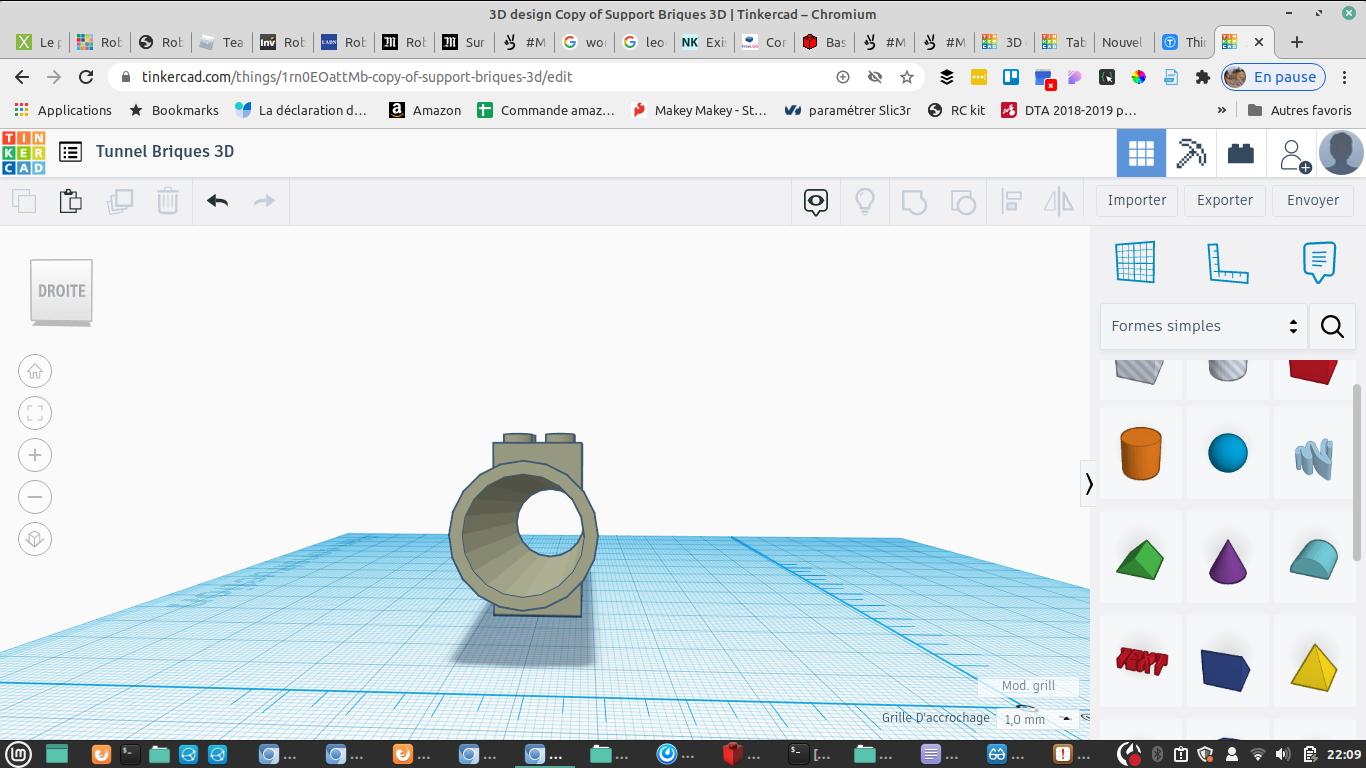
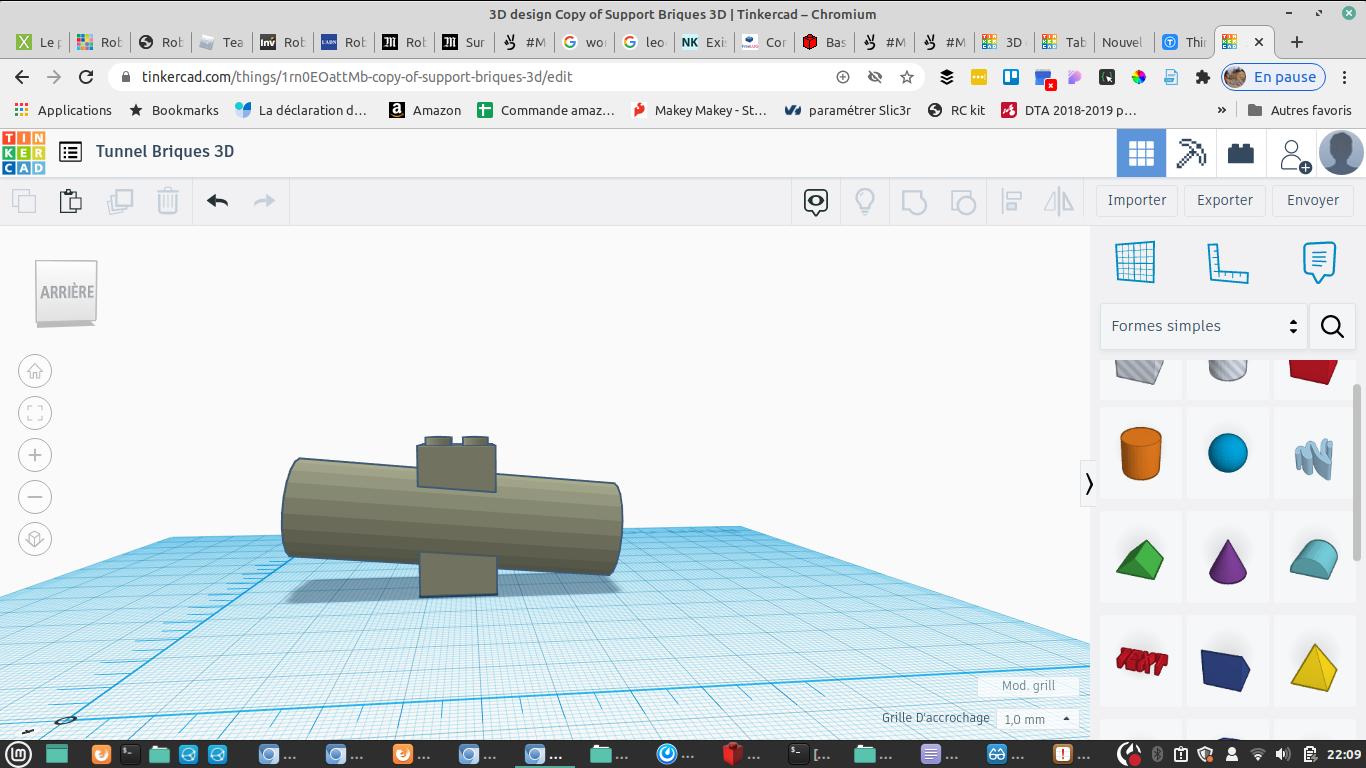
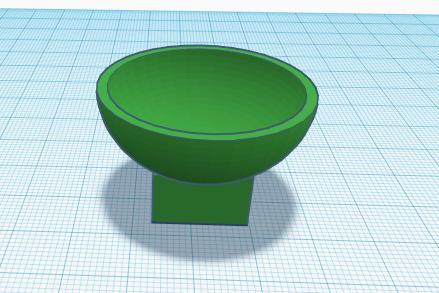
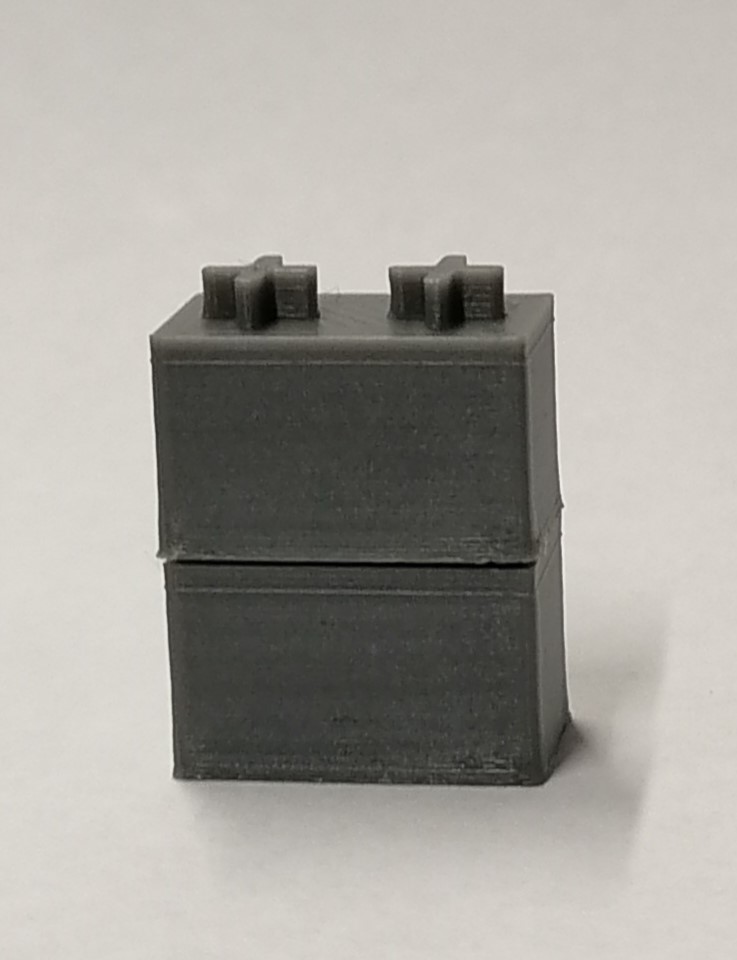
Le tunnel
Les supports du tunnel
Cette brique pour circuit de bille permet à la bille de continuer son parcours en passant dans un tunnel.
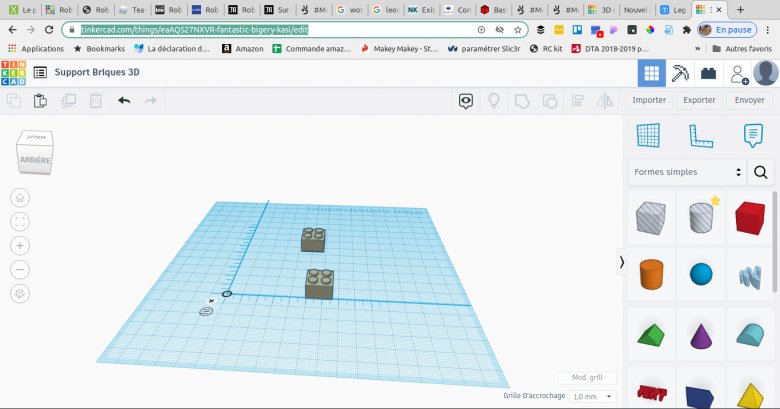
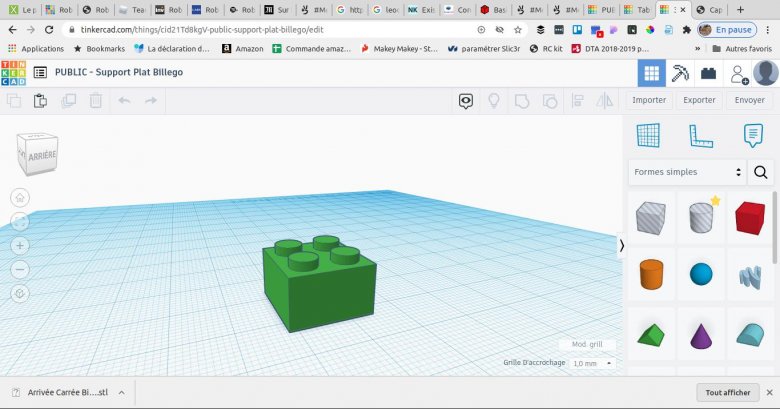
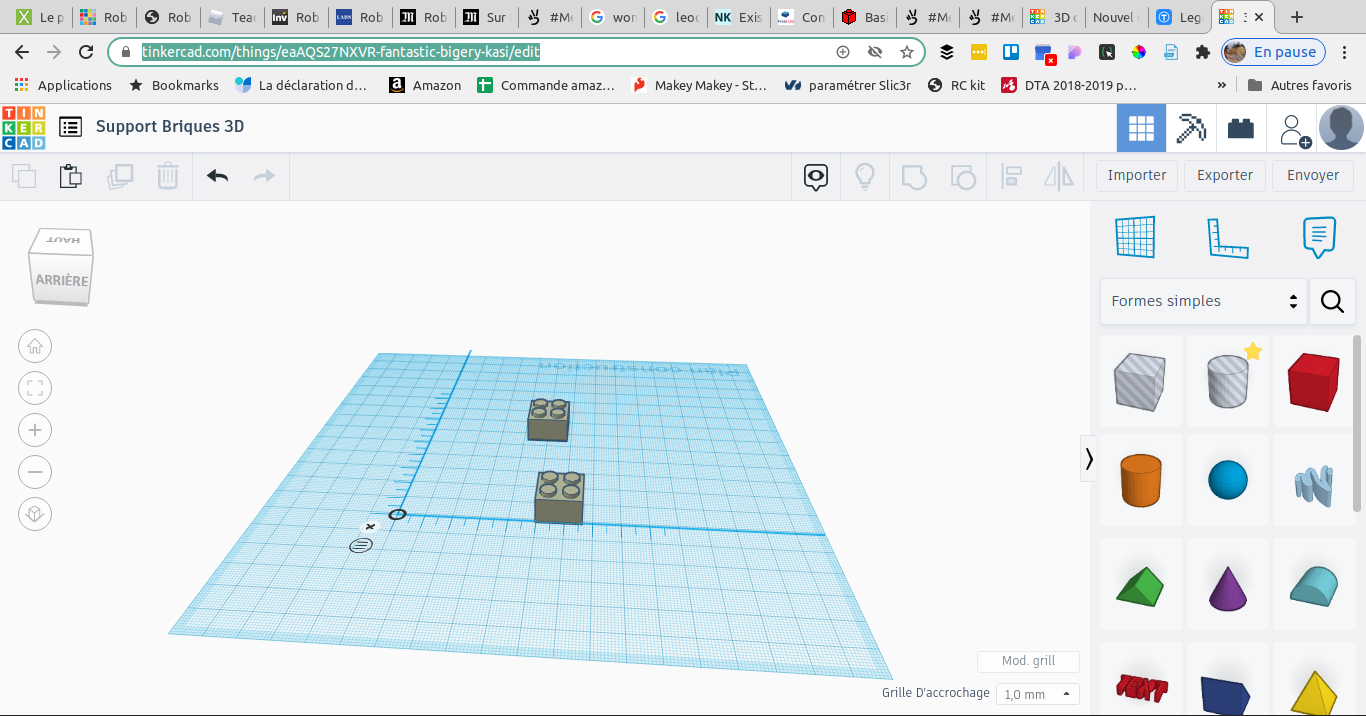
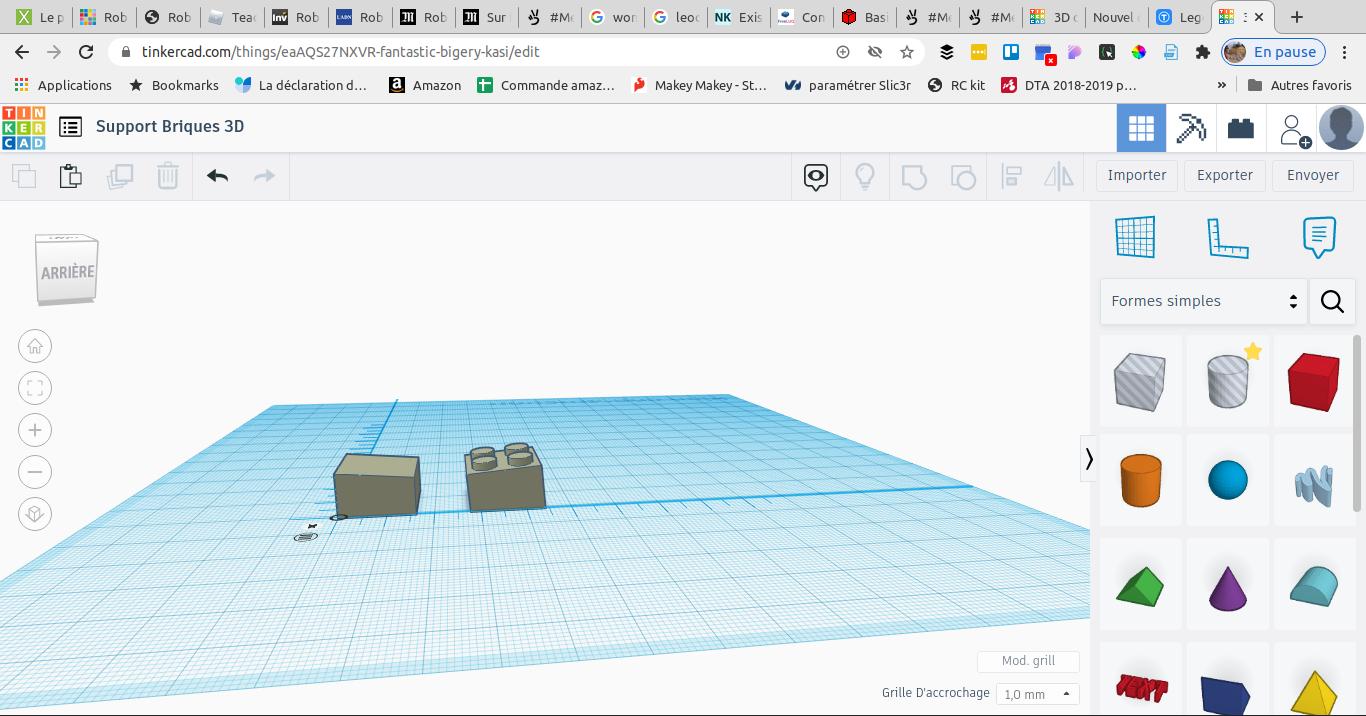
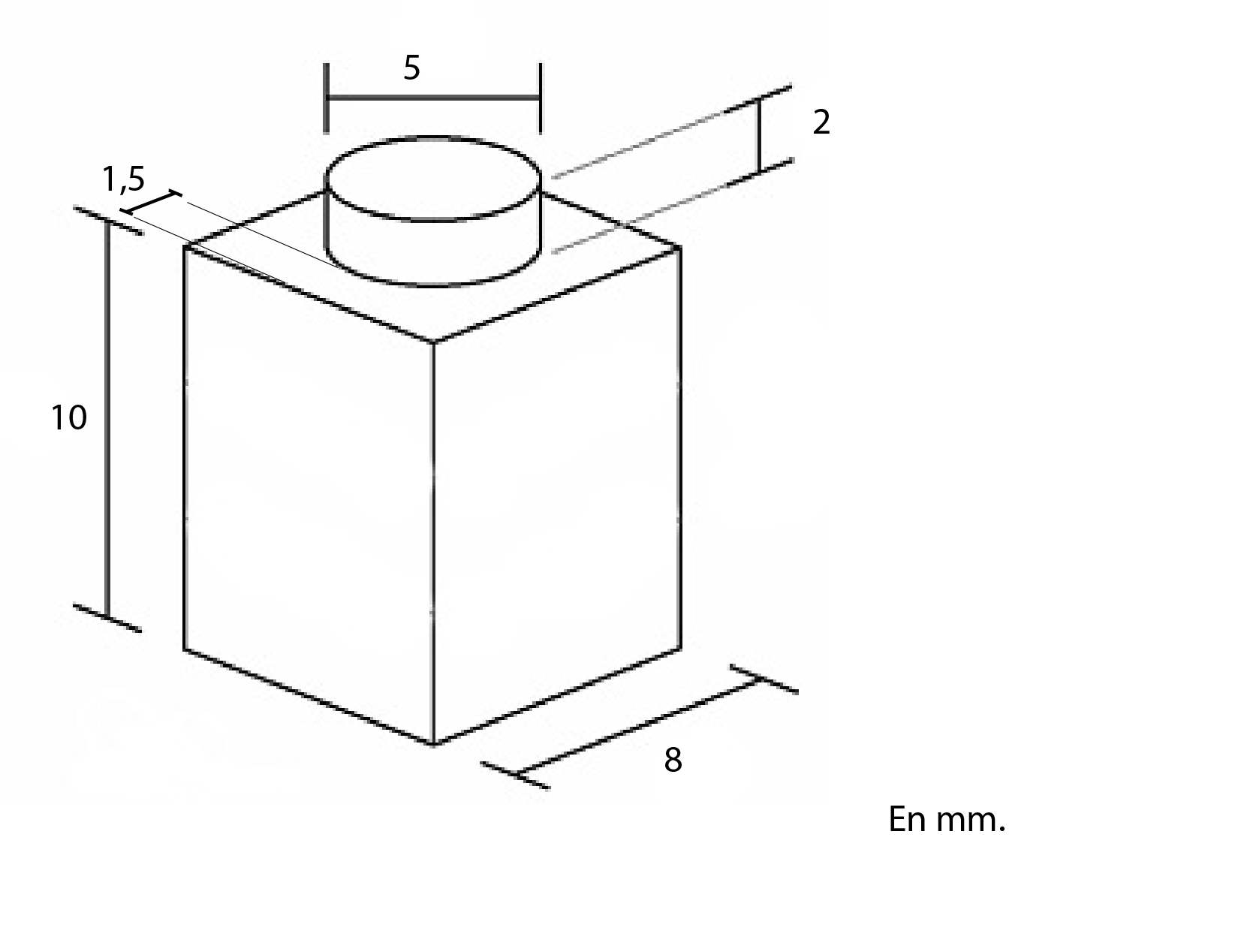
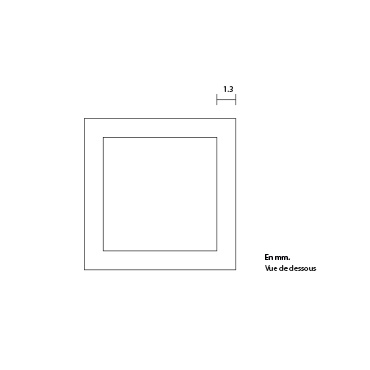
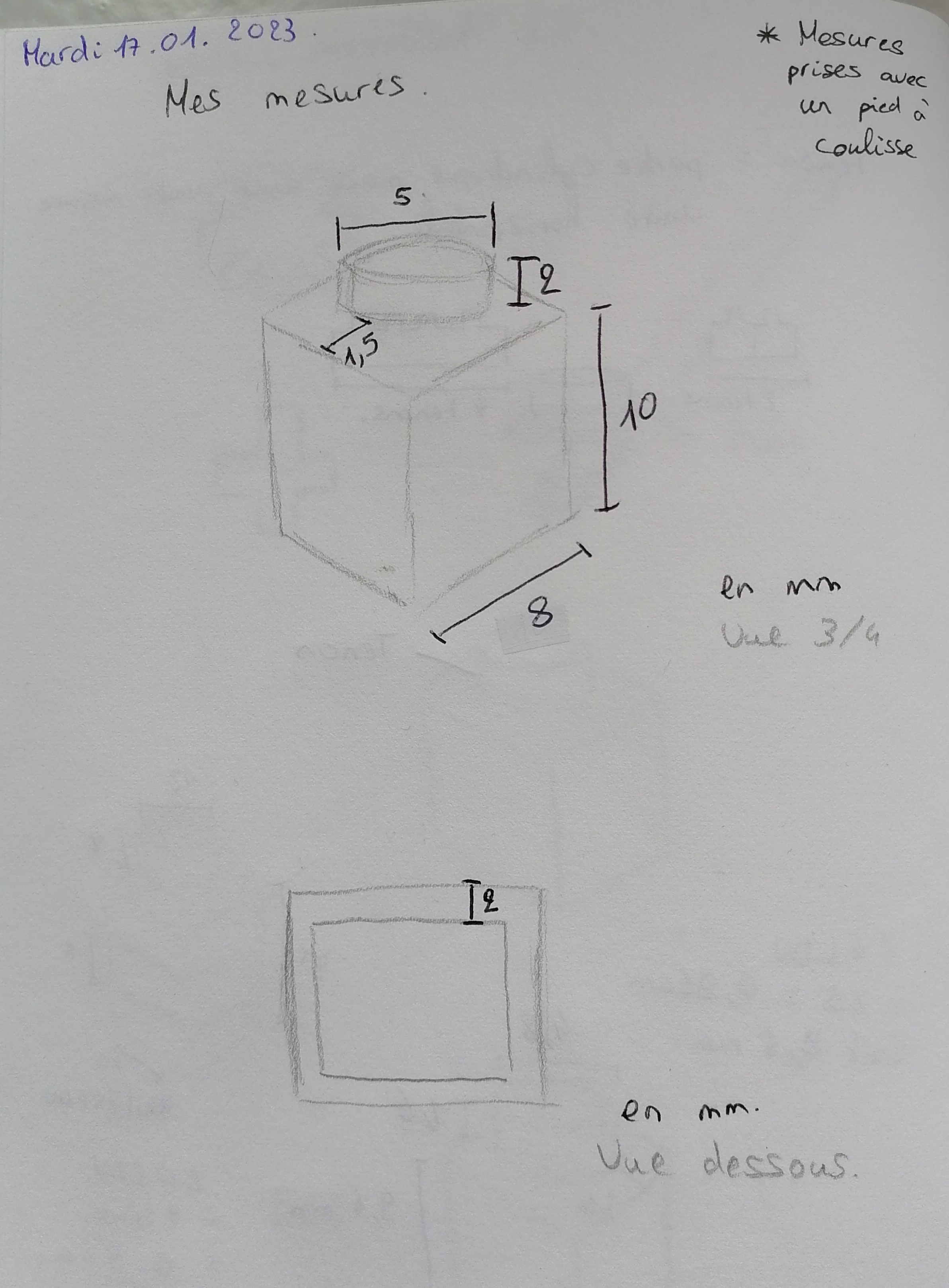
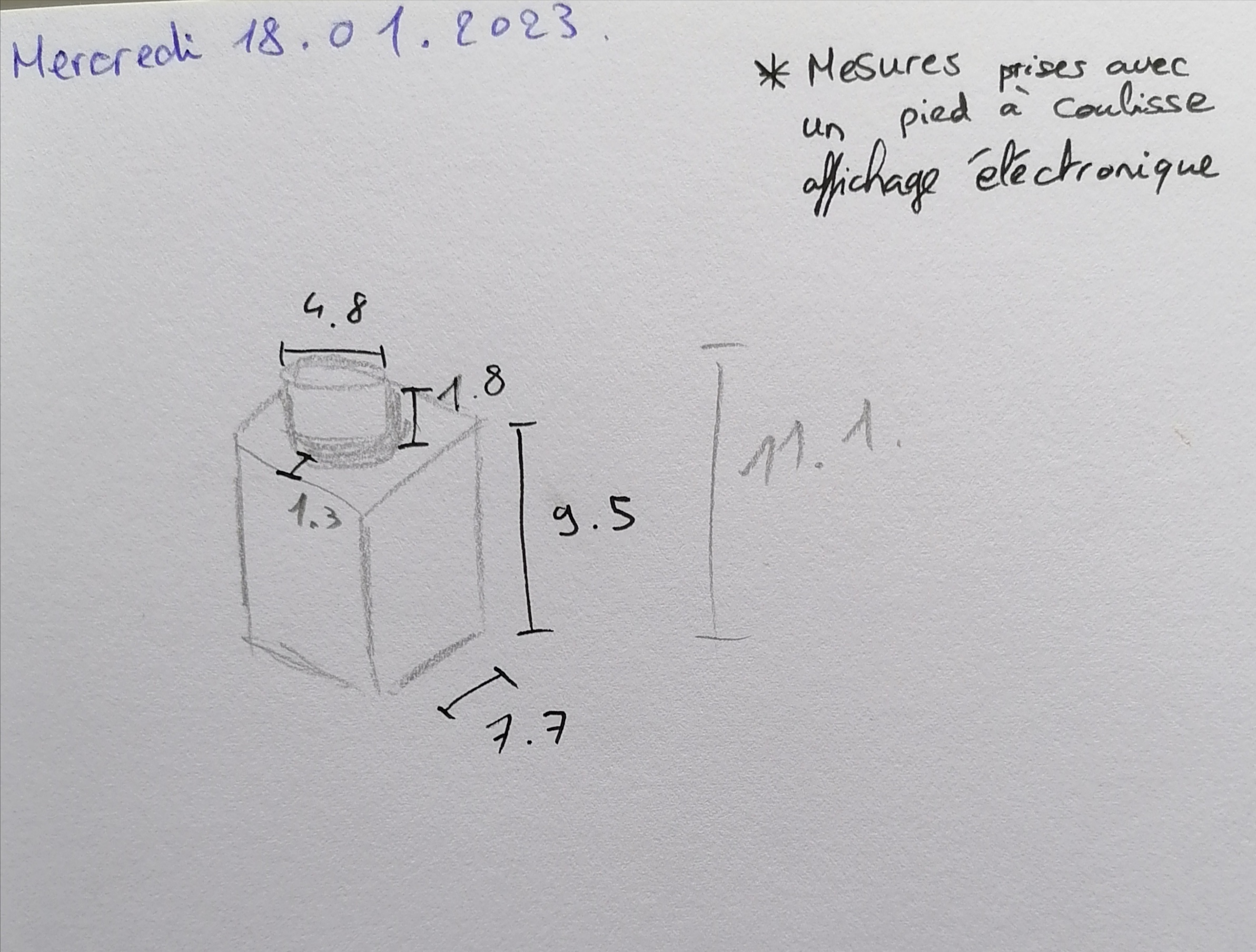
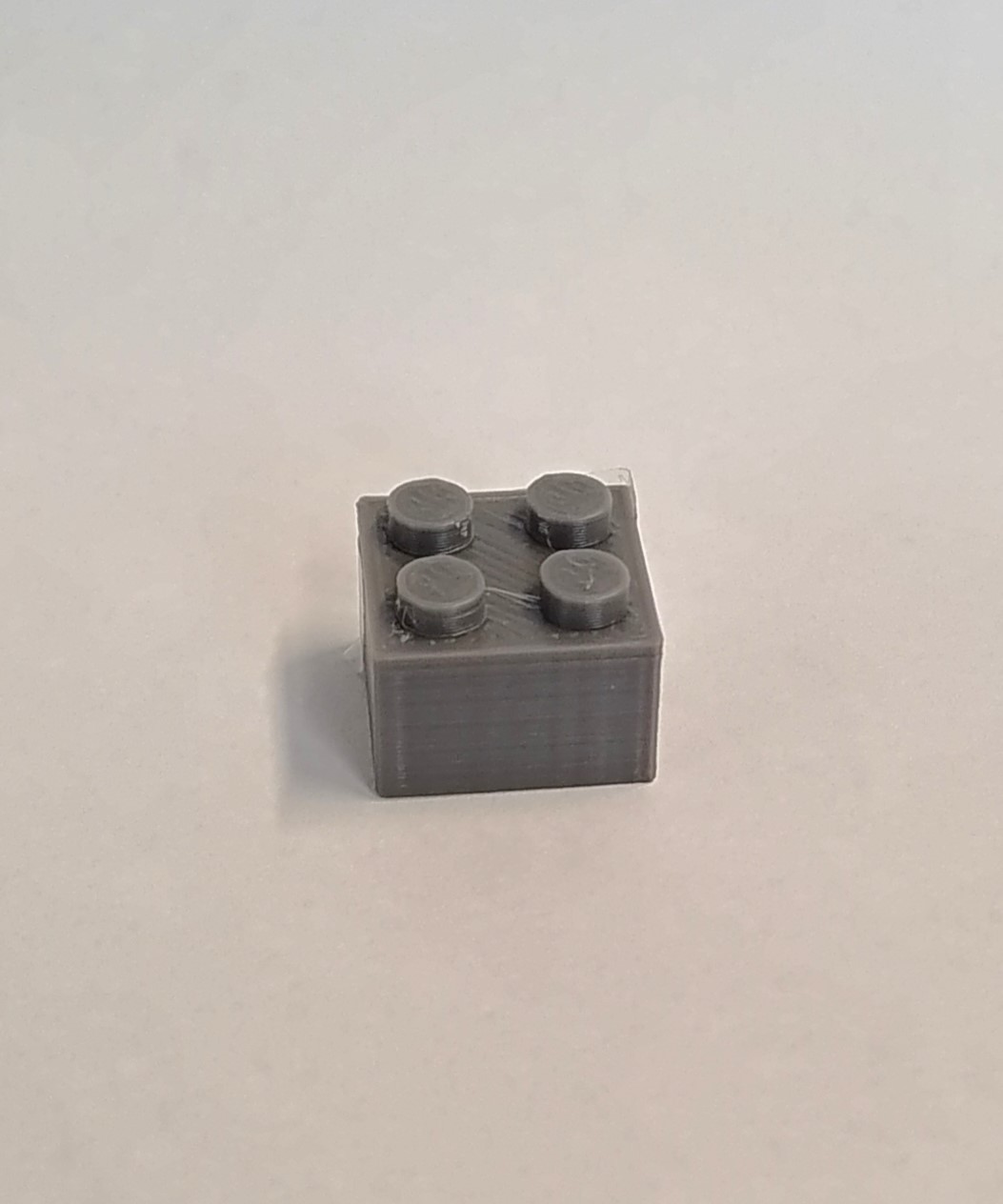
Pour commencer j'aurais besoin d'une brique de 2x2 qui me servira de support pour la fixer aux autres briques légo. J'ai choisi ce modèle qui est purement aléatoire : Lego 2x2 brick by AGarcia_88 sur Thingiverse
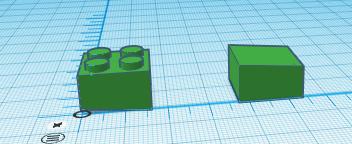
Une fois mon fichier téléchargé, je vais l'importer dans TinkerCAD (Dans le cas du tunnel je l'ai importé 2 fois car j'en aurais besoin pour le dessus du tunnel si l'enfant veut par exemple poursuivre sa tour au-dessus... on verra ca plus tard). briques 2*2 TinkerCAD
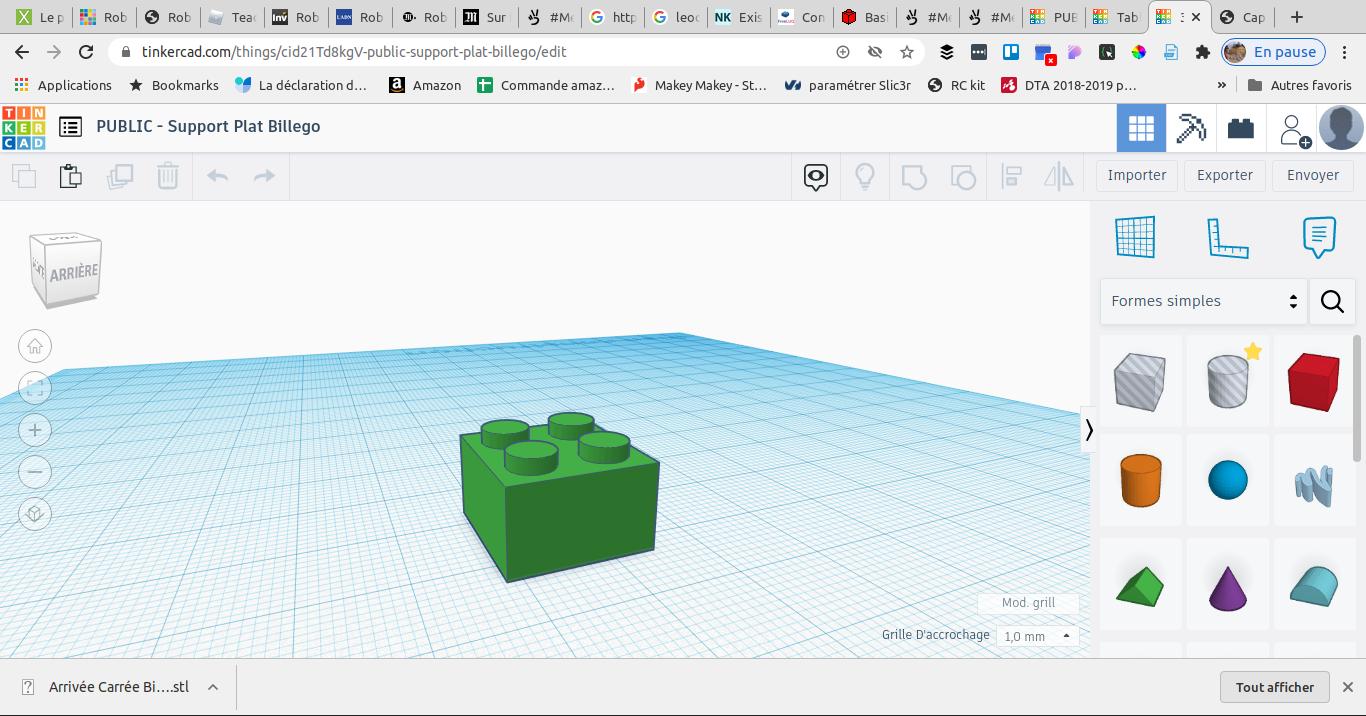
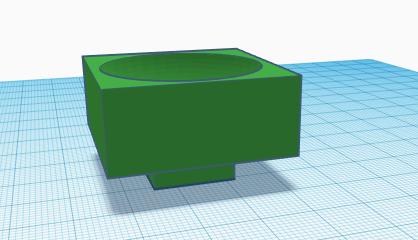
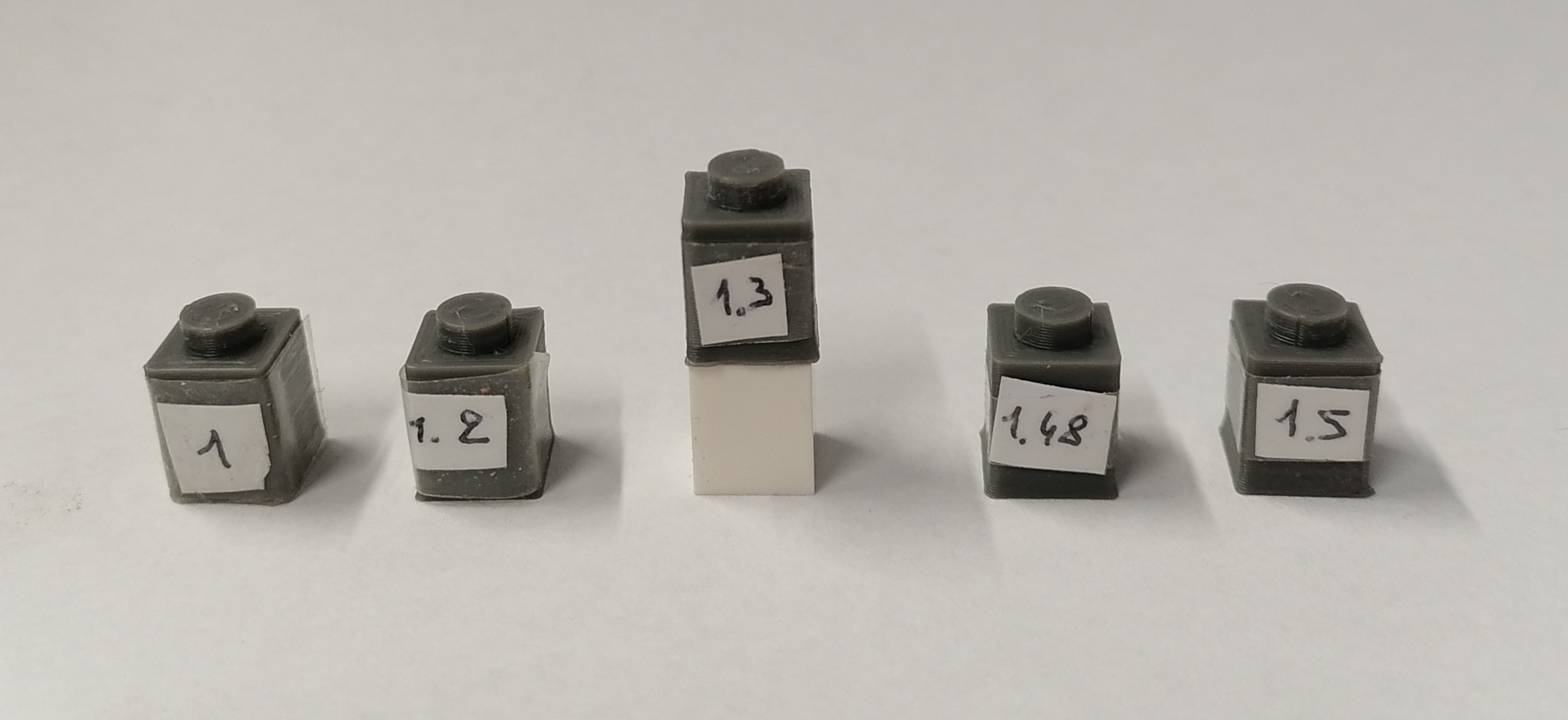
J'ai fait une modification du plot de départ qui permet de mieux se clipser aux briques car il se maintenait mal. J'ai donc refait un cercle de 6.4mm de diamètre et de 5.5mm (ou 6mm) de hauteur (en groupant la pièce importée et le rond que j'ai fais en les alignant). Cela donne ce résultat.
Vous trouverer le fichier modifié aux bonnes dimensions (vous pouvez le modifier mais il faut copier le dossier avant !) en cliquant sur ce lien SUPPOORT PLAT BILLEGOSUPPORT PLAT BILLEGO
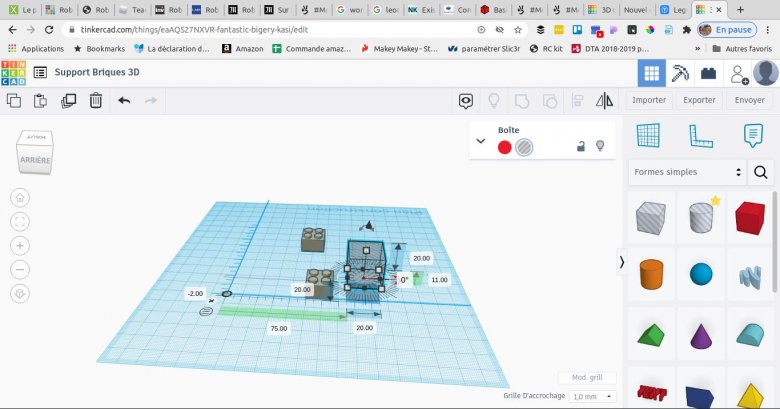
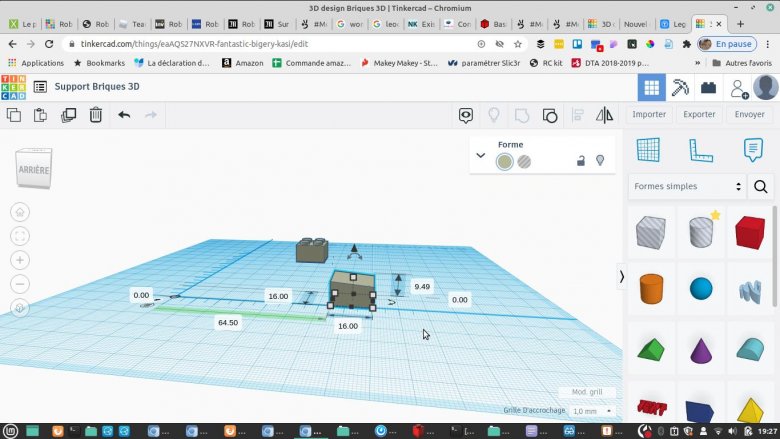
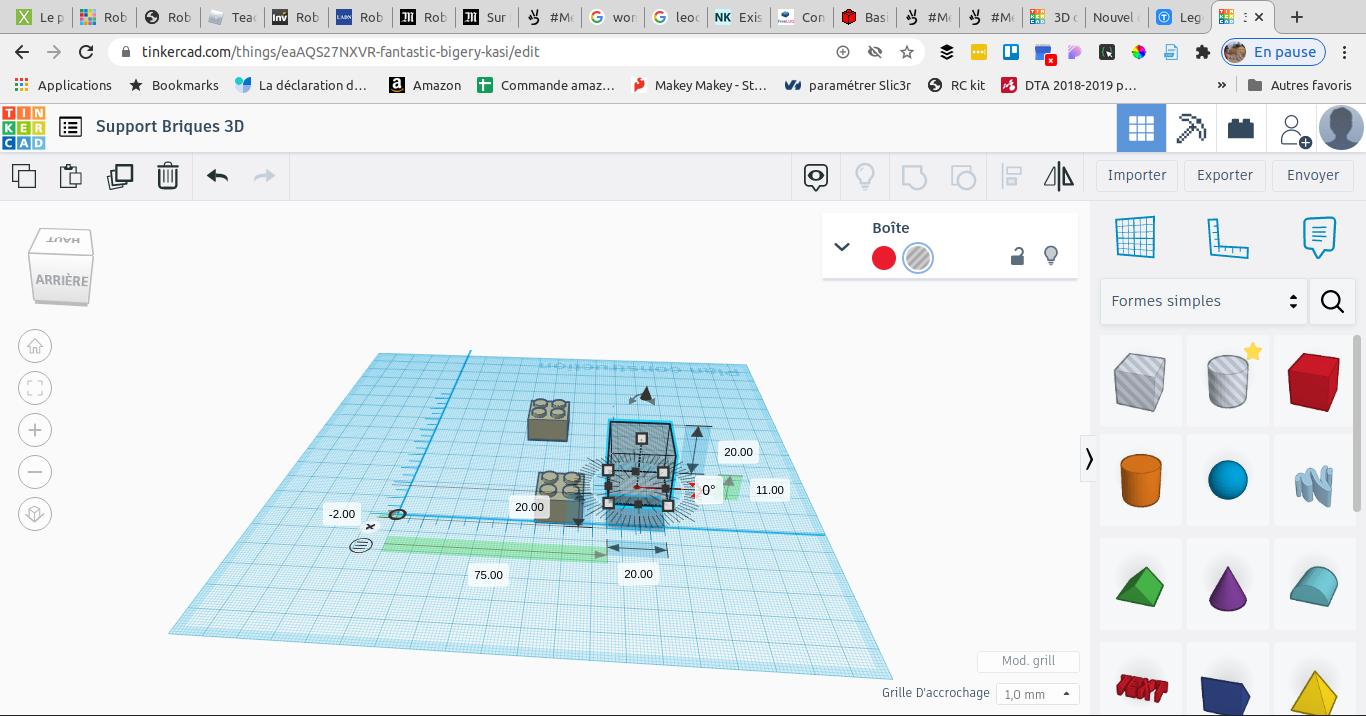
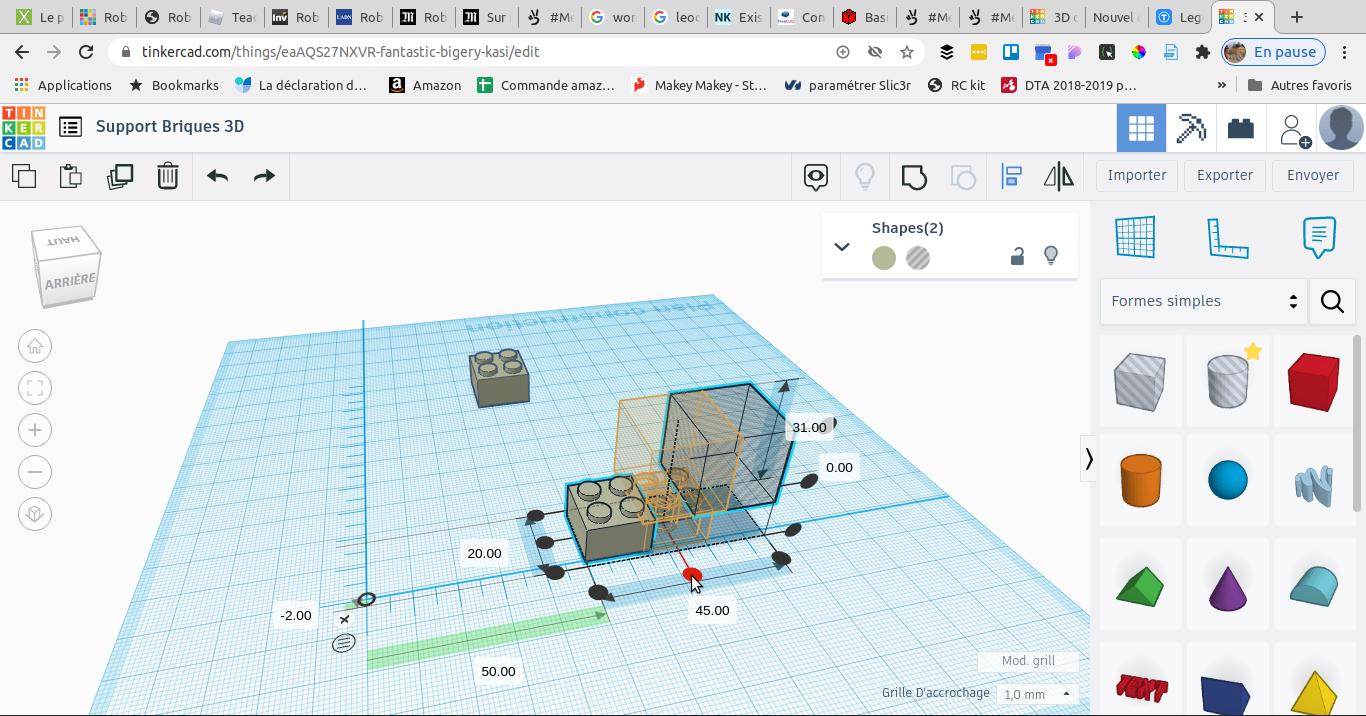
La pièce modélisée me servira de support pour fixer mon tunnel aux autres briques. Pour cela je vais effacer le haut de ma brique de lego pour pouvoir venir y poser mon tunnel ensuite. Pour faire cette étape, je vais donc utiliser une boîte (mais en mode perçage car en les fusionnant ca enlevera la matière) percage
J'en profite pour surelever la piece de perçage à 9,5mm
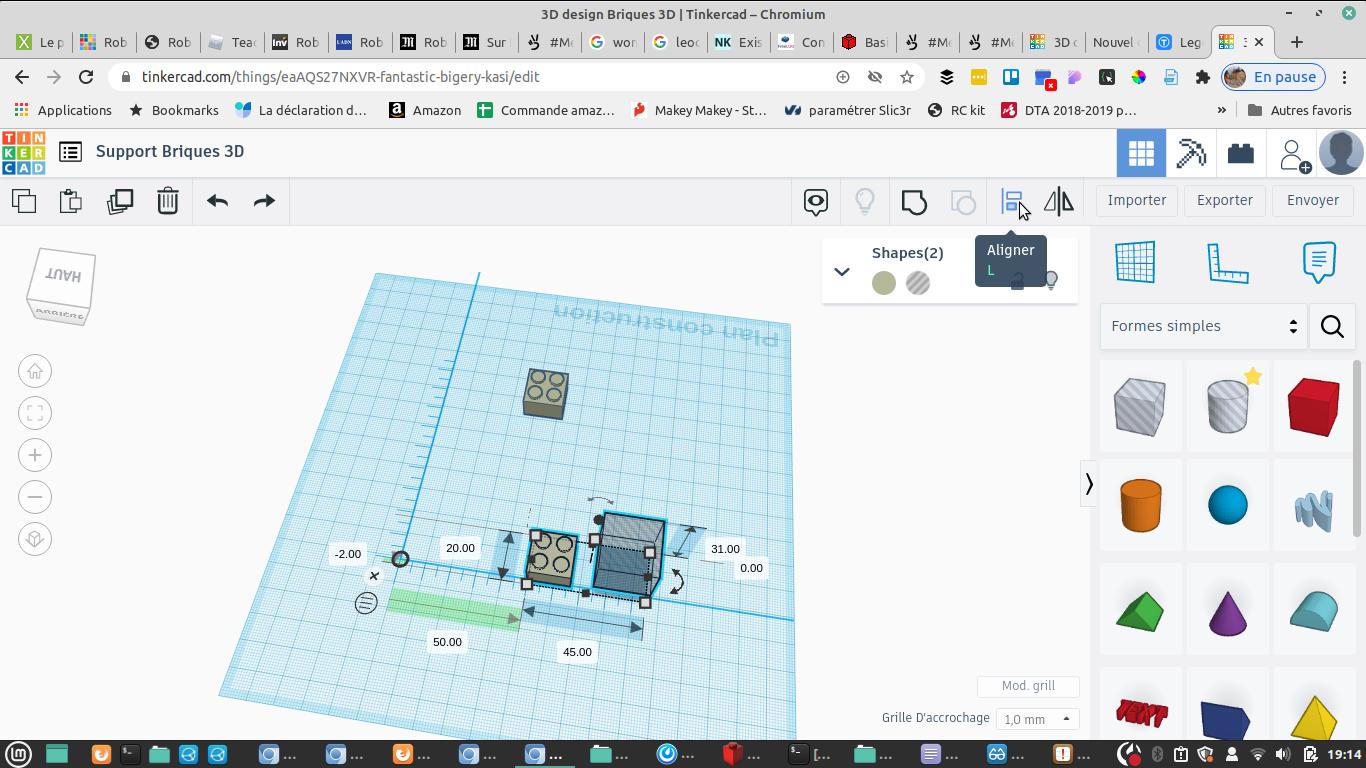
Je vais ensuite les aligner horizontalement et verticalement. Pour faire cela je sélectionne les deux pièces (en les encadrant avec un clic gauche souris) et je sélectionne la fonction aligner (en haut à droite dans le menu)Aligner 2 pieces
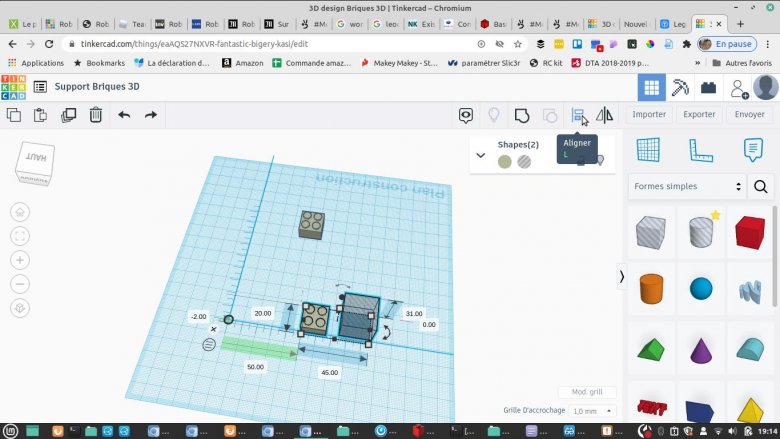
Et je sélectionne les cotés que je veux aligner en cliquant sur les ronds noirs au milieu des traits de cotes des pièces ( l'alignement choisi devient rouge quand la souris est dessus). alignement selectionné
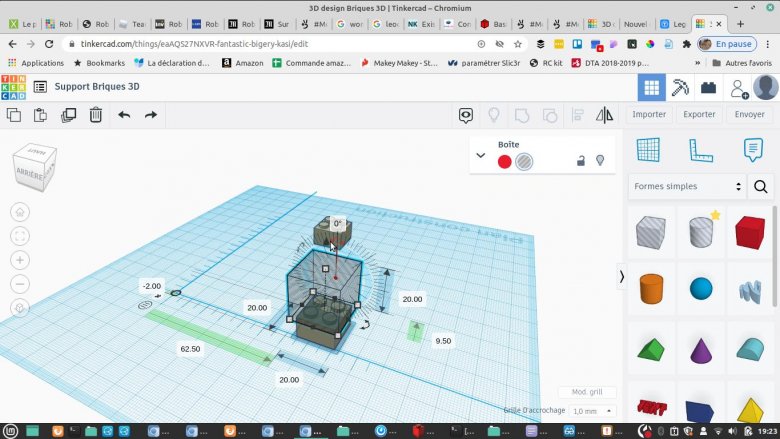
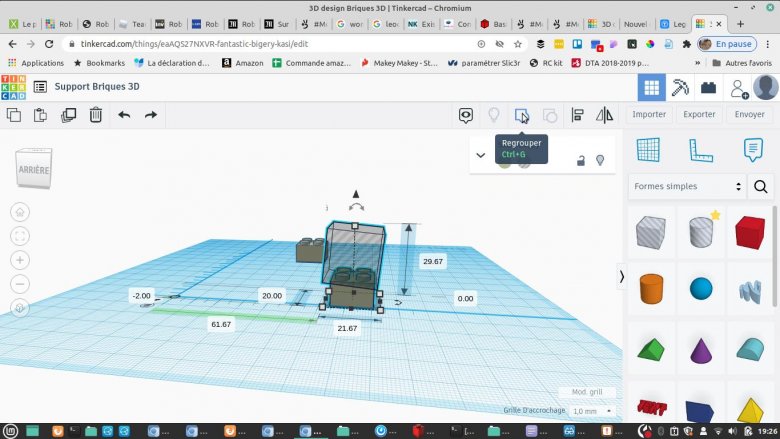
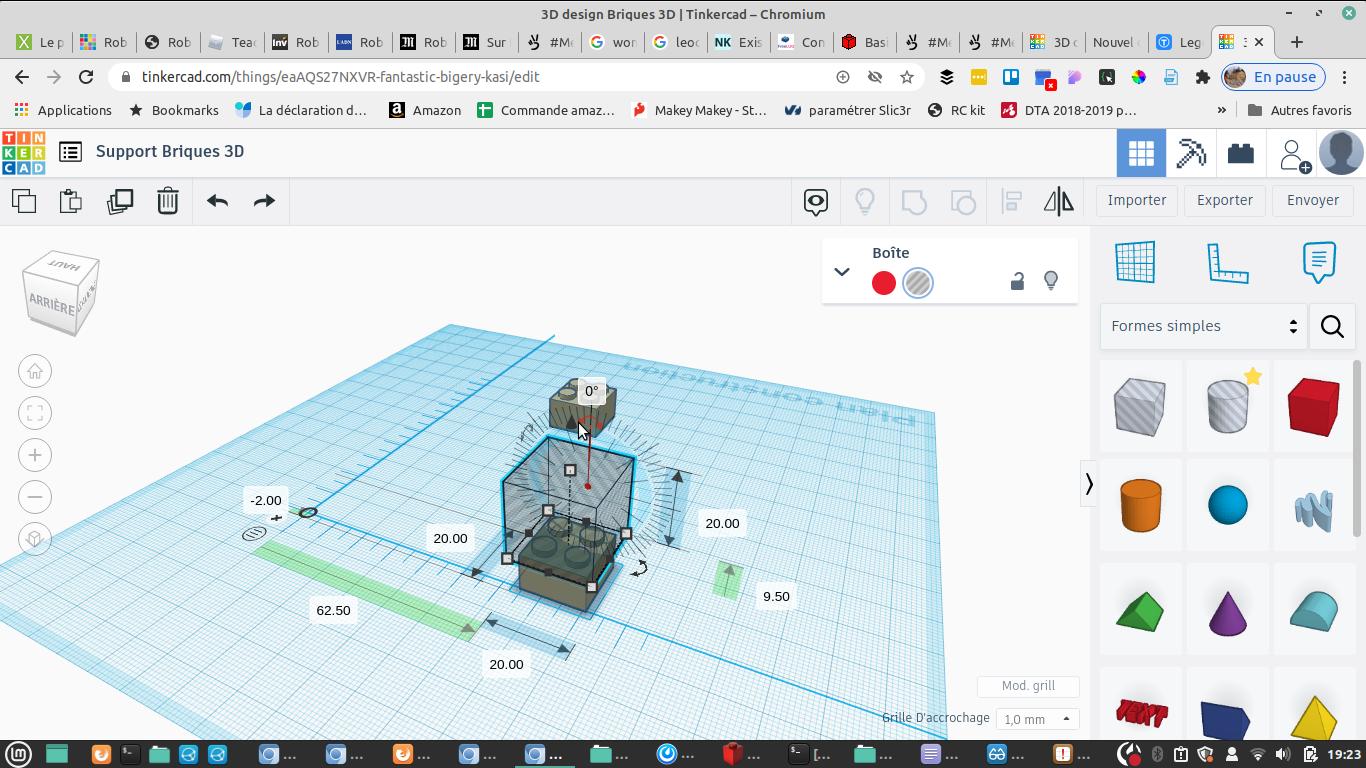
Une fois les 2 pièces alignées, je vais pencher le cube de perçage afin d'avoir une legere pente quand je viendrais positionner mon tunnel dessus ( Pour mon test je vais choisir 5°). Pour pencher mon objet, je vais cliquer sur les flèches pour faire une rotation sur un des 3 axes souhaités. rotation du perçage pour avoir la pente
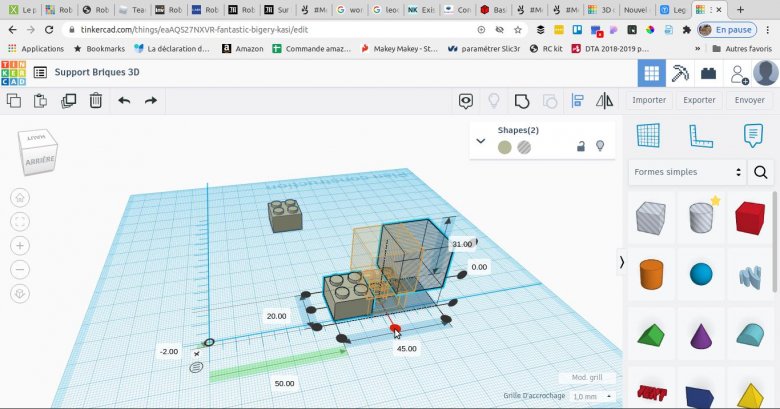
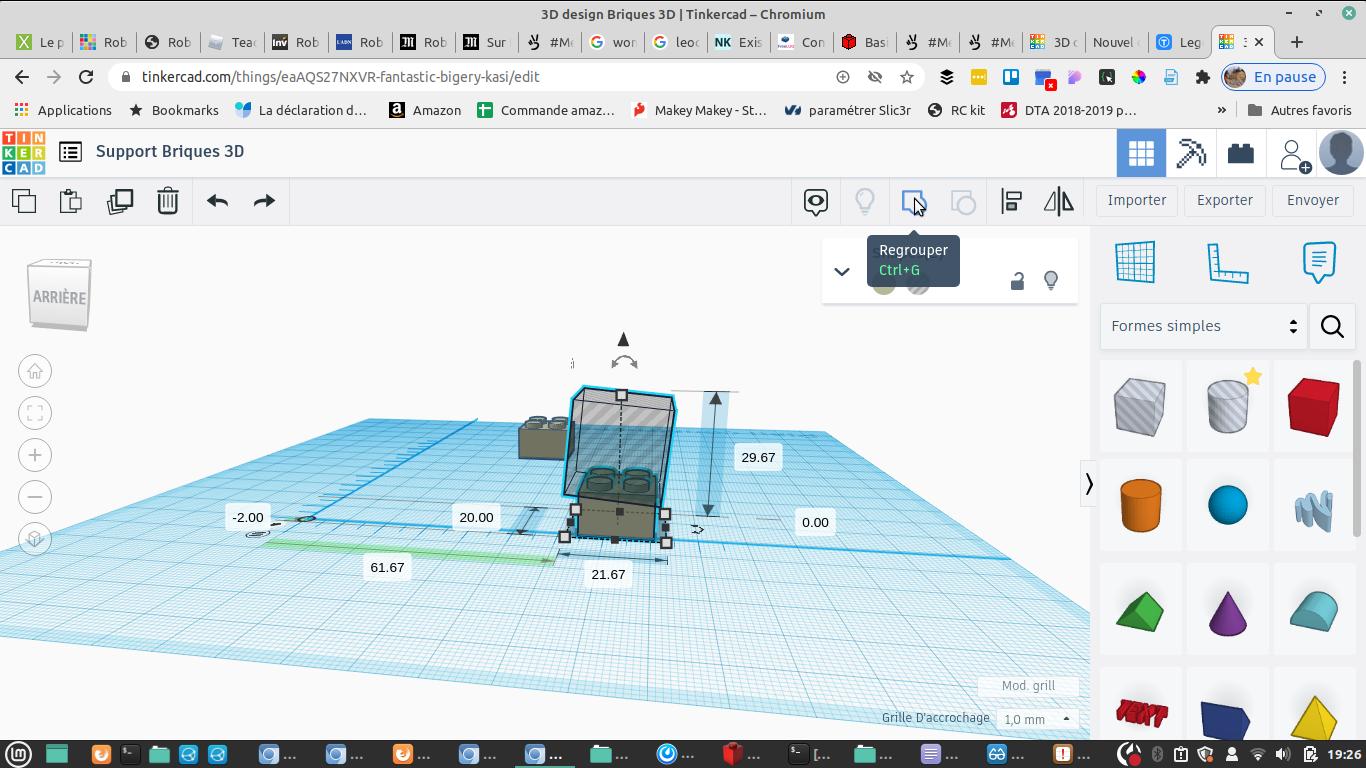
Ensuite, je vais les regrouper pour les faire fusionner entre elles. Pour cela, je vais tout d'abord sélectionner les 2 pièces et ensuite j'utiliserais la fonction regrouper du menu en haut à droite.
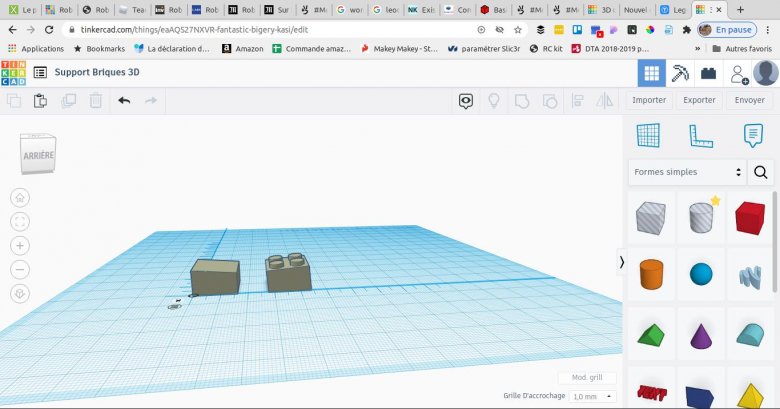
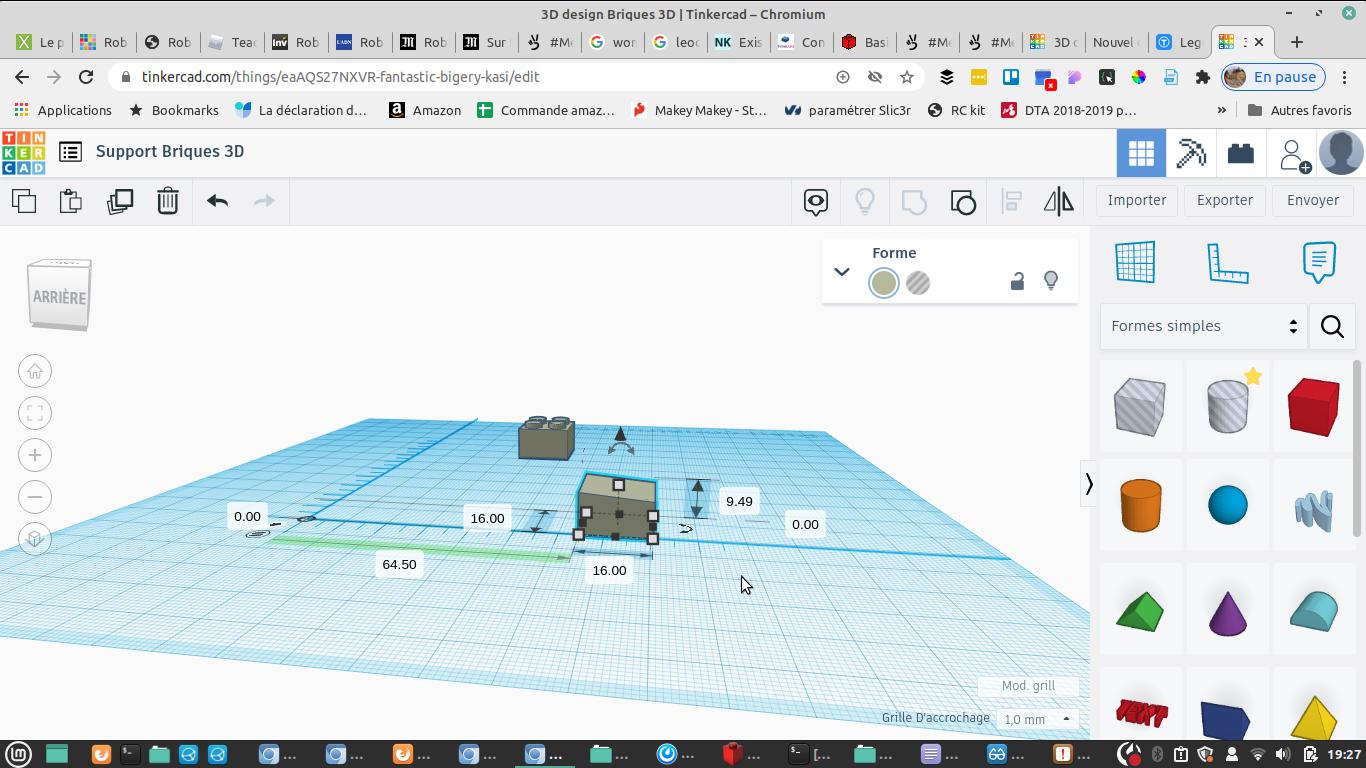
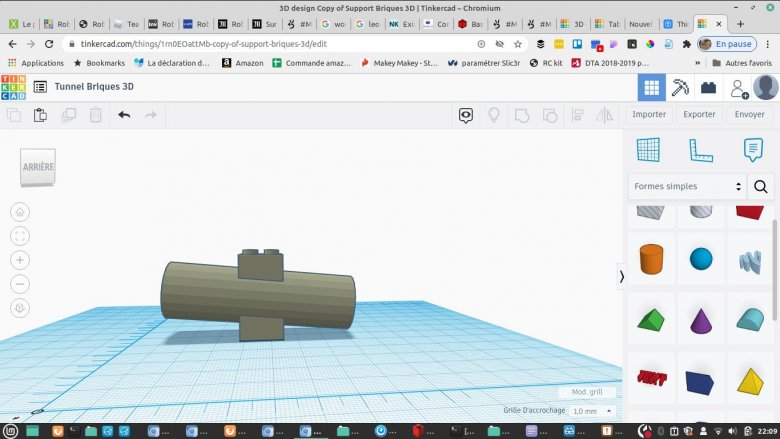
Ce qui donnera le résultat suivant (j'ai baissé un peu la pièce de perçage jusqu'a ce que je ne vois plus les ronds du dessus de la brique, elle etait à 8.67mm après la rotation, je l'ai mise à 8mm)
Je fais exactement les mêmes étapes pour la pièce du dessus du tunnel, mais en mettant la pièèce de perçage en dessous et en inclinant l'angle de 5° pour la pièce de légo (hitoire que la construction reste droite si on empile des briques au dessus !). Voici un aperçupièce dessus dessous tunnel
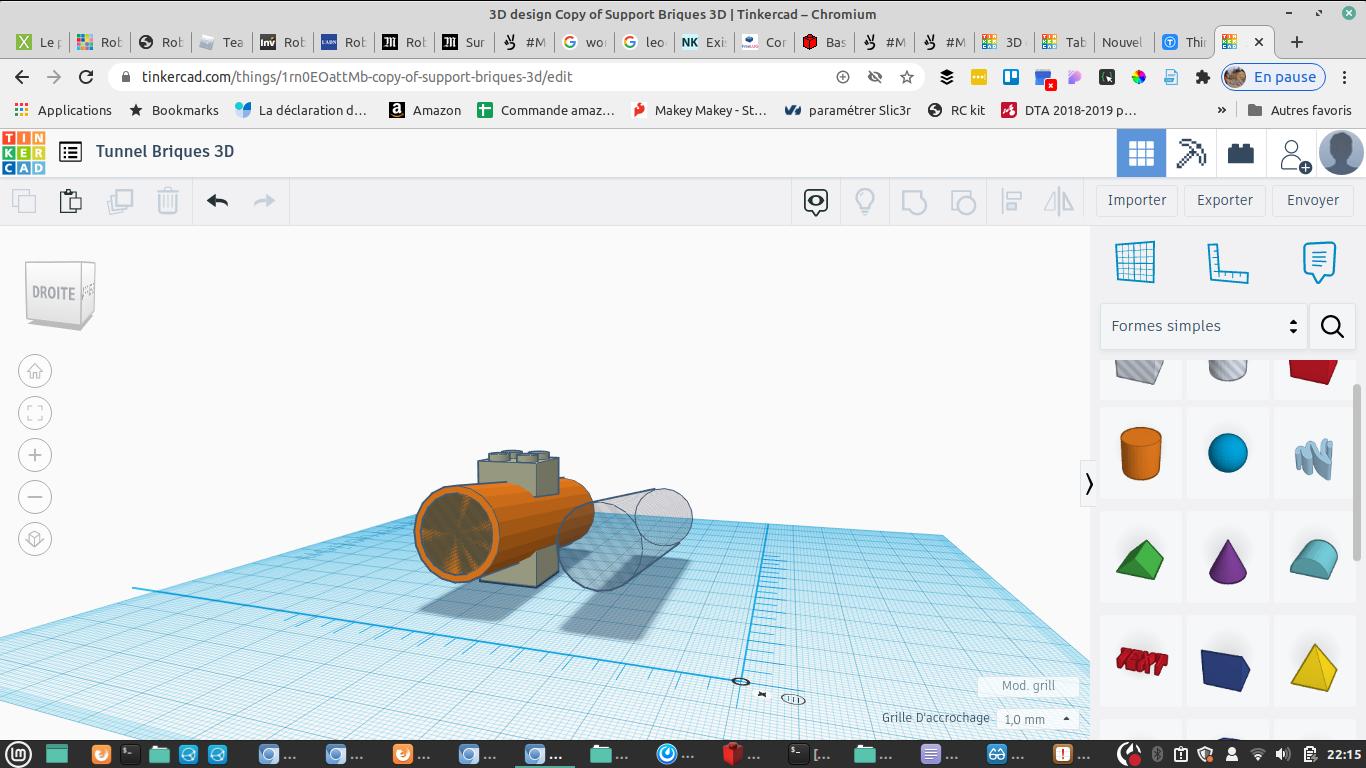
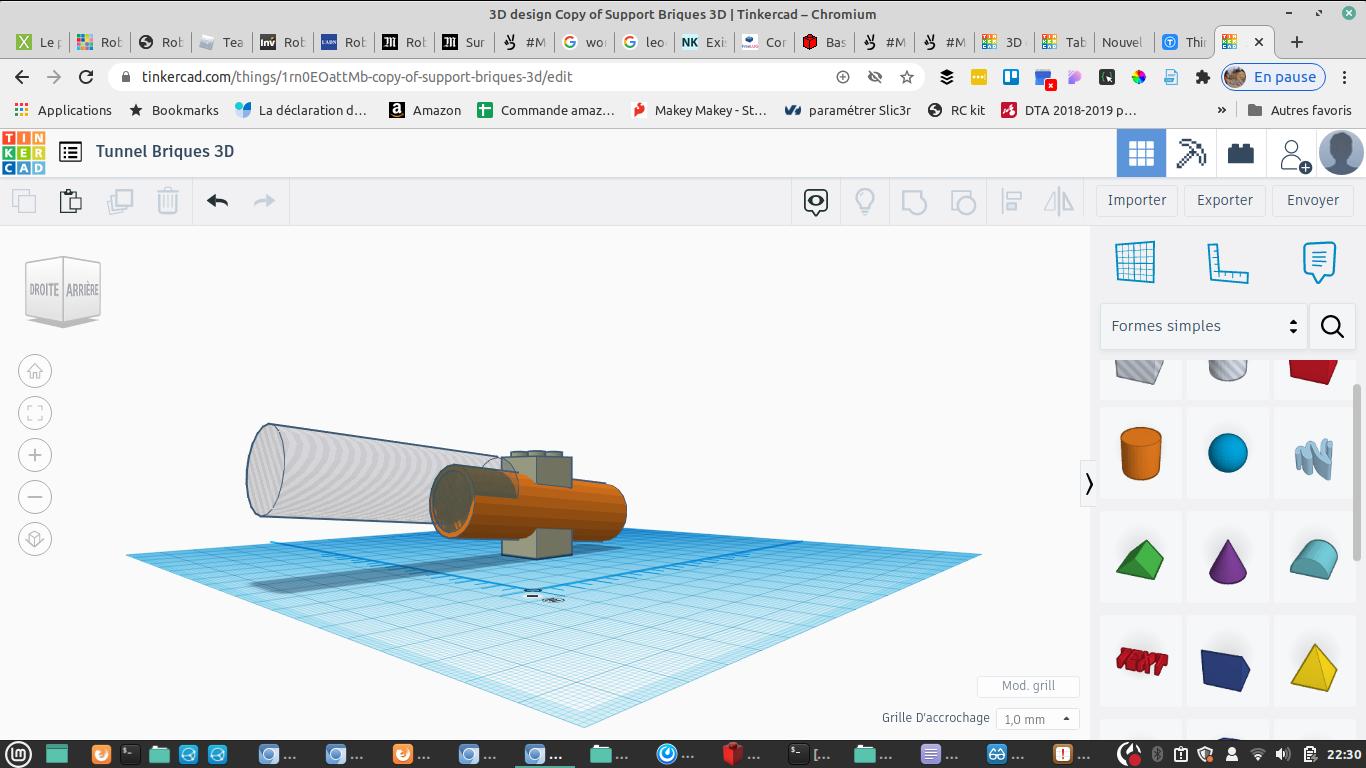
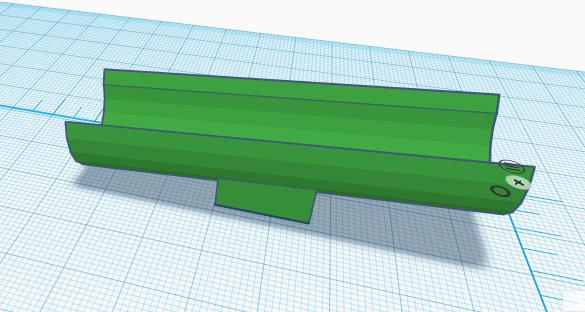
Le cylindre tunnel
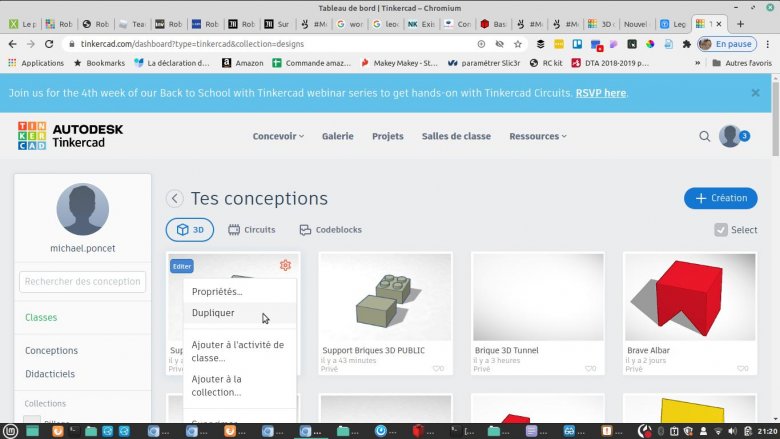
Pour commencer cette partie, je vais tout d'abord dupliquer mon projet "support de brique 3D" (Cela me permettra de ne pas le refaire et de pouvoir utiliser les pièces créer directement)Dupliquer un projet
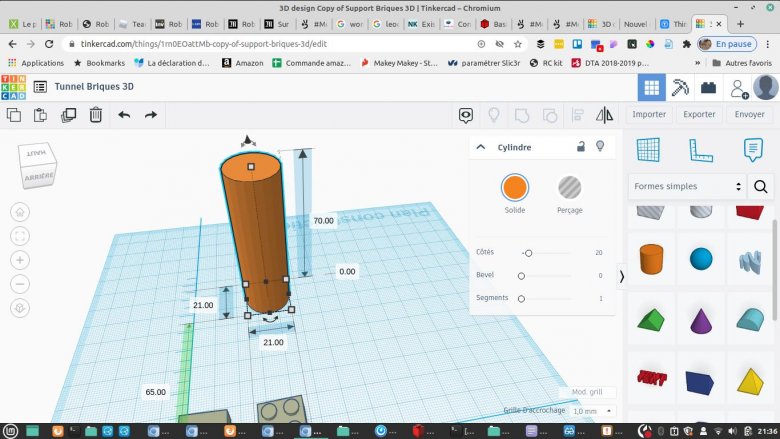
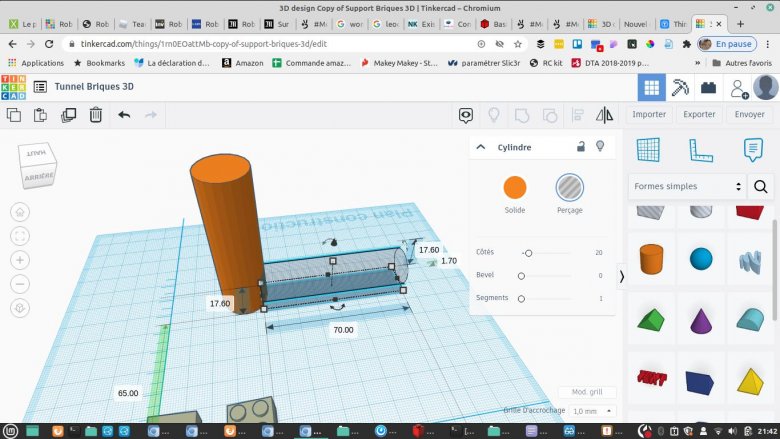
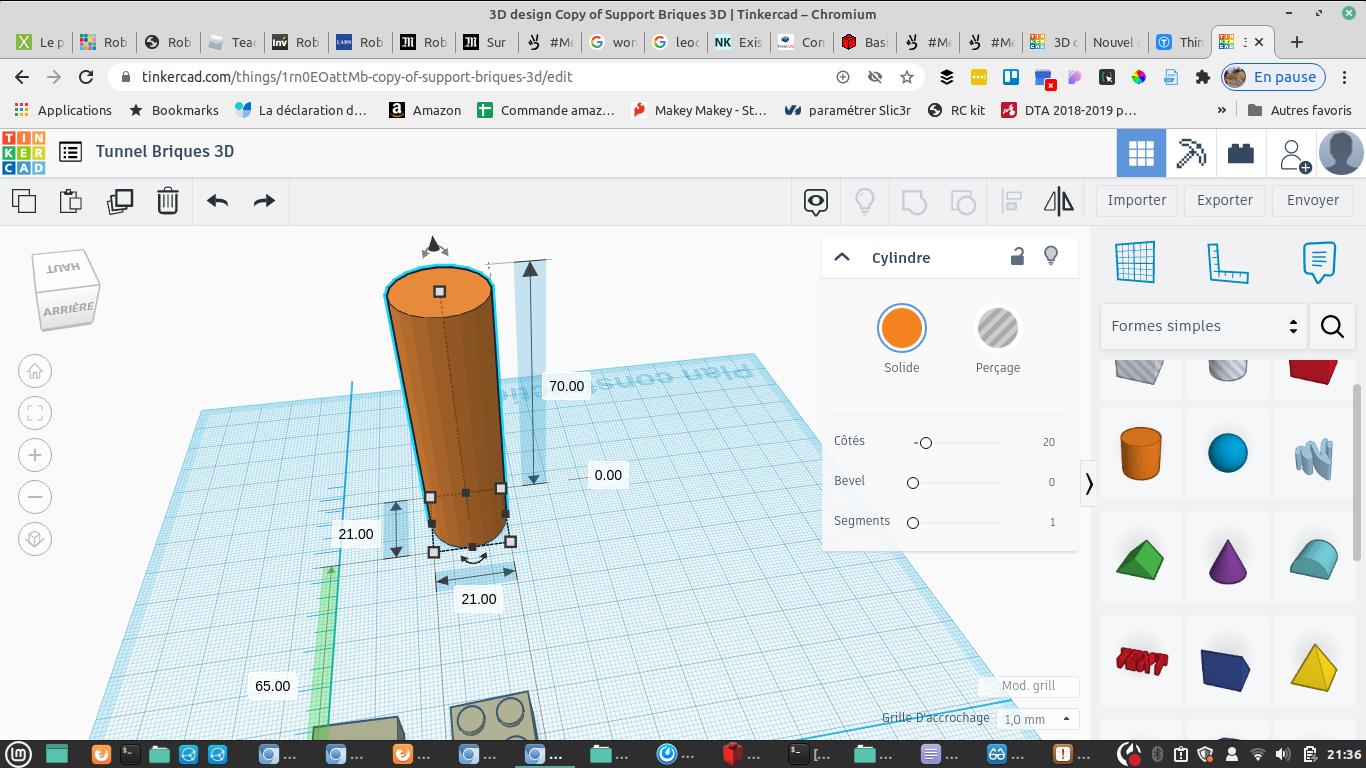
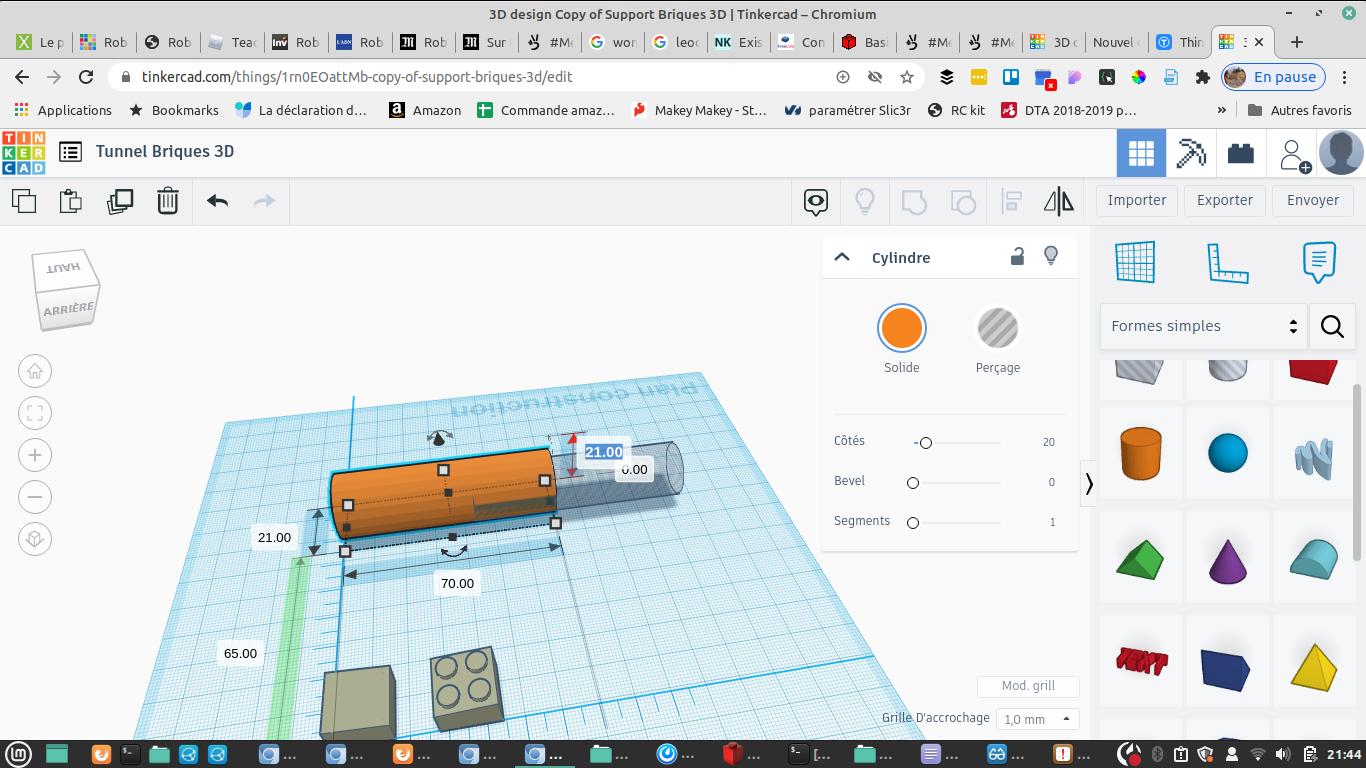
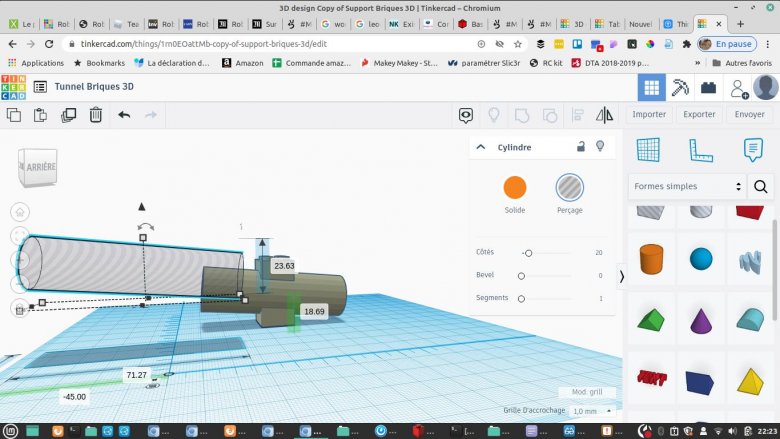
Je construis un premier cylindre, de diamètre 21mm et de hauteur 70mm. cylindre1
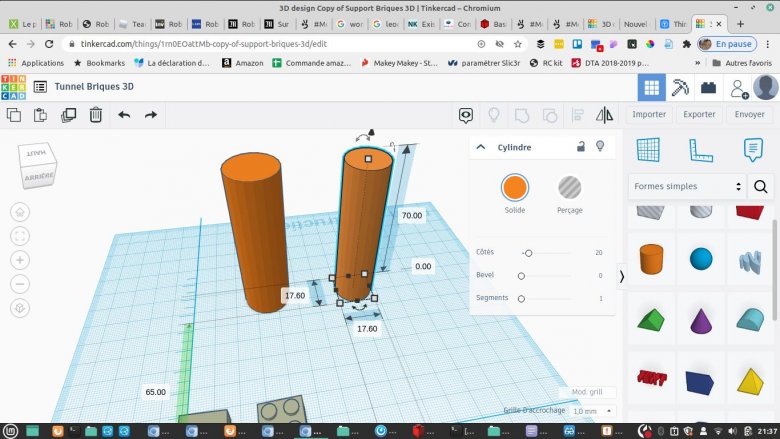
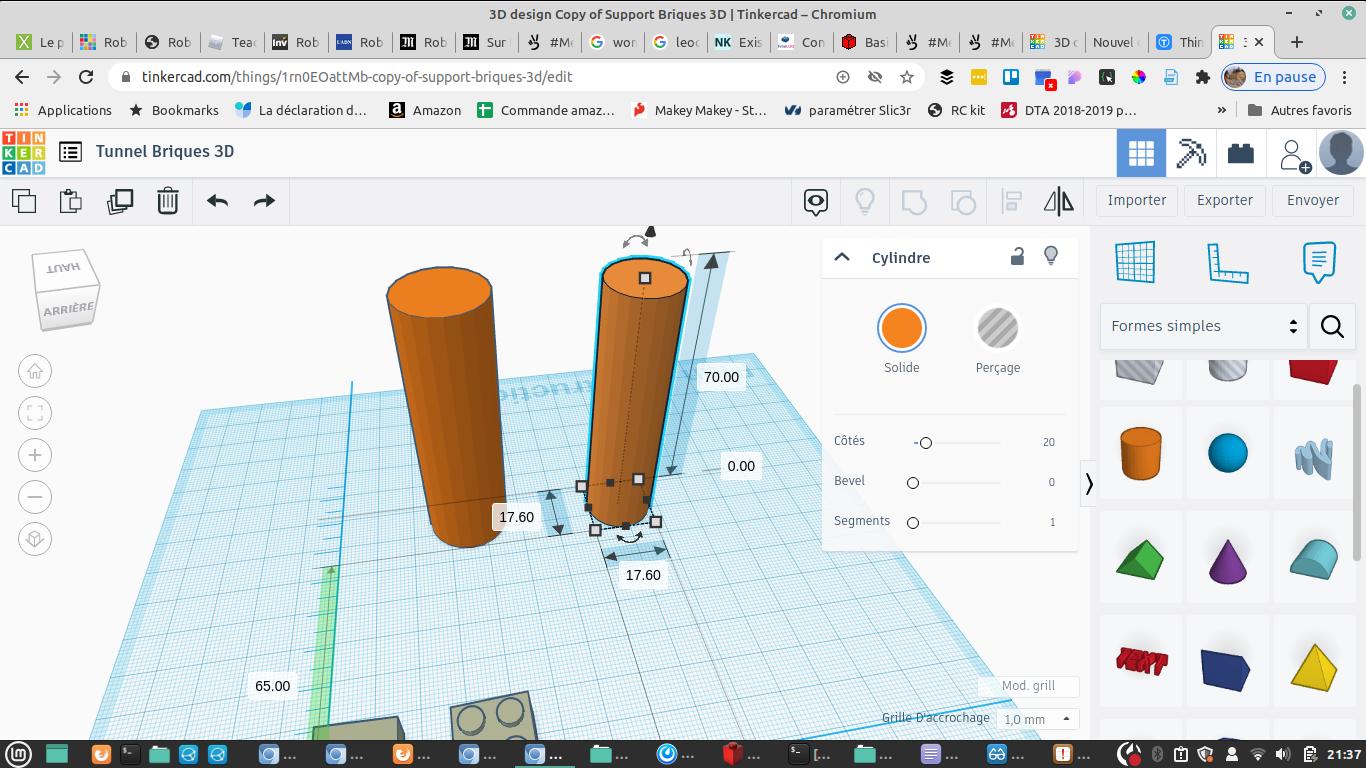
Je vais copier ce cylindre (avec le menu en haut à gauche)et lui donner les dimensions suivantes, un diamètre de 17,6mm et une hauteur de 70mm copie du cylindre 1
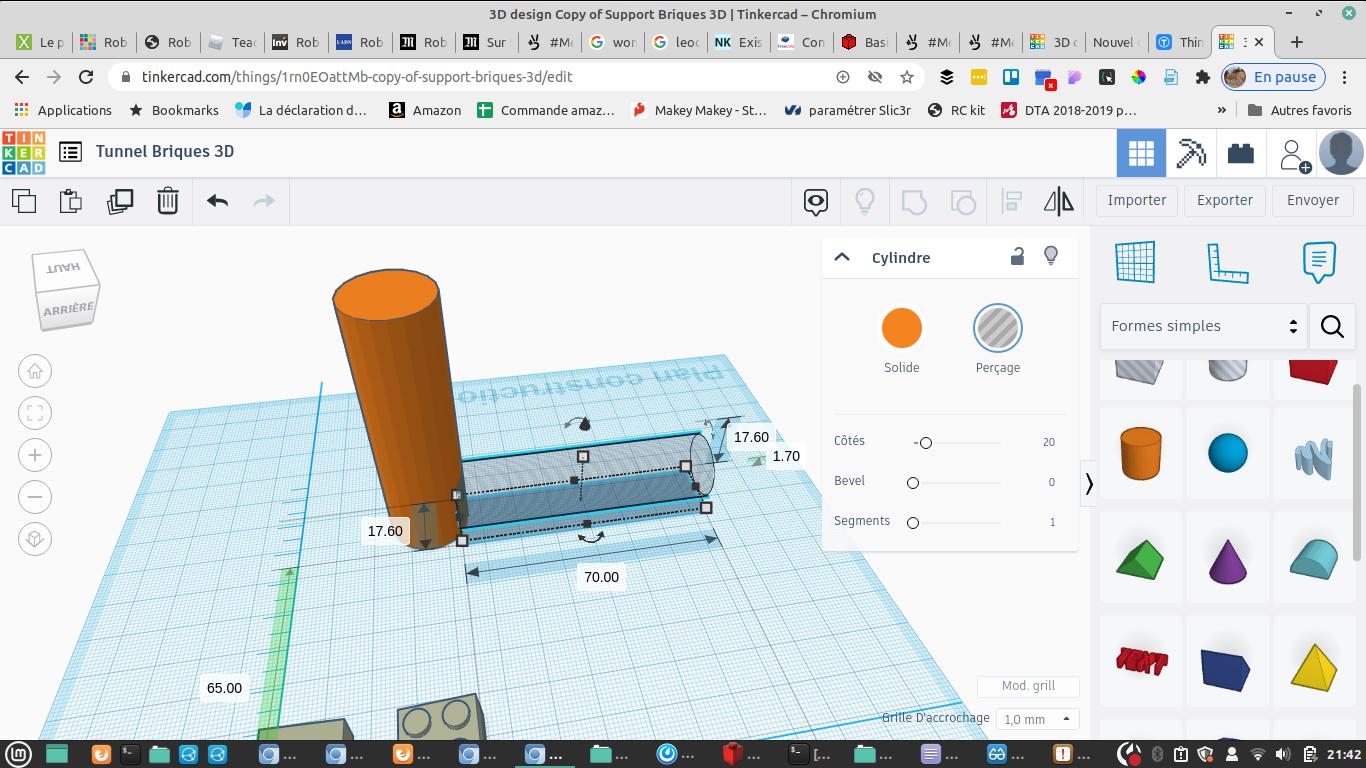
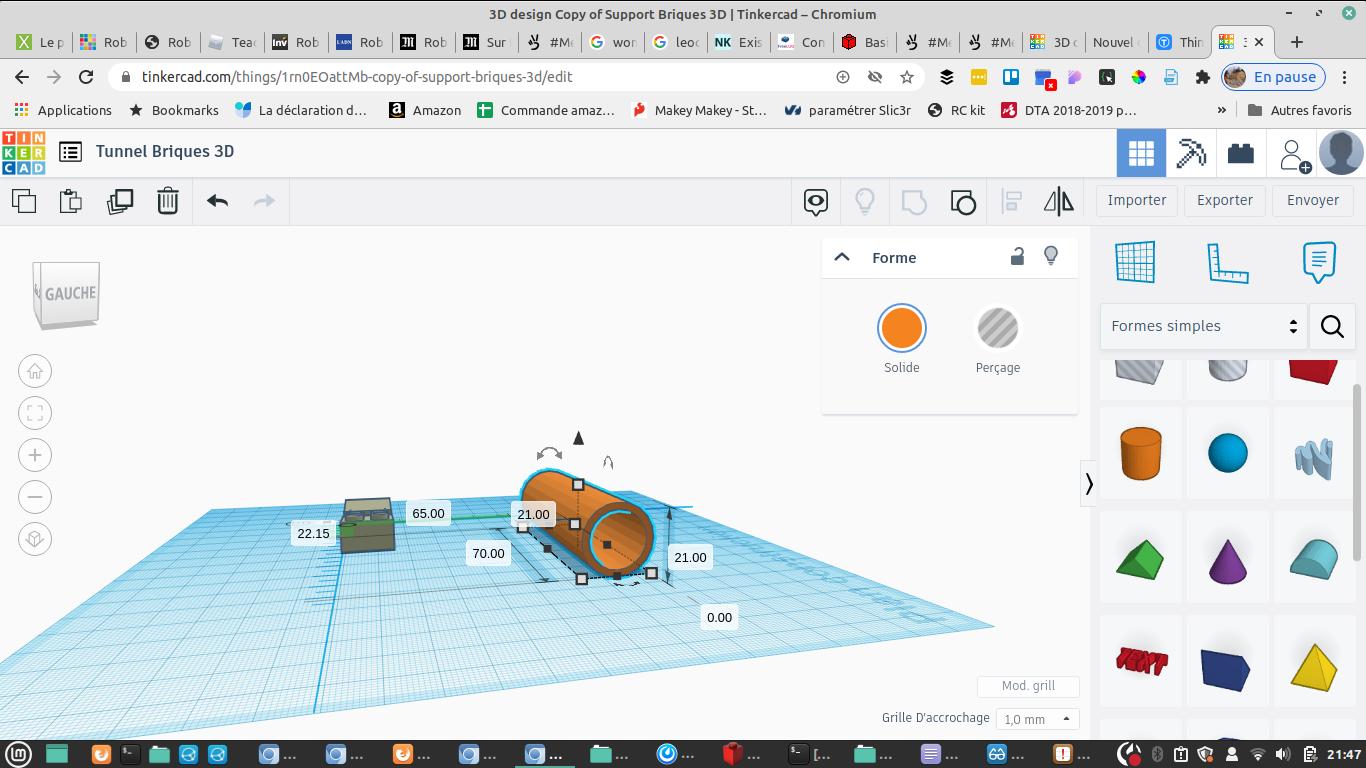
Je fais une rotation du cylindre copié de 90° et je le positionne à une hauteur de 1,7mm et je le passe en perçage. rotation et perçage cylindre 1
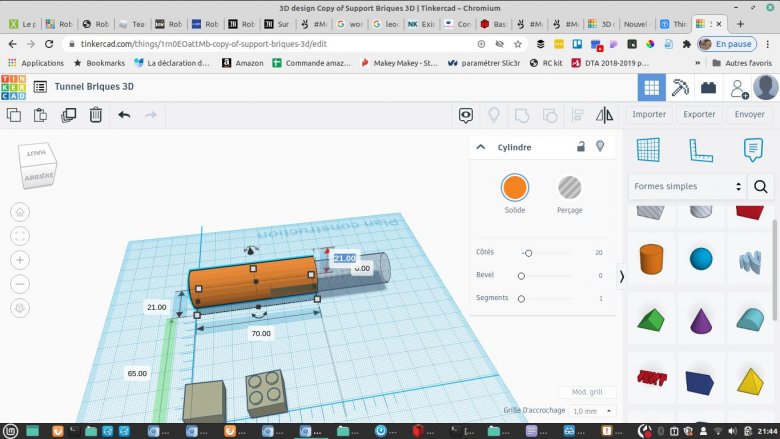
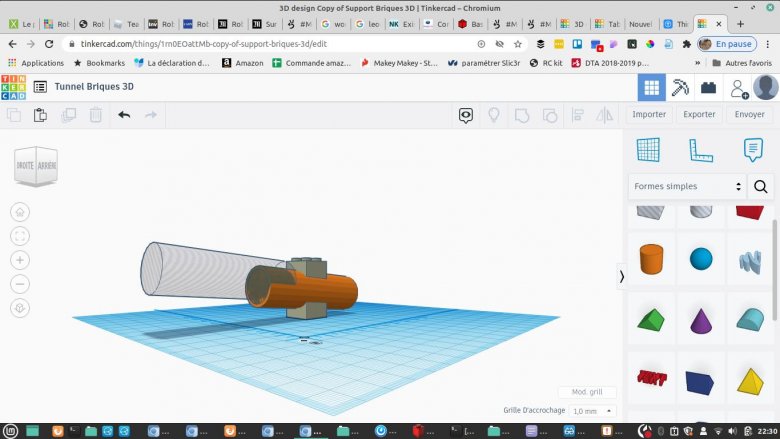
Je fais la meme chose avec mon premier cylindre mais je le laisse en solide et je le positionne à une hauteur de 0mm.rotation du cylindre 1
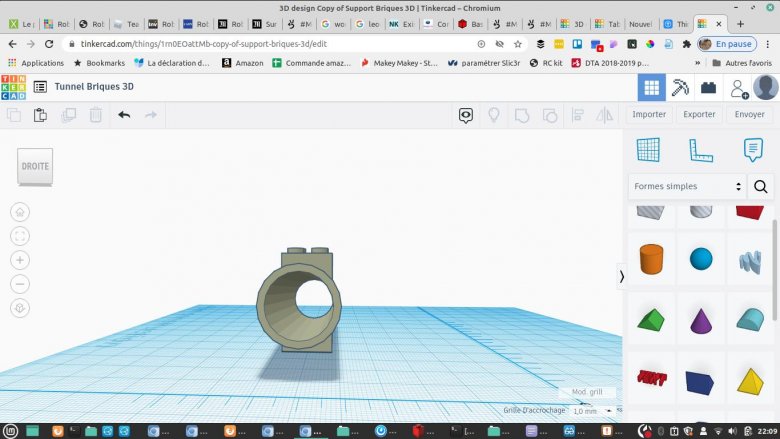
Je vais ensuite aligner mes cylindres horizontalement et verticalemen, je ne touche pas à la hauteur pour que mon perçage soit centré (rappel comme on a fait pour les cubes !) et ensuite je grouperais mes 2 cylindres.perçage du cylindre 1
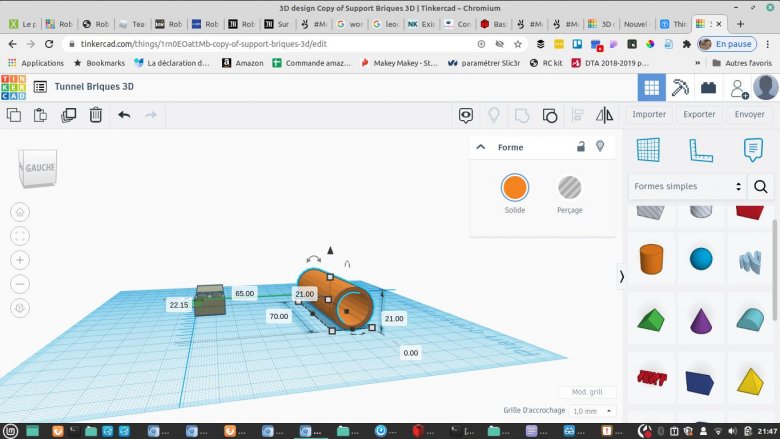
Ensuite je lui fais faire une rotation de 5° et je positionne la nouvelle hauteur de ma pièce à 0.rotation du cylindre percé
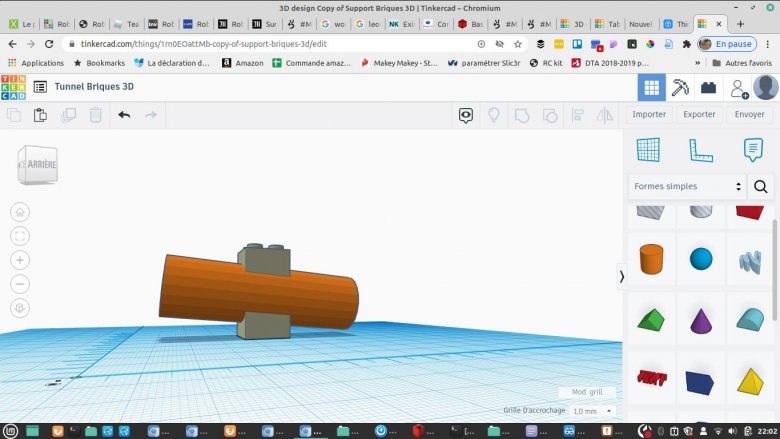
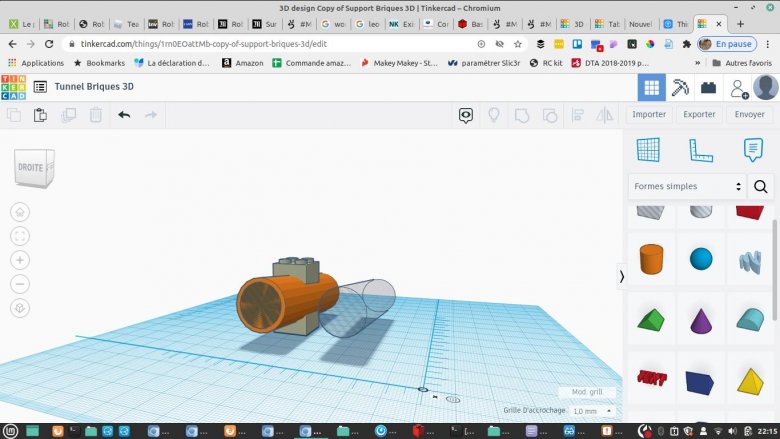
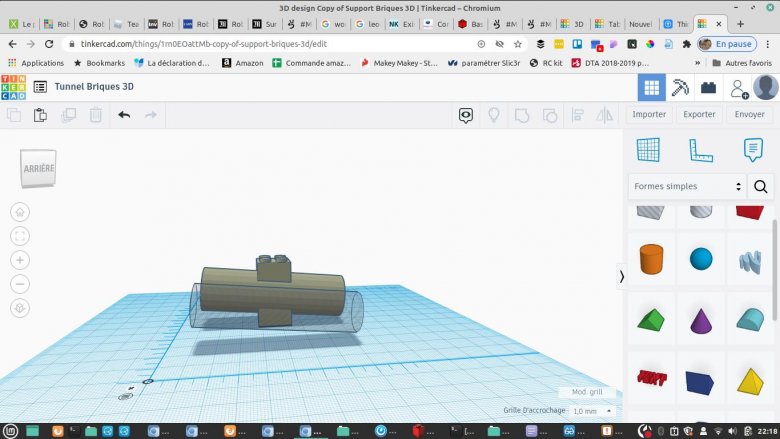
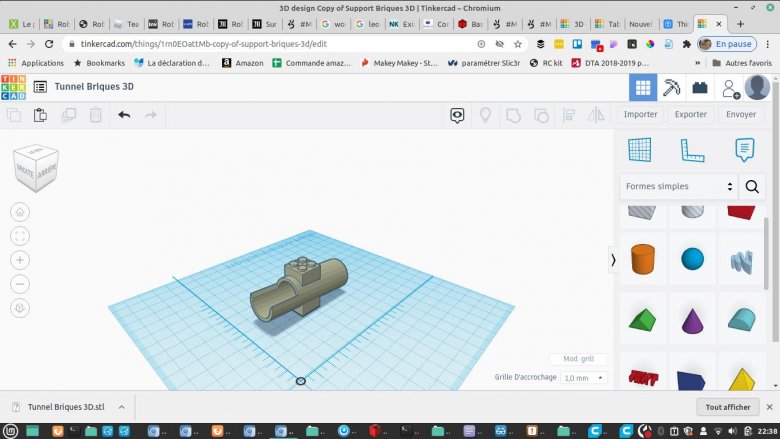
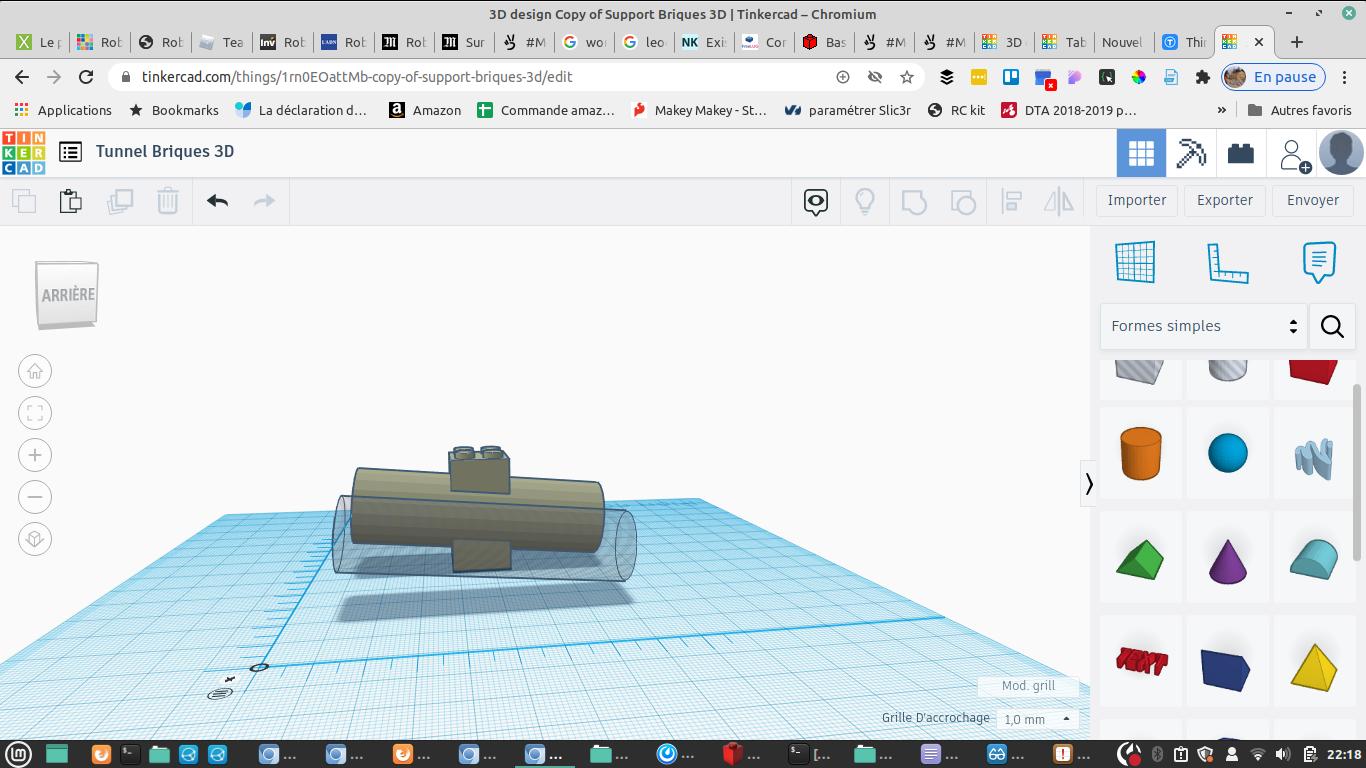
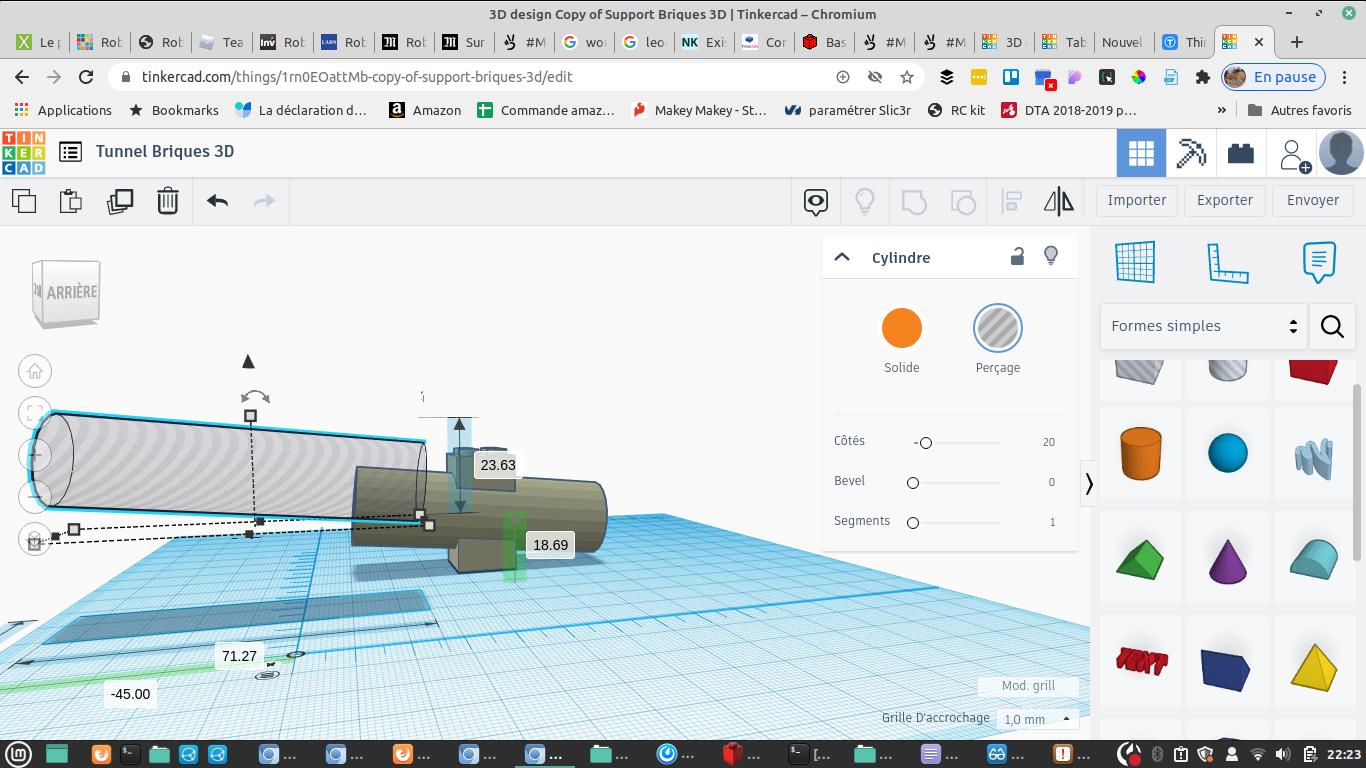
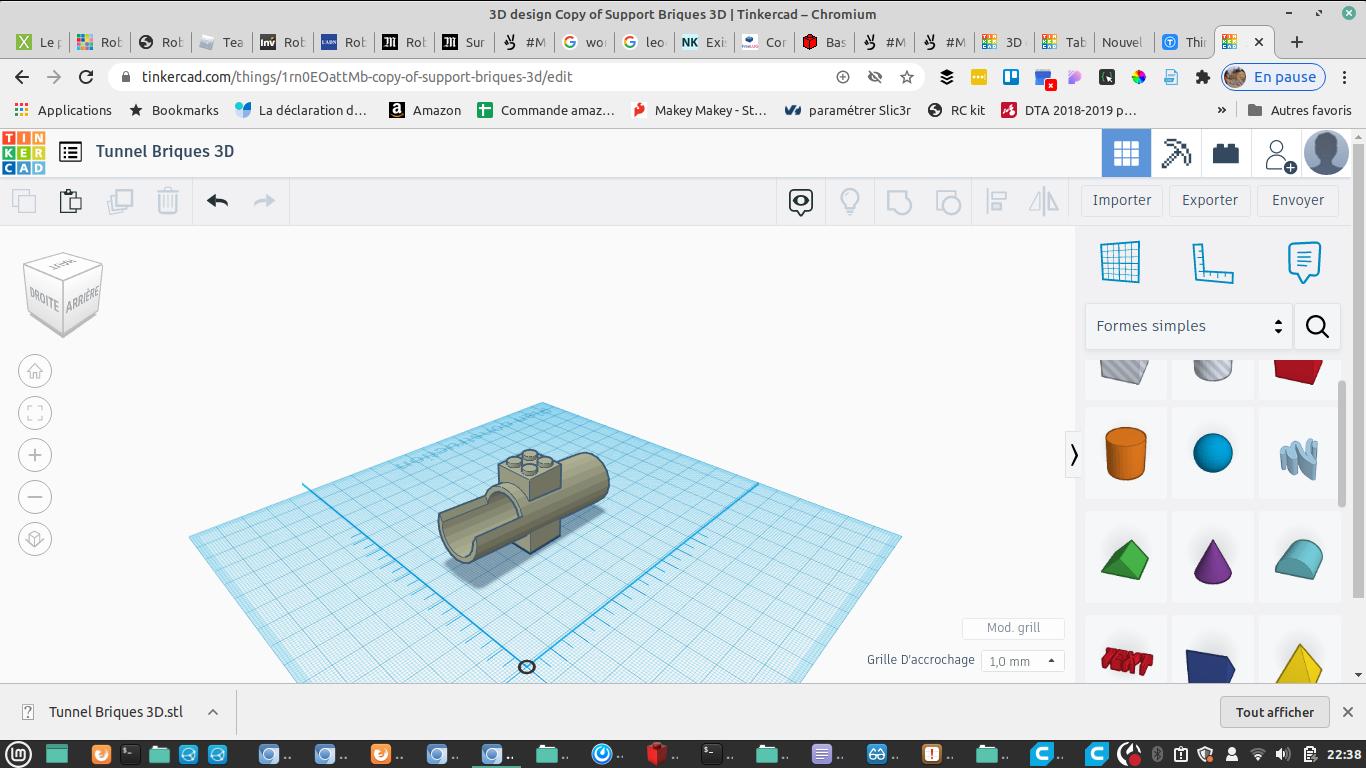
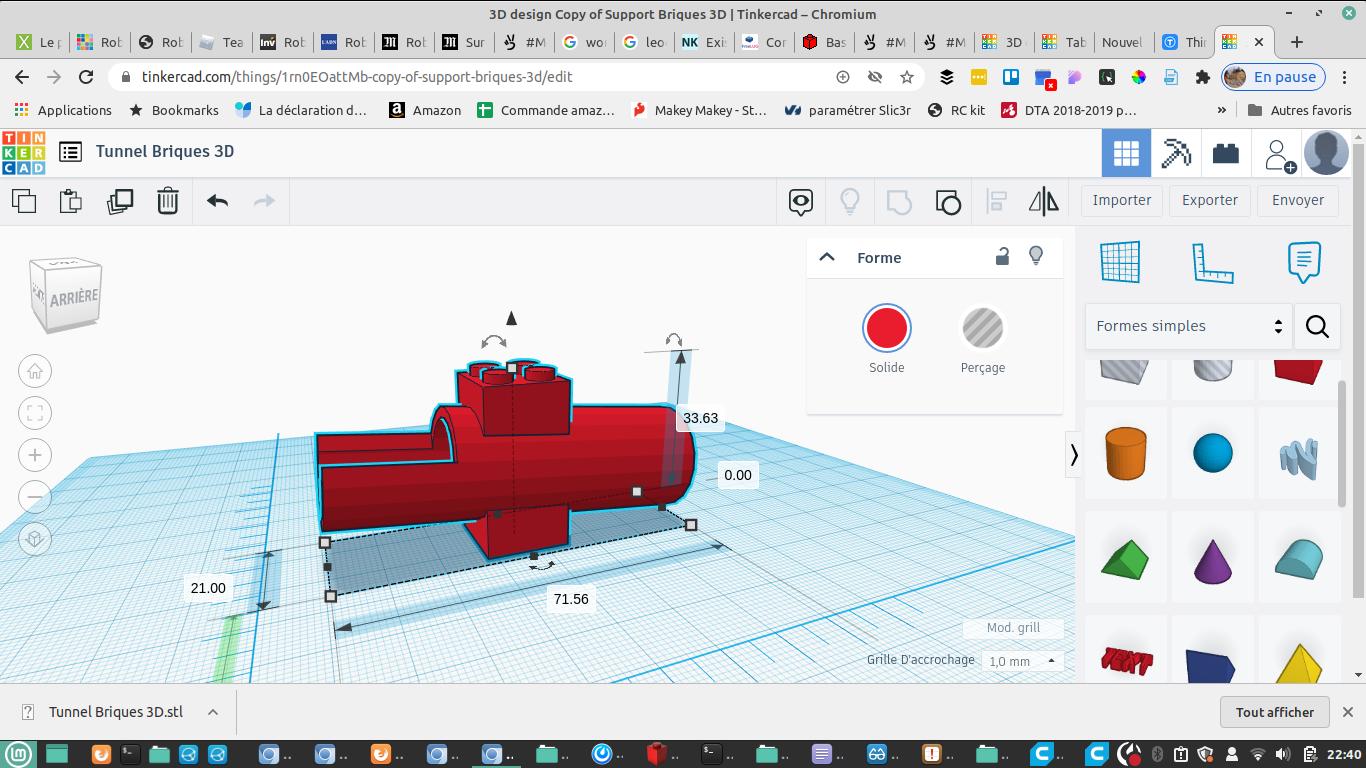
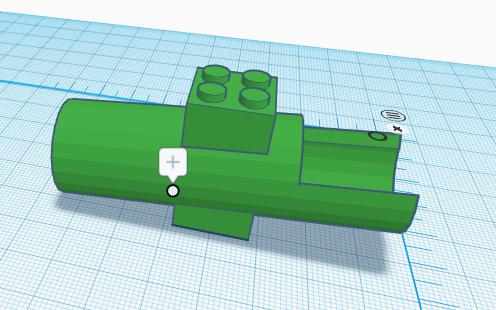
Je vais maintenant devoir positionner mes pièces ensembles pour les fusionner.
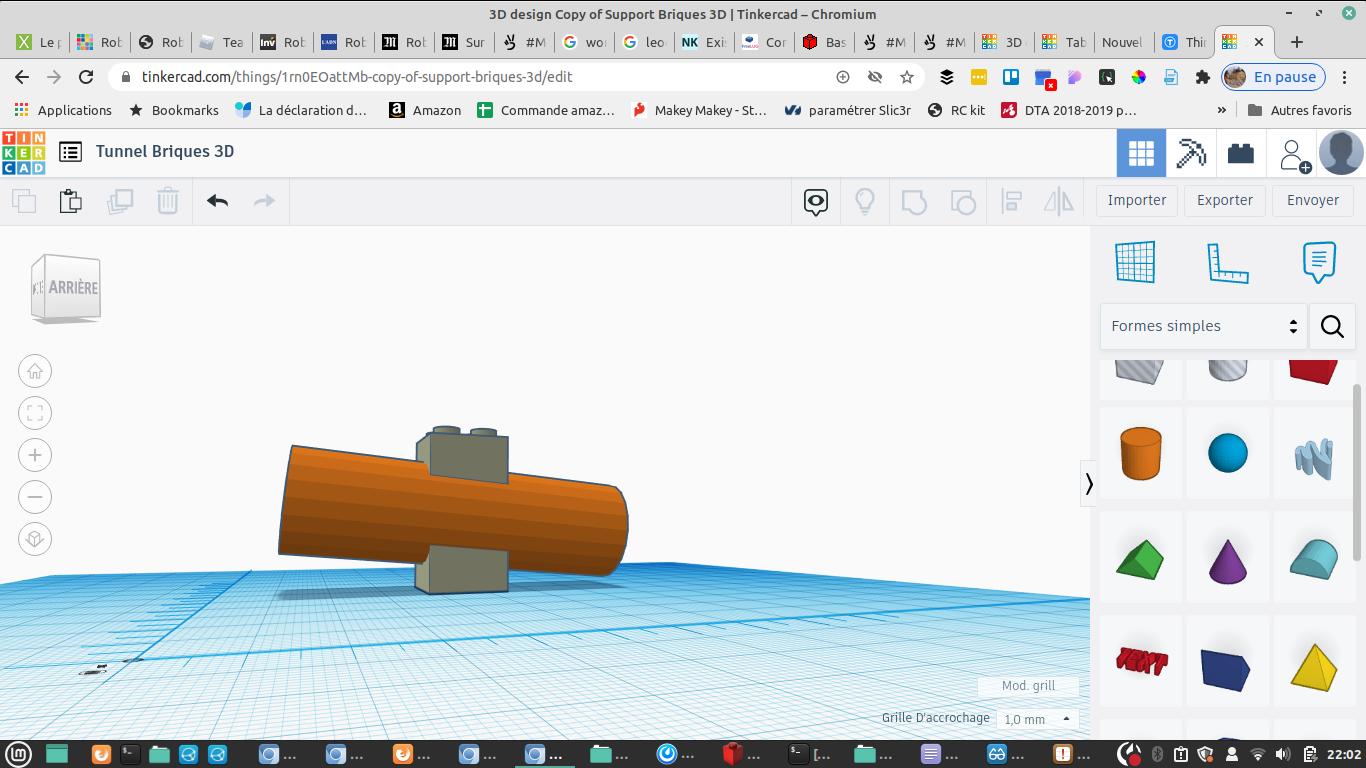
La première étape consiste à régler les hauteurs des 3 pièces. Le support du dessous sera 0 en Z (=hauteur), le cylindre à 2mm en Z et support du dessu à 23mm. Ensuite je vais aligner en X et en Y mes 3 pièces.alignement X et Y
Je ne vais pas grouper tout de suite mes pièces car il y a des bouts de briques qui dépassent dans mon tunnel. Pour pouvoir les effacer, je vais commencer par dissocier mon cylindre percé (menu en haut à droite).dissocier des pièces groupées
Et je vais maintenant sélectionner toutes mes pièces pour ensuite les regroupertunnel vue Xtunnel vue Y
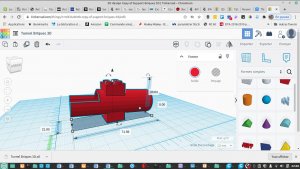
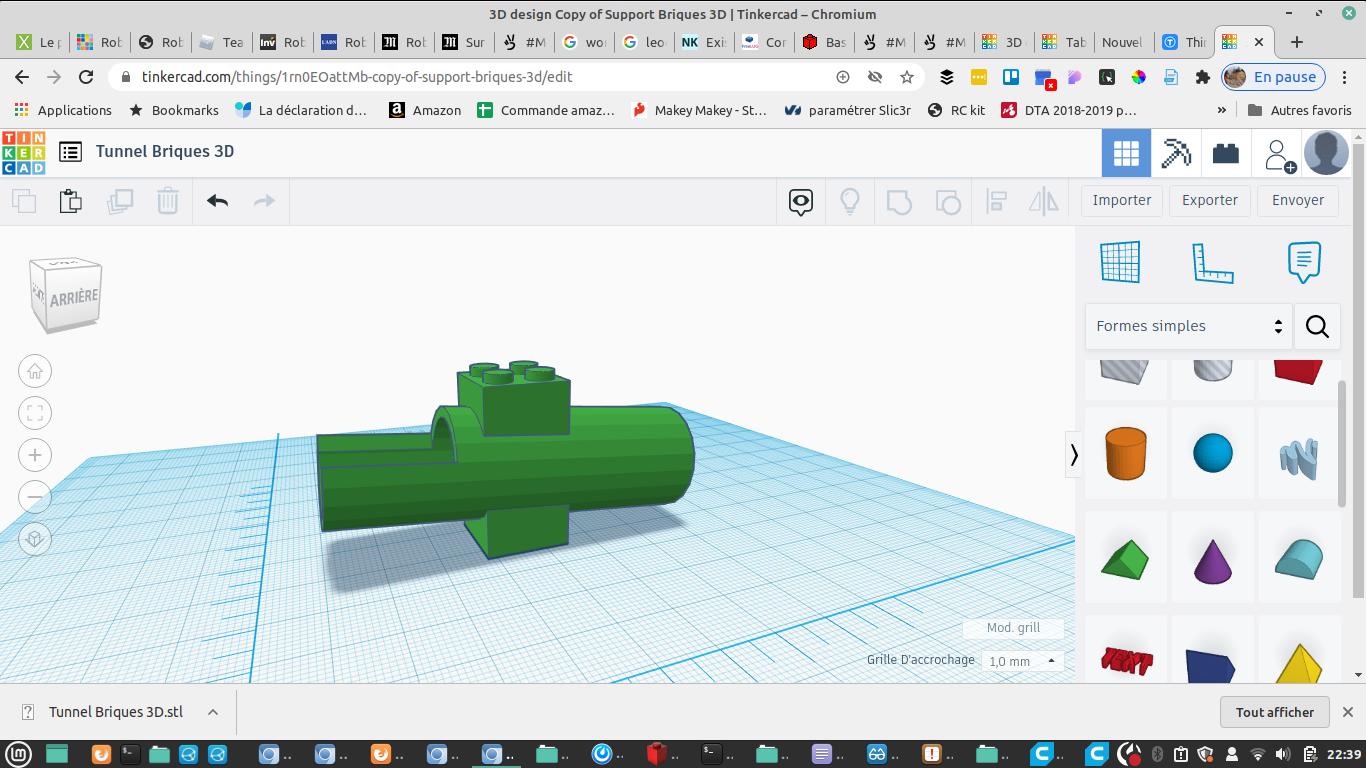
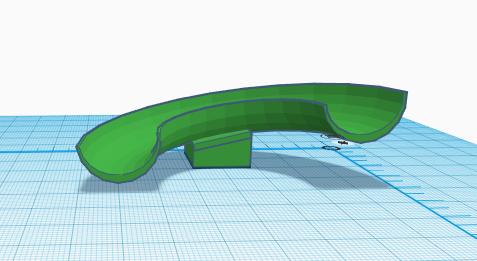
Le design de l'entrée du tunnel
La forme obtenur est interessante si tout notre parcours est positionné les uns bien à la suite des autres. Je souhaite que la bille puisse tomber d'une hauteur de 2 à 3 briques de lego. Pour cela je vais réaliser une ouverture sur le dessus du cylindre sur un des cotés.
Pour ce faire je vais dissocier les objets composants ma pièce et je vais me servir du tunnel de percage en en faisant une copie copie du cylindre de perçage
Et je vais a nouveau grouper les 4 objets que j'ai dissocier juste avant pour obtenir à nouveau mon tunnel.tunnel et perçage copié
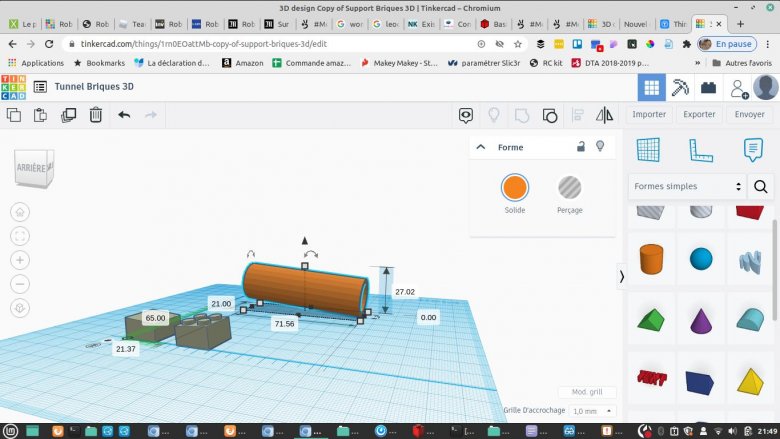
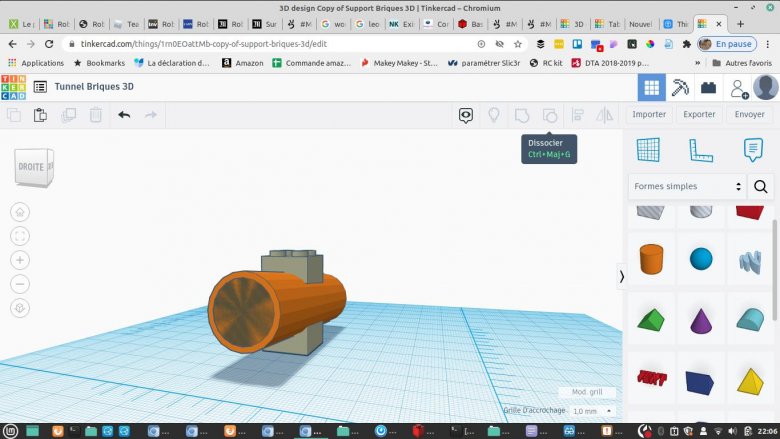
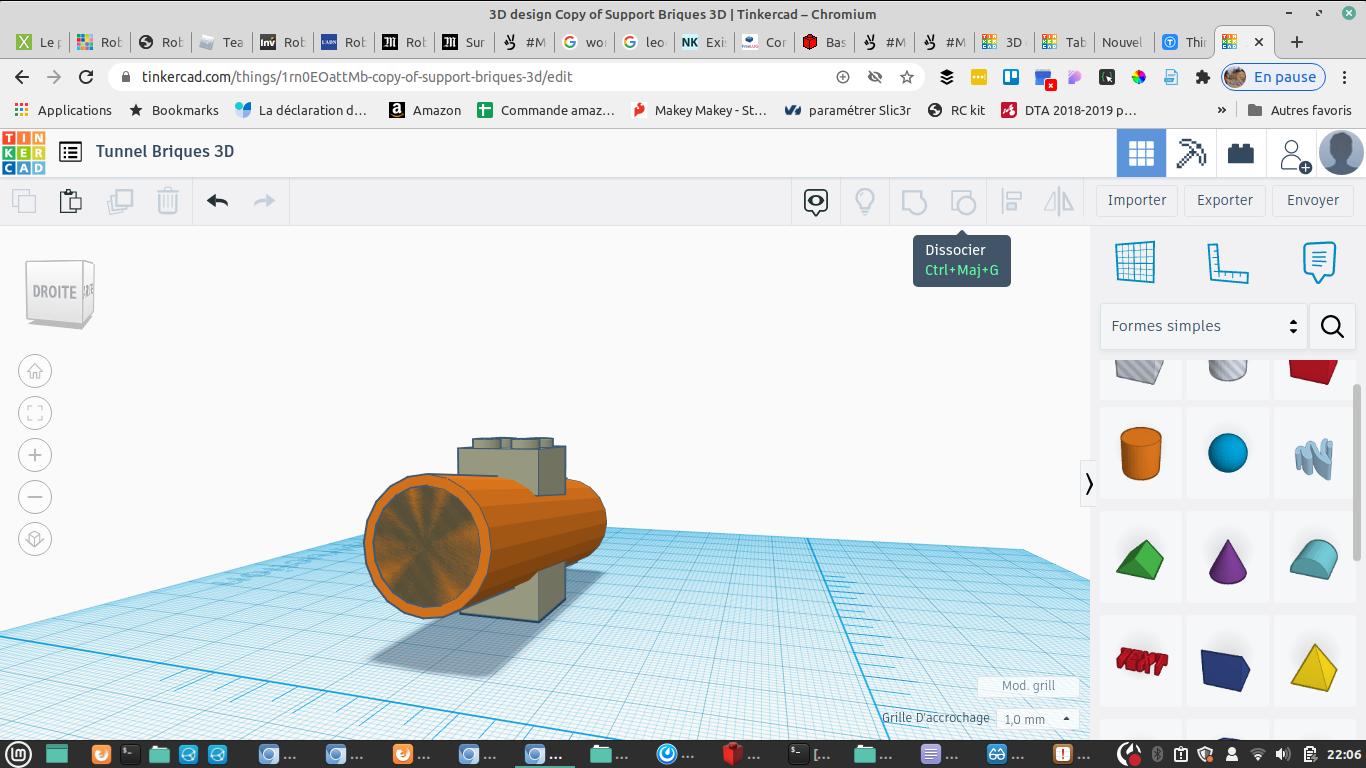
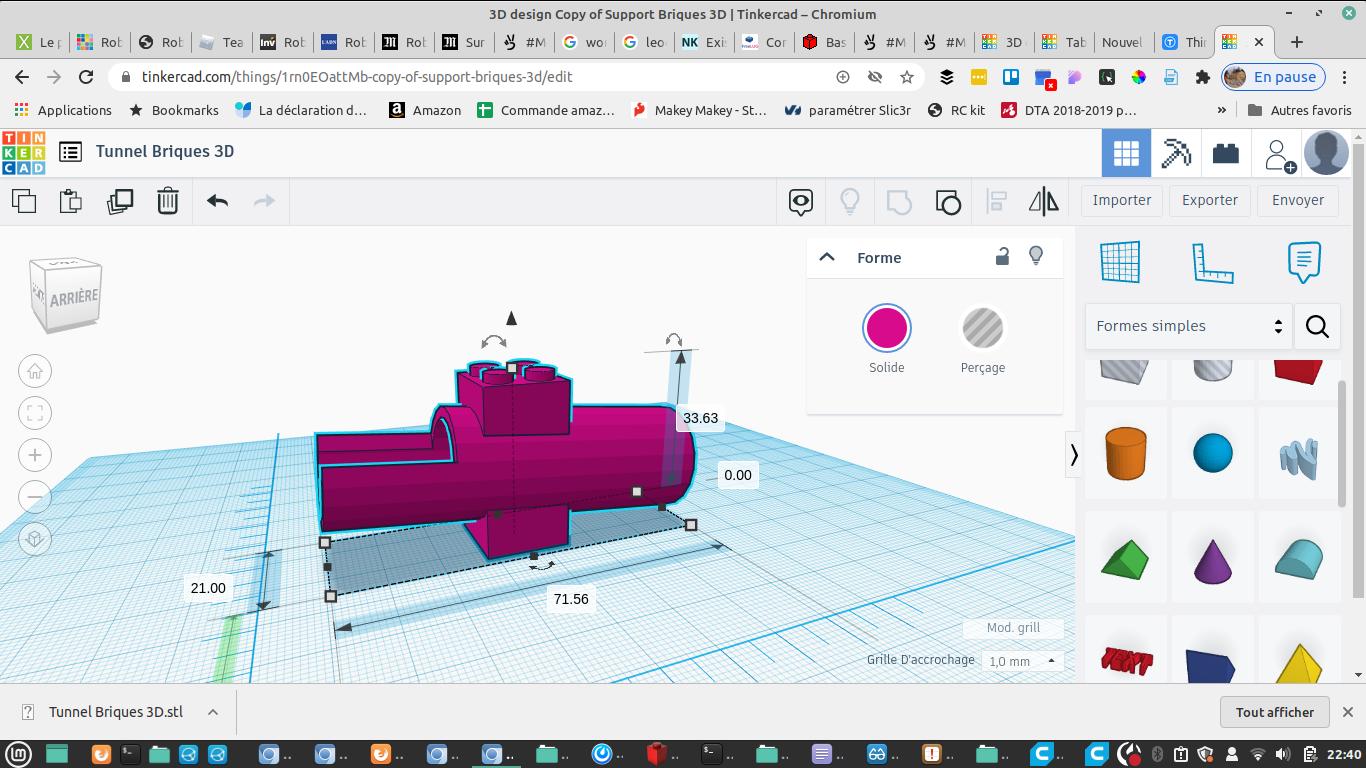
Je vais monter mon cylindre percé de 8,8mm en Z (la moitié du diamètre extérieur de mon cylindre percé) et le déplacer de 47,5mm en Y.Positionnement du cylindre percé
Enfin je vais les aligner en X et en Ycylindres alignés
Puis je les grouperais ensemble pour former mon tunnel avec son ouverture sur le dessus.
Reste plus qu'à l'imprimer dans différentes couleurs et s'amuser
Liste de logiciels utilisés pour d'autres applications en 3D et de briques 3D
LeoCAD = logiciel permettant de faire une construction virtuel en légo et qui peut etre notamment exporté en fichier 3D Obj
STL2DAT = pour convertir un fichier STL en fichier "Ldraw dat" qui devrait me permettre d'intégrer mes briques dans LeoCAD (Test en cours, la documentation française)
convertir un modèle 3D en sculpture légo avec LSculpt
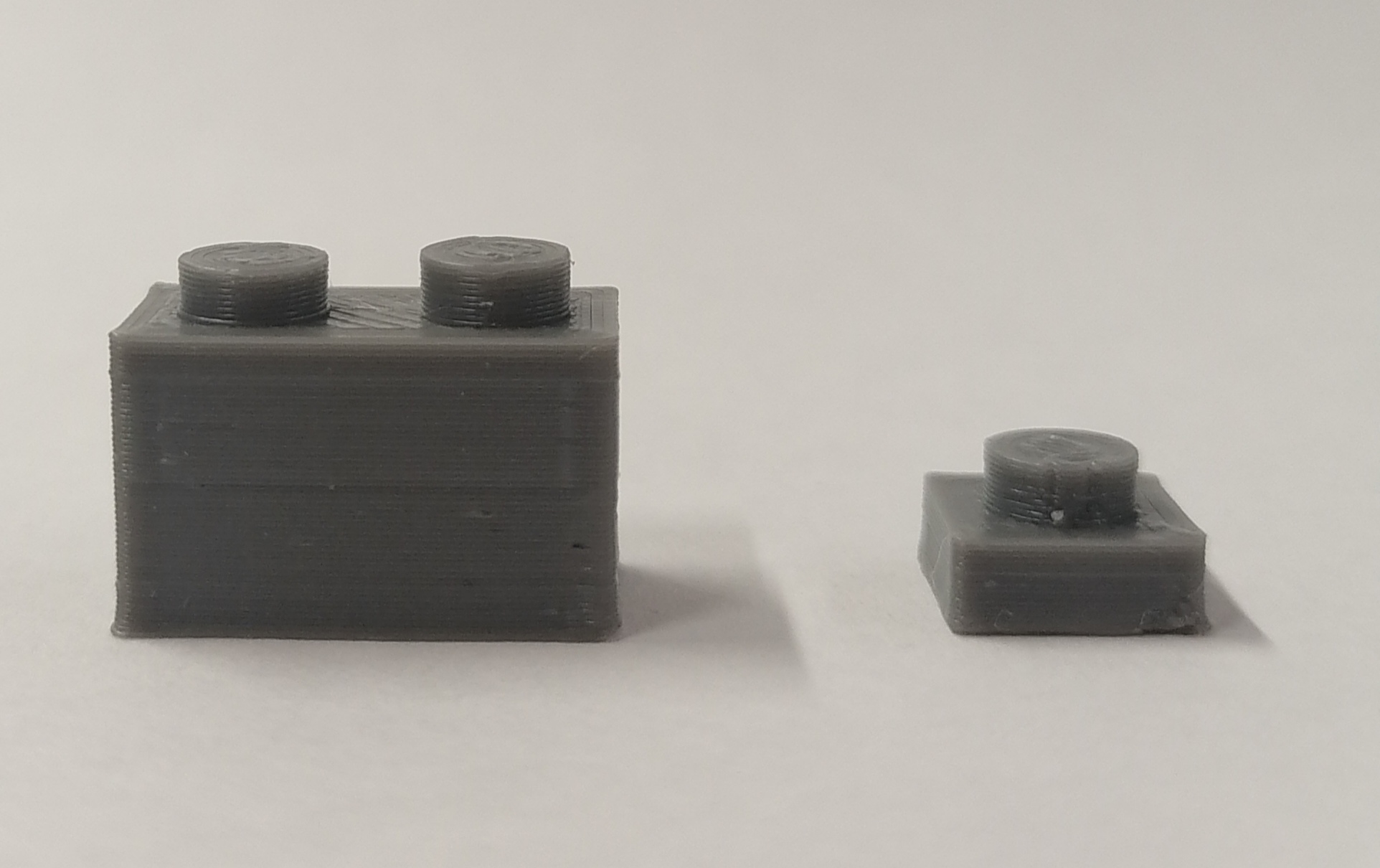
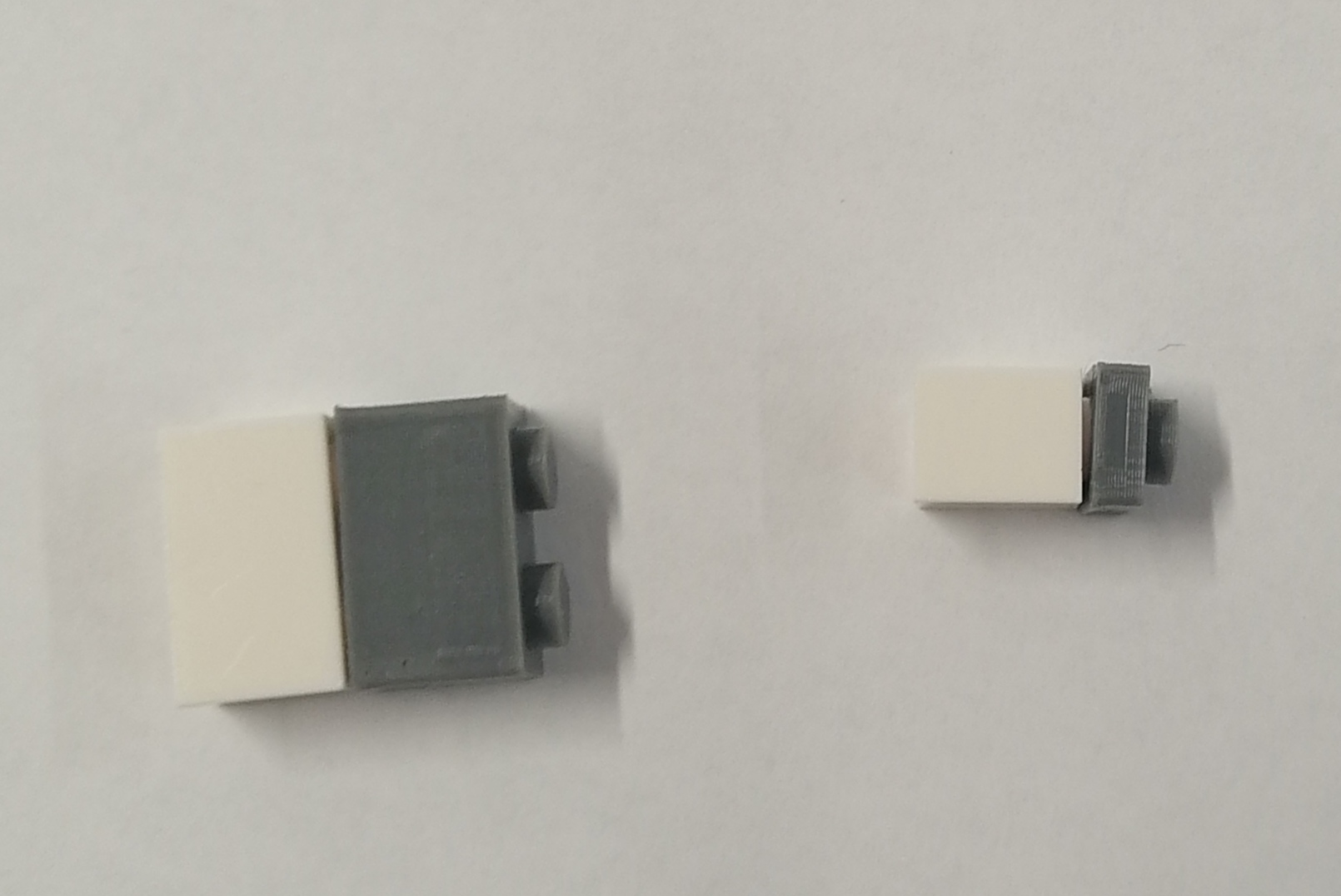
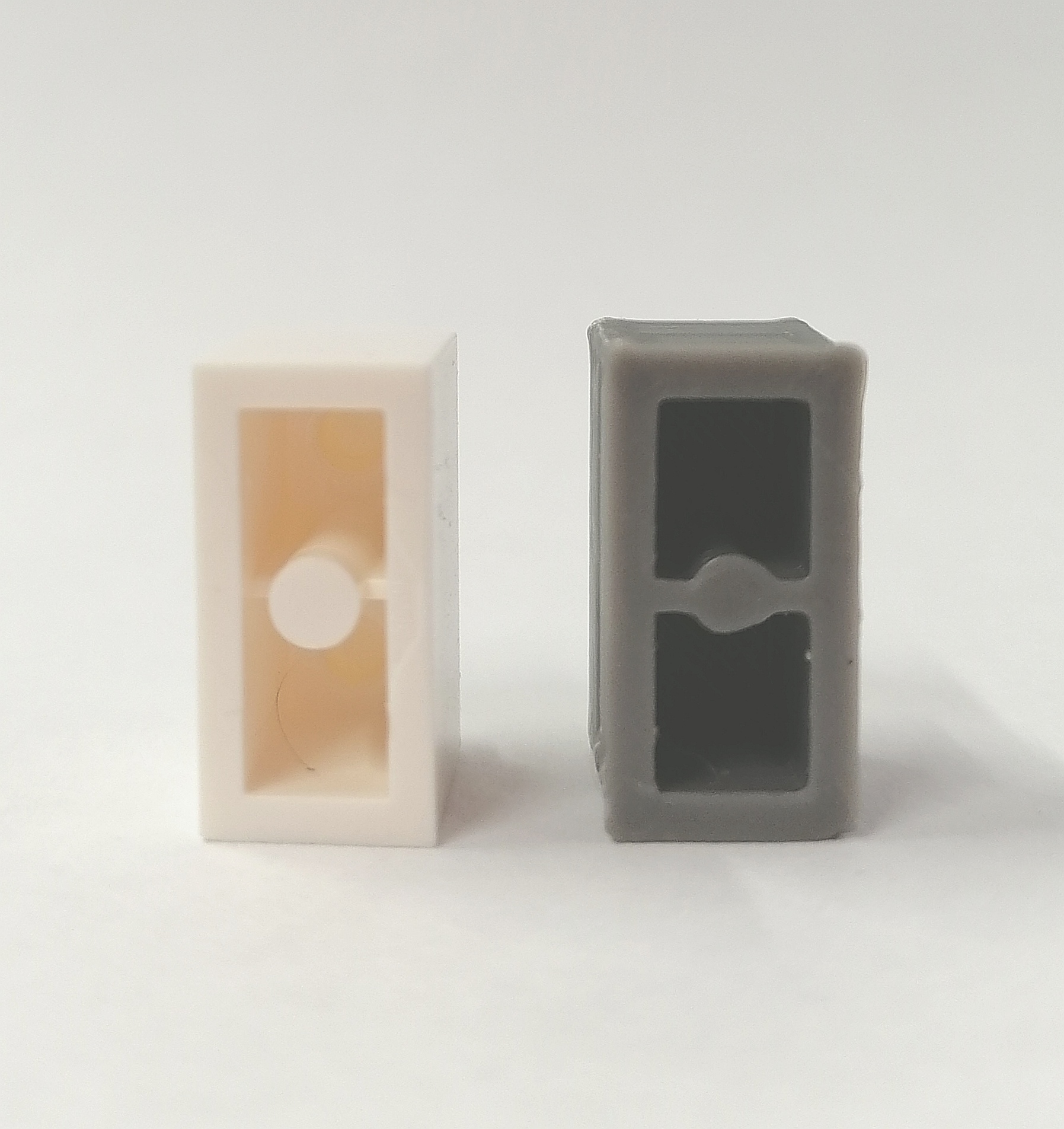
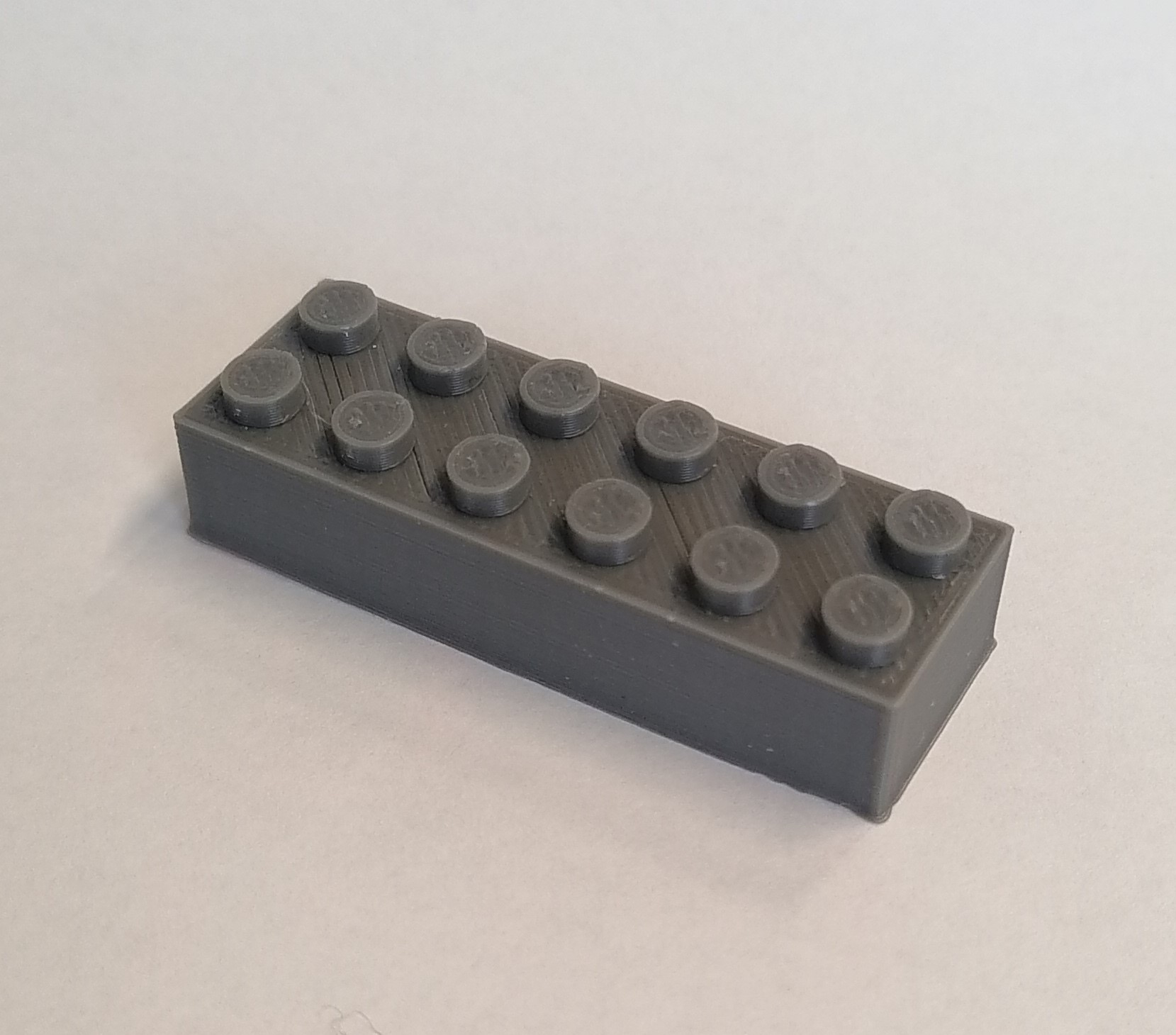
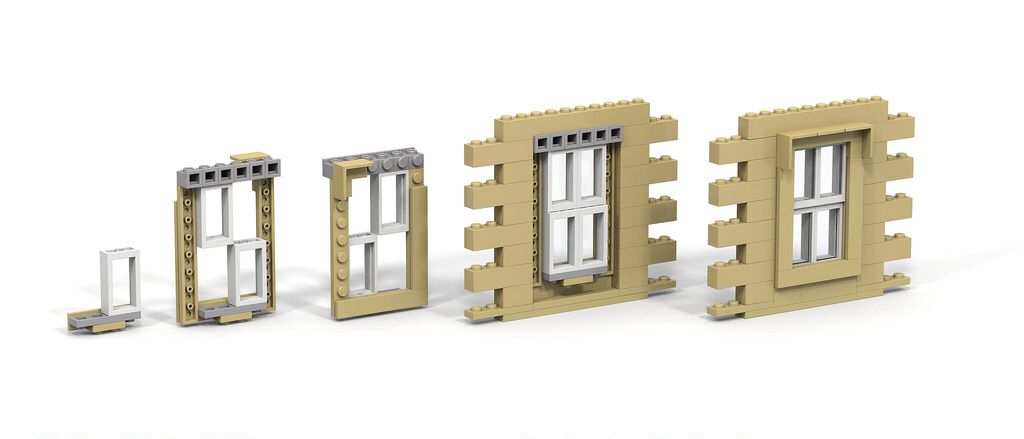
Pièces imprimées avec une imprimante Creality Ender 3 avec les réglages d'impression de base et un filament PLA.
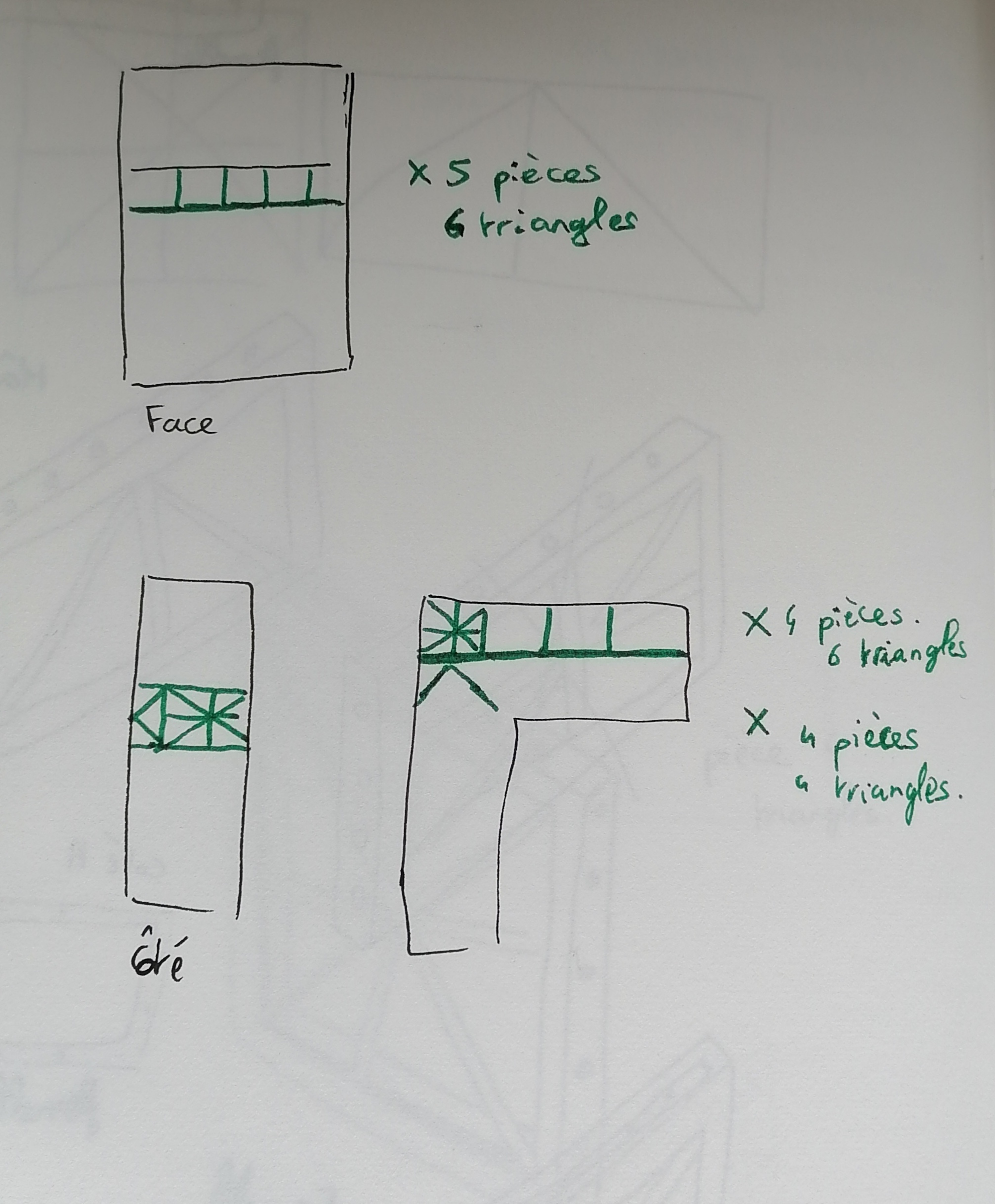
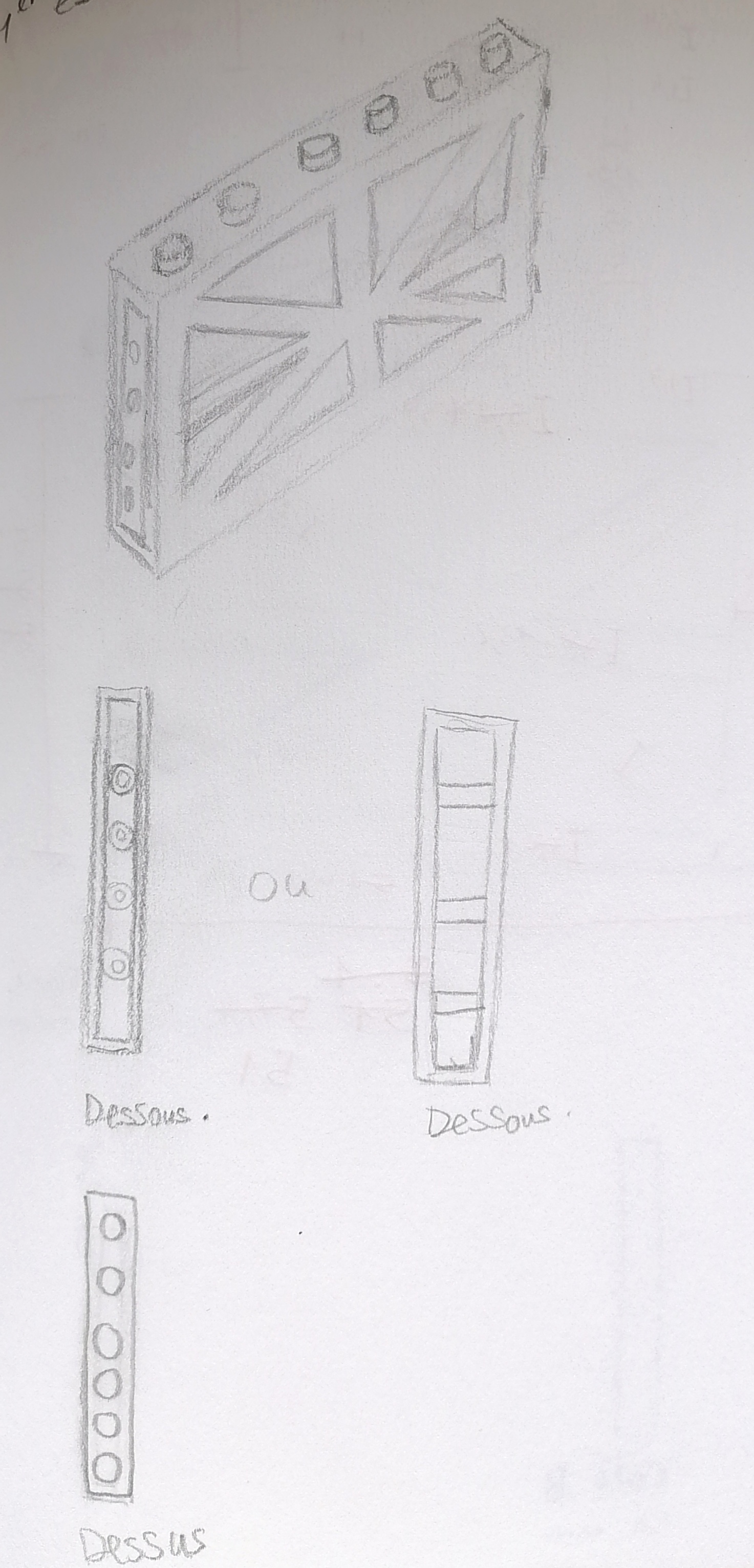
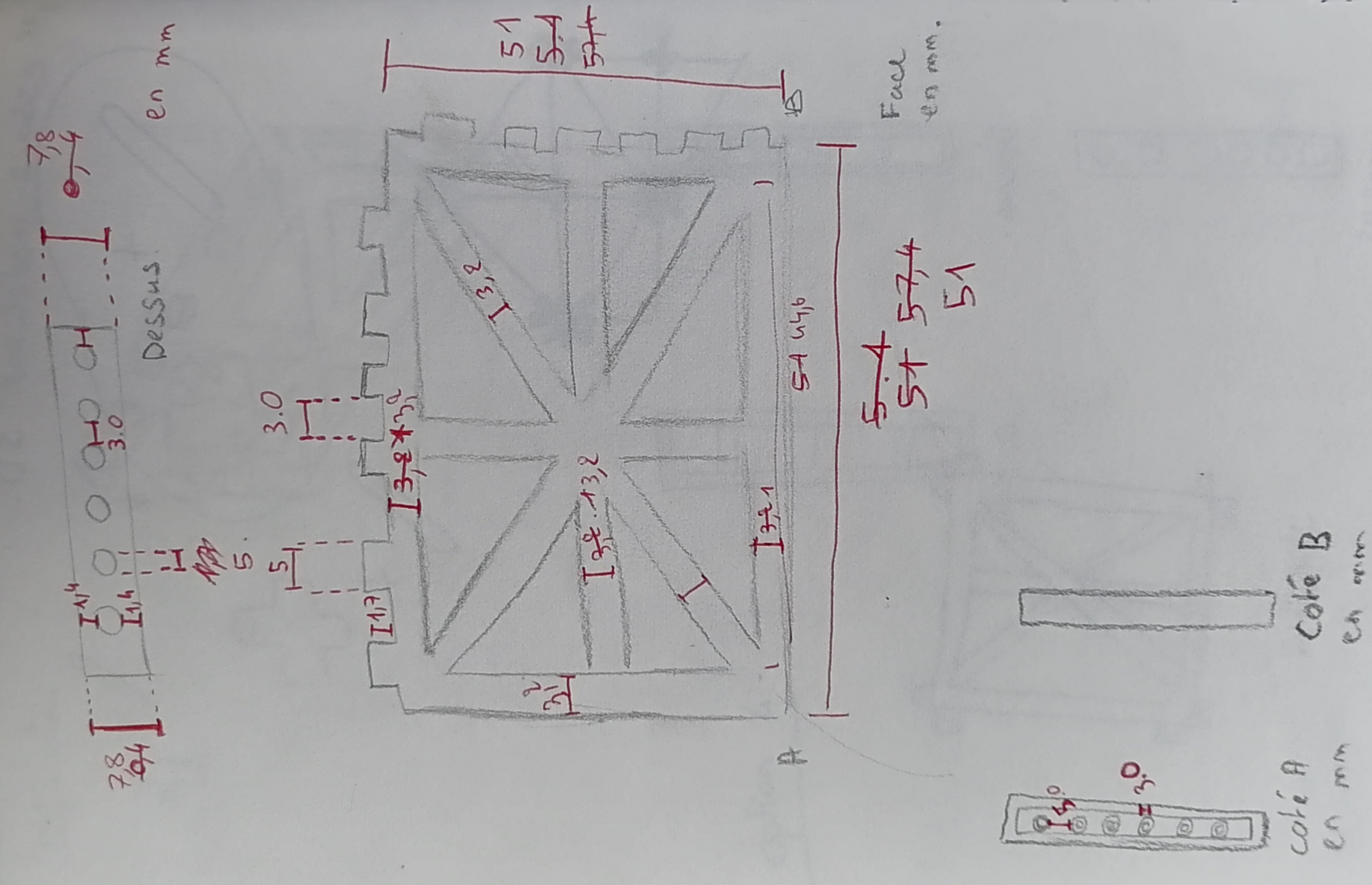
Pour les mesures: cf. Dimension tenon (voir plus haut sur la page).
A partir d'un plan donné; comprendre comment détacher les élèments pour pouvoir par la suite les retravailler
Un problème se pose : le fichier en format .fbx donne la modélisation sous forme de maillages.
Comment retravailler la pièce à partir de maillage ?
Comprendre comment réaliser une fenêtre à partir de blocs de construction
Modéliser un cadre de fenetre qui se clips dans un cadre de fenetre ?
Réaliser une seule et même pièce qui intègre les fenêtres aux murs
Maintenance de l'Ultimaker S5
Maintenance de l'Ultimaker S5
Cette page sert à listée les erreurs rencontrées avec cet équipement et les ressources utilisées pour résoudre les problèmes
L'imprimante reste figée sur l'écran de démarrage sans aller jusqu'au menu
Dans ce cas-là, il est impossible de pouvoir faire un reset usine ou une mise à jour du firmware via le menu de la machine. Pour relancer l'imprimante voici les étapes à réaliser pour le faire électroniquement :
Débrancher les câbles d'alimentation (celui relié à la prise 220V et celui reliant l'imprimante au Materiel station)
Déconnecter les bowden 1 et 2
Déconnecter l'Air Manager et le Matériel Station
Enlever l'imprimante du Matériel Station et la coucher sur le côté
Dévisser les 5 vis du dessous pour retirer le capot plastique blanc et avoir accès au carte électronique (penser à débrancher le Haut Parleur pour ne pas tirer dessus les cables et penser à le rebrancher ... ou pas !)
Appuyer sur le bouton reset de la carte électronique (situé entre le boutton recovery et l'emplacement de la carte SD)
Faites un test en rebranchant l'imprimante pour voir si elle affiche à nouveau le menu
Si tout est OK on remonte en suivant la procédure en inversnt les étapes
Sinon il faut réinsatller le firmware en suivant la procédure suivante :
Parce que ces machines qui font des slicers que sous Windows et Mac... c'est un petit peu soûlant
Apparement une appimage pour Linux sur différentes distributions existe. Je la teste sous Ubuntu (enfin Mint). Vous trouverez le lien github ici : https://github.com/bambulab/BambuStudio/releases
Pour ajouter une machine il faut créer un compte Bambu Studio
Problèmes rencontrés
Avec l'AMS (= le chargeur de bobines de filament), il est compatoble avec la taille et le poids de leur bobine.
Pour les bobines de filament SUNLU, un peu galère à charger car le poids est trop léger lors de l'entrainement du filament et cela va trop vite, la bobine saute et cela bloque le chargement. Plus d'info par ici
Solution trouvé faire le chargement avec la bobine à la main (ça évite de devoir couper le filament de la buse, meme si le coupe filament au-dessus de l'extrudeur c'est pratique et le dégager du tube PTFE)


















{kind=link}
{kind=link}